
When rolling the thick cylinder of the pier, the relationship between the feed rate s per revolution and the average pressure P per unit area of the contact surface can be calculated by the following formula:

Where,
M – friction factor of plastic deformation, M = 1 during hot rolling, and the corresponding parameters of cold forging or warm forging shall be selected during cold rolling or warm rolling;
h. R – height and radius of cylinder respectively;
K – maximum shear stress at yield.
It can be seen from the above formula that the influence of the relative reduction Q on the pressure P per unit area varies with the relative thickness of the workpiece. Take Mr / h as different values of 0.5, 1, 6 and 8 respectively to draw the relationship between feed rate.
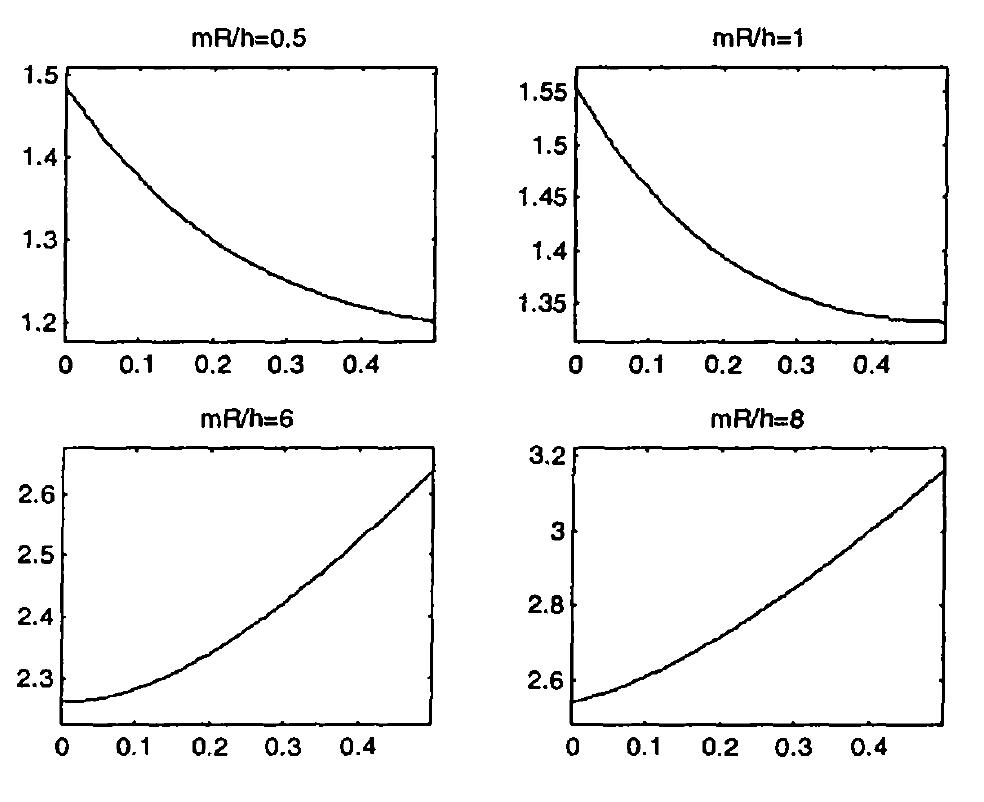
By analyzing the formula and diagram, it can be concluded that when the thick part Mr / h ≤ 1, the pressure P per unit area decreases slightly with the increase of relative feed Q, and when the thin part Mr / H > 1, the pressure P per unit area increases with the increase of Q. However, in general, the change of relative feed rate Q has no significant effect on the pressure per unit area and the depth of plastic zone.
Based on the above analysis of the relationship between the feed rate per revolution s, the width BB of the plastic deformation zone and the average pressure P per unit area of the contact surface, it can be seen that increasing the reduction rate per revolution s can improve the uniformity of plastic deformation of the workpiece. Therefore, the feed rate per revolution should be taken as large as possible, but it should be ensured that the workpiece will not shrink, fold and break.