
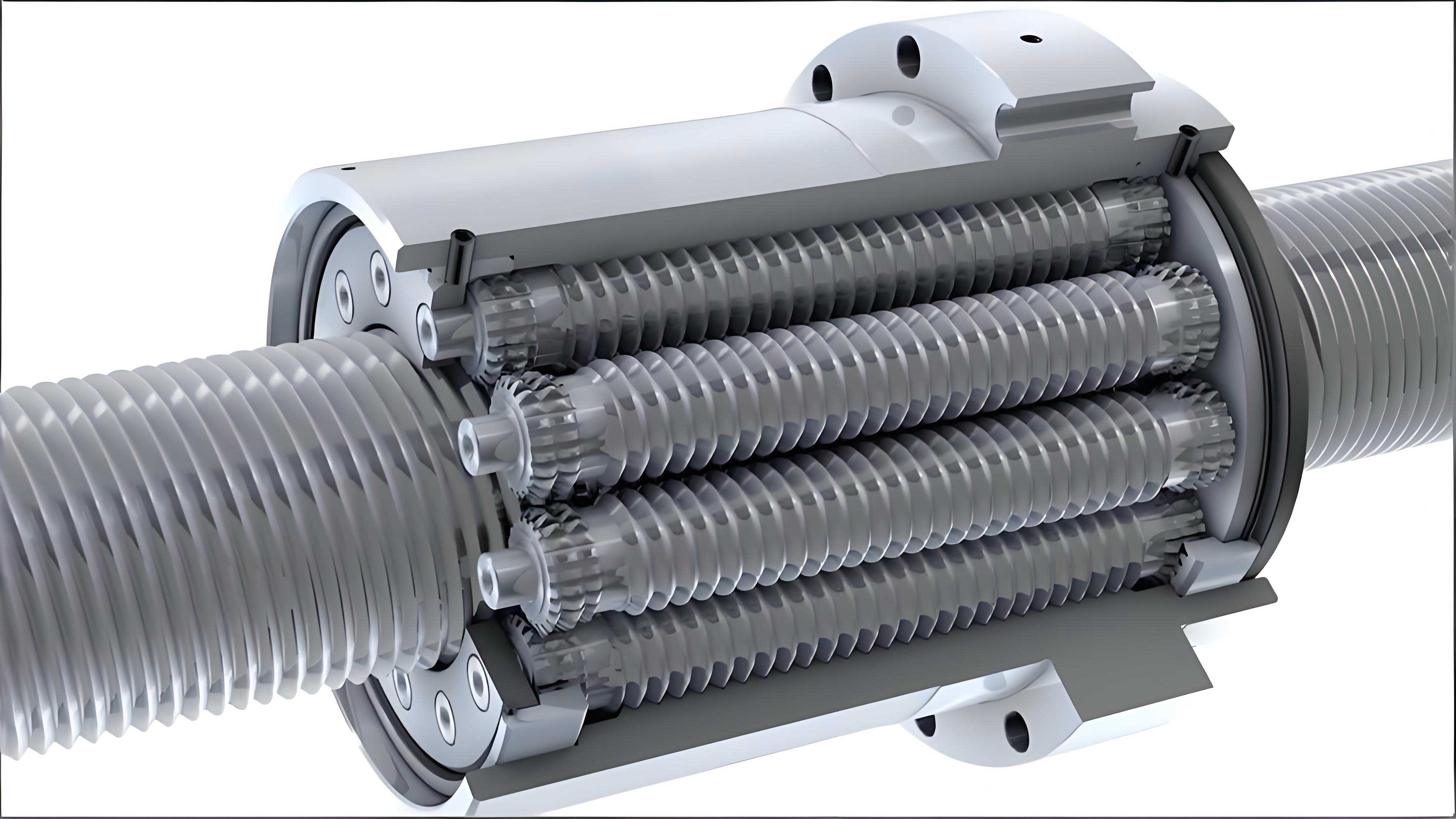
My research is focused on the dynamic performance evolution of the planetary roller screw assembly, a critical mechanical actuator for converting rotary motion into precise linear motion. Compared to hydraulic systems, it eliminates common fluid leakage issues, and relative to ball screws, it offers superior load capacity, longevity, precision, efficiency, and shock resistance. For an equivalent load, a planetary roller screw assembly can be approximately one-third smaller in size. Its adoption is increasing in aerospace, high-end CNC machine tools, and robotics. A standard planetary roller screw assembly primarily consists of a screw shaft, a nut, multiple threaded rollers, an internal gear ring (ring gear), a retainer (planet carrier), and retaining elements, as illustrated below.
While significant research exists on the meshing principle, parametric design, load distribution, and kinematics of the planetary roller screw assembly, there is a notable gap concerning the experimental investigation of its dynamic performance degradation under realistic, time-varying loading conditions. This work aims to address this gap by developing and implementing a comprehensive test methodology to study the degradation of both load-bearing capacity and transmission accuracy in a planetary roller screw assembly subjected to time-varying axial loads.
1. Design and Implementation of the Comprehensive Test Platform
To accurately capture the dynamic evolution of the planetary roller screw assembly’s performance, I designed and built an integrated test platform. This platform comprises two main subsystems: a loading test rig and a transmission accuracy test rig. Crucially, the loading test rig is equipped to perform in-situ transmission accuracy measurements under load, enabling correlated studies of both performance metrics.
1.1 Loading Test Rig: Configuration and Functional Innovation
The loading test rig is modular, consisting of drive, support, measurement, loading, and control modules. A servo motor with a brake provides the input torque. Axial load is applied via a hydraulic system, which I synchronized with the servo motor motion through secondary control development. A closed-loop system using a tension/compression load cell ensures stable axial force application, capable of up to 70 kN. Measurement instrumentation includes torque, vibration, force, linear displacement (via linear encoder), and angular displacement (via rotary encoder) sensors. A data acquisition system handles both high-frequency vibration signals and lower-frequency parametric signals. The control module manages test execution, real-time data visualization, and storage.
This rig can perform load-bearing, efficiency, and lifetime tests. A critical challenge was the misalignment between the drive chain (motor, couplings) and the loading chain (hydraulic cylinder, load cell), which introduced an overturning moment to the test specimen, potentially causing premature failure and skewing results. To compensate for this coaxiality error, I designed a specialized double-universal-joint linkage, comparing it theoretically with a single-joint configuration.
The hydraulic system acts as a passive load, always opposing the motion of the nut. The force analysis for the forward and reverse strokes with different linkages is shown conceptually. For the double-joint linkage, ensuring the screw and cylinder axes remain parallel, the equilibrium conditions lead to the driving force $F_s$ being equal to the hydraulic load $F_0$. The contact forces within the joints are self-equilibrating radially.
For a single-joint linkage, analysis shows that the radial component $F’_{st}$ is not balanced, requiring the driving force $F_s$ to be greater than the axial load $F_0$ ($F_s > F_0$) to maintain equilibrium. This imbalance represents parasitic energy loss, reduces testing accuracy (especially for efficiency), and exacerbates the overturning moment. Therefore, the double-universal-joint design is demonstrably superior for accurate and reliable performance degradation testing of the planetary roller screw assembly. Safety features like limit switches and emergency stops were also integrated.
1.2 Transmission Accuracy Test Rig
Transmission accuracy is measured using the synchronous displacement comparison method. The angular displacement of the screw and the linear displacement of the nut are measured simultaneously at corresponding positions. The deviation at each point is calculated, and the error variation over the travel represents the transmission accuracy. The test rig includes a drive module, clamping fixtures (to prevent nut rotation while providing radial support), measurement modules (a rotary encoder on the screw and a linear encoder on the nut), and control/data acquisition systems.
2. Error Calibration of the Test Platform
To ensure the fidelity of the degradation data, particularly for transmission accuracy, a thorough error analysis and calibration of the test rigs were performed. Errors are considered random and normally distributed, analyzed using the one-third principle.
The main error sources for the accuracy test rig are shape/position errors from assembly and sensor errors. Key contributions include:
- Bearing Seat Error ($e_z$): Radial runout of the bearing seat bore (measured as 4 µm) translates to a minimal axial error: $e_z = 3.44 \times 10^{-5}$ µm.
- Guideway Abbé Error ($e_d$): Straightness errors of the linear guide were measured using a laser interferometer. Results showed horizontal and vertical errors of 4.35 µm and 4.27 µm over the travel, leading to an axial Abbé error of $e_d = 7.8 \times 10^{-3}$ µm.
- Rotary Encoder Error ($e_y$): The rotary encoder has an accuracy of 5 arcseconds. With a screw lead of $P = 2$ mm, this contributes an axial error: $e_y = P \times (5 / 1296000) \approx 0.0265$ µm. (Note: 1296000 arcseconds in 360 degrees).
- Linear Encoder Error ($e_l$): The linear encoder has a specified accuracy of ±1 µm, so $e_l = 2$ µm.
The overall system error for transmission accuracy measurement is the root-sum-square of these independent errors:
$$
e_T = \sqrt{e_z^2 + e_d^2 + e_y^2 + e_l^2} \approx \sqrt{(3.44e-5)^2 + (7.8e-3)^2 + (0.0265)^2 + (2)^2} \approx 2.0 \text{ µm}
$$
This calculated overall error meets the precision requirements for testing the planetary roller screw assembly.
3. Experimental Test Program
3.1 Load-Bearing Performance Test under Time-Varying Load
The axial load was programmed as a symmetric, time-varying profile synchronized with the reciprocating motion. In the forward stroke, the load ramps from 0 to a positive setpoint, holds, then ramps down to 0. In the return stroke, the load direction reverses following the same pattern. The hydraulic system always provides a passive load opposing motion. The defined time-varying load spectra for run-in and final testing are summarized below.
| Test Phase | Load Spectrum Label | Load Range (kN) | Purpose |
|---|---|---|---|
| Run-in & Intermediate Testing | Spectrum 1 | ±15 | Initial conditioning and data collection |
| Run-in & Intermediate Testing | Spectrum 2 | ±22.5 | Increased load conditioning |
| Run-in & Intermediate Testing | Spectrum 3 | ±30 | High-load conditioning |
| Final Degradation Test | Spectrum 4 | ±30 | Performance degradation to failure |
During the final degradation test (Spectrum 4), the screw shaft and nut experience alternating compressive and tensile states. The key parameters for the load-bearing test were:
| Parameter | Value |
|---|---|
| Time-Varying Load Range | ±30 kN |
| Load Ramp Rate | ±5 kN/s |
| Stroke Length | 50 mm |
| Linear Speed | 2 mm/s |
| Vibration Sampling Rate | 20 kHz |
| Torque/Speed Sampling Rate | 50 Hz |
3.2 Transmission Accuracy Test Program
Transmission accuracy was evaluated under two distinct conditions:
- Under Load (Dynamic Accuracy): Measured in-situ on the loading test rig under time-varying Load Spectra 1, 2, and 3.
- No Load (Static Accuracy): Measured on the dedicated accuracy test rig initially, and then periodically after interrupting the long-term loading test to assess permanent degradation.
This approach allows for comparing the dynamic, load-influenced accuracy with the static, degraded accuracy of the planetary roller screw assembly. The test conditions were:
| Parameter | Value |
|---|---|
| Stroke Length | 50 mm |
| Linear Speed | 2 mm/s |
| Data Points per Stroke | 25 |
4. Results, Analysis, and Discussion
The test subject was a planetary roller screw assembly designed for this research with the following key parameters:
| Parameter | Symbol | Value |
|---|---|---|
| Screw Pitch Diameter | $d_s$ | 19.5 mm |
| Roller Pitch Diameter | $d_r$ | 6.5 mm |
| Nut Pitch Diameter | $d_n$ | 32.5 mm |
| Number of Rollers | $n$ | 11 |
| Lead | $P$ | 2 mm |
| Thread Profile Half-Angle | $\beta$ | 45° |
4.1 Load-Bearing Performance Degradation
The hydraulic system successfully generated the commanded time-varying load profile. The input torque required to drive the planetary roller screw assembly under Spectrum 4 loading was monitored as the primary indicator of load-bearing performance degradation. The torque magnitude increased progressively over time, signifying rising internal friction and potential damage.
The degradation was not linear. Up to approximately 55 minutes of testing, the torque increased from -17.53 N·m to -20.21 N·m, a 15.3% increase. This period is characterized as the Normal Degradation Stage. Between 55 and 60 minutes, the torque surged to -23.85 N·m, a further 36.1% increase from the 55-minute mark, indicating an Accelerated Degradation Stage. Shortly after, at around 63 minutes, a catastrophic failure occurred, marking the Failure Stage. Post-test inspection revealed thread flanks on the screw shaft had undergone spalling and plastic deformation (crushing), a common failure mode for heavily loaded planetary roller screw assemblies.
4.2 Transmission Accuracy: Dynamic vs. Static Degradation
4.2.1 Dynamic Accuracy Under Time-Varying Load
The transmission accuracy measured under load exhibited a clear cyclic variation synchronized with the load cycle, but not perfectly symmetrical. The lack of symmetry is attributed to backlash and reversal error in the un-preloaded planetary roller screw assembly. The range of error variation expanded with increasing load amplitude, as summarized below:
| Load Spectrum | Accuracy Error Range | Peak-to-Peak Variation |
|---|---|---|
| Spectrum 1 (±15 kN) | -2.0 µm to +6.85 µm | ~8.85 µm |
| Spectrum 2 (±22.5 kN) | -5.49 µm to +6.35 µm | ~11.84 µm |
| Spectrum 3 (±30 kN) | -6.58 µm to +7.69 µm | ~14.27 µm |
This load-dependent behavior primarily stems from elastic deformations in the threaded contacts and the screw/nut shafts under fluctuating load, as well as variations in effective backlash.
4.2.2 Static Accuracy Degradation (No-Load Measurement)
The initial static accuracy (error variation over travel) was $e_0 = 10.995$ µm for the forward stroke. After 40 minutes of load testing (during the Normal Degradation Stage), the accuracy degraded to $e_{40} = 14.701$ µm, a 33.7% increase in error variation. After 55 minutes (entering the Accelerated Degradation Stage), it worsened to $e_{55} = 19.029$ µm, a 73.1% total degradation from the initial state. This demonstrates that the transmission accuracy of the planetary roller screw assembly degrades in tandem with its load-bearing capacity, and the rate of accuracy degradation also accelerates in the final stage before failure.
5. Conclusion
This research successfully established and demonstrated a methodology for testing the performance degradation of a planetary roller screw assembly under simulated, time-varying service loads. The key conclusions are:
- The innovative double-universal-joint linkage in the loading test rig effectively mitigated the detrimental effects of coaxiality error-induced overturning moments, which is crucial for obtaining authentic load-bearing degradation data for the planetary roller screw assembly.
- Under dynamic loading, the transmission accuracy of the planetary roller screw assembly exhibits cyclic, load-dependent variation. This dynamic accuracy is governed by the elastic contact deformation of the threads, axial deformation of components, and the prevailing backlash condition.
- The load-bearing capacity and transmission accuracy of the planetary roller screw assembly degrade synergistically. The degradation process can be classified into three distinct stages:
- Normal Degradation Stage: Characterized by a gradual increase in drive torque (~15.3%) and a more pronounced degradation in static accuracy (~33.7%).
- Accelerated Degradation Stage: Marked by a rapid rise in drive torque (~36.1% over a short period) and a severe worsening of static accuracy (total degradation ~73.1%).
- Failure Stage: Culminates in catastrophic failure, such as thread spalling or crushing.
The rate of degradation in transmission accuracy appears to be higher than that of the load-bearing torque metric during the normal stage.
This test methodology and the findings provide a solid technical foundation for assessing the dynamic performance and predicting the service life of planetary roller screw assemblies in demanding applications with time-varying loads. Future work will focus on correlating the measured torque and accuracy data with specific internal damage modes using advanced diagnostics and developing predictive maintenance models for the planetary roller screw assembly.