
The precision and longevity of high-end machine tools, particularly those with sophisticated rotary axes, are fundamentally dependent on the accuracy of their core transmission components. Among these, the worm gear assembly, or more precisely the screw gear assembly, plays a pivotal role in converting rotary motion into precise angular positioning. In five-axis machining centers, the failure of such an assembly, often manifested as excessive backlash and positioning errors, can render the entire machine incapable of producing parts within tolerance. This article delves into the comprehensive process of restoring a critical screw gear system—specifically, a dual-lead worm and wheel assembly from a high-precision rotary axis. The methodology encompasses meticulous on-site measurement, reverse engineering calculations, and the formulation of a practical machining strategy to replicate and restore functionality, bypassing costly OEM replacements.
The challenge began with a five-axis machining center exhibiting consistent contouring errors in complex workpiece machining. Diagnostic procedures pinpointed the source to excessive rotational backlash in the A-axis. Disassembly revealed significant wear on the mating surfaces of the worm and the worm wheel—a classic failure mode for these precision screw gear pairs. The original design utilized a dual-lead (or dual-pitch) worm, a specialized variant of the screw gear. In a standard worm gear set, adjusting the meshing backlash typically requires cumbersome shimming or changing the center distance. The dual-lead system elegantly solves this by featuring a worm whose tooth thickness varies linearly along its axis. One flank of the worm tooth has a different lead (and consequently a different virtual module) than the opposite flank. This design allows for precise backlash adjustment simply by axially shifting the worm relative to the wheel, without altering the critical center distance. Restoring this system required not just making a new worm and wheel, but first accurately determining their original, now-worn, geometric parameters.
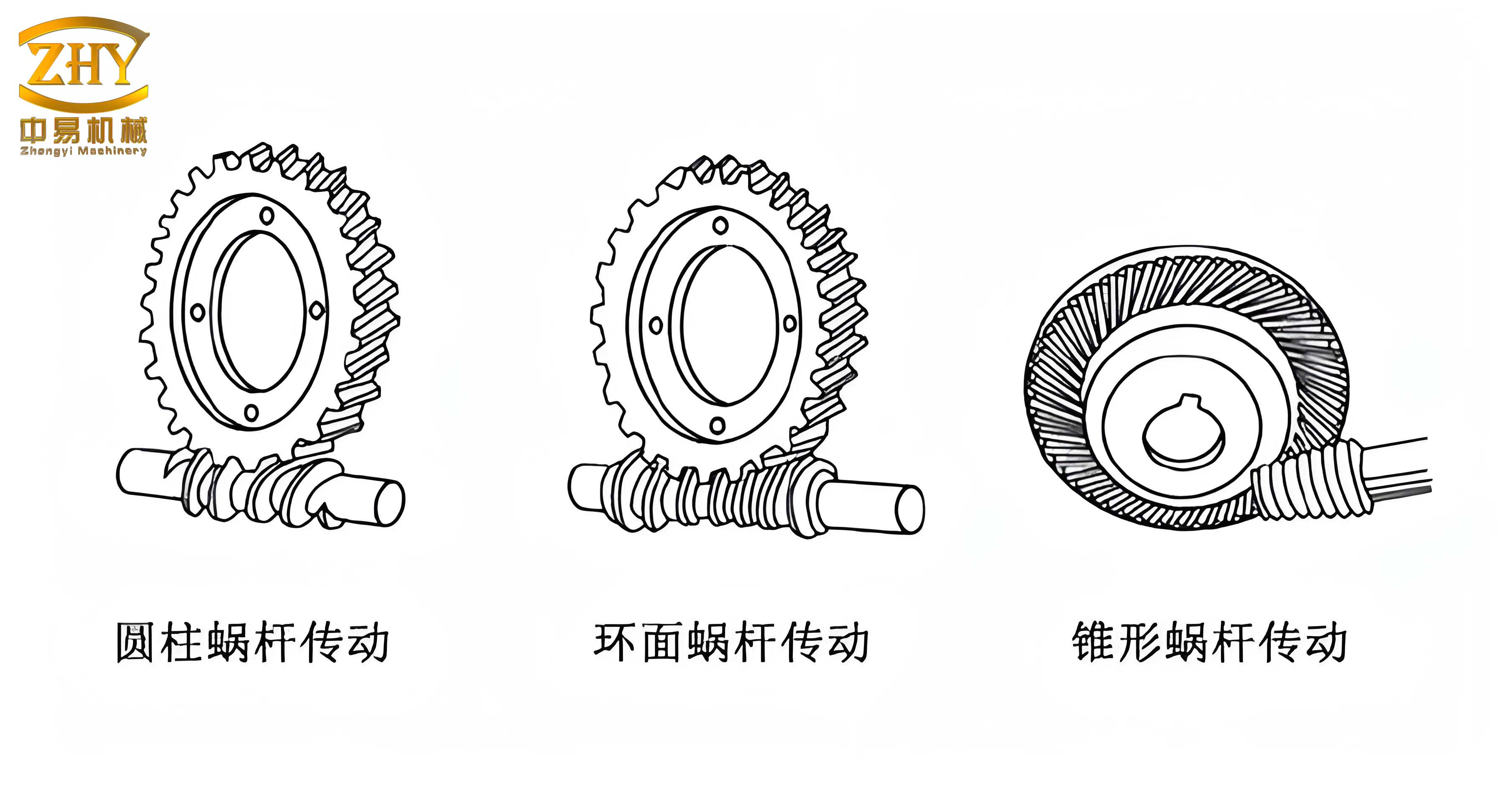
The fundamental kinematics of a dual-lead screw gear pair are similar to those of a standard worm gear. The worm can be conceptualized as a helical gear with a very high helix angle, meshing with a special gear known as a worm wheel. The axial section of the worm acts as a basic rack, and the worm wheel is essentially a gear conjugate to that rack. The key innovation lies in the worm’s tooth profile: the left and right flanks are generated from two racks with slightly different pitches. Despite this asymmetry on the worm, each individual flank maintains a constant lead along the worm’s length. Therefore, when the worm is axially displaced to take up wear-induced backlash, the meshing condition on each flank remains theoretically intact, preserving smooth and precise motion transmission. This principle is what makes the dual-lead screw gear indispensable in applications demanding ultra-fine adjustable backlash, such as rotary tables and indexing heads on CNC equipment.
The advantages of the dual-lead screw gear system are significant in a precision machining context. Firstly, the meshing backlash can be adjusted to exceptionally small values, typically in the range of 0.01 to 0.015 mm, a level difficult to achieve and maintain with standard single-lead worms. This minimal backlash is crucial for dynamic accuracy and surface finish in contouring operations. Secondly, the adjustment mechanism is precise and reliable, often involving a calibrated micrometer ring or shim pack that controls the worm’s axial position. Thirdly, assembly tolerances, particularly for the center distance, can be slightly relaxed because the final meshing quality is determined by the axial adjustment rather than an ultra-tight fit at a fixed distance. However, these benefits come with notable drawbacks. The primary disadvantage is manufacturing complexity. Both the worm and the tool required to cut the worm wheel (a hob) must be custom-made for the specific dual-lead parameters. This makes initial production and, as in our case, repair through reverse engineering, a more involved task compared to standard screw gear pairs.
The cornerstone of the restoration project was the accurate measurement and calculation of the worn components’ original dimensions. The测绘 (measurement and mapping) procedure must be systematic and conducted on the least worn sections of the parts. Multiple measurements for each parameter were taken and averaged to minimize error. The initial step involved recording basic, directly observable parameters which are common to all worm gears:
- Number of worm threads (starts), $Z_1$.
- Number of worm wheel teeth, $Z_2$.
- Worm type (e.g., ZA – straight-sided in axial section, ZN – straight-sided in normal section).
- Worm tip diameter, $d_{a1}$.
- Worm wheel tip diameter, $d_{a2}$.
- Worm tooth height, $h_1$.
- Pressure angles for left and right flanks, $\alpha_{L1}$ and $\alpha_{R1}$.
- Measured center distance, $a’$.
The critical and unique measurements for a dual-lead screw gear are the axial pitches for the left and right flanks of the worm, $p_{xL}$ and $p_{xR}$. These are measured along the worm’s axis using precision gear tooth calipers or a microscope with a traveling stage, carefully targeting unworn sections near the ends of the worm. From these axial pitches, the left and right flank “modules” can be derived: $m_L = p_{xL} / \pi$ and $m_R = p_{xR} / \pi$. The challenge is determining the “nominal module,” $m$, which is a conceptual reference value from which the two flank modules symmetrically deviate. This nominal module is not directly measurable on the dual-lead worm itself.
The determination of the nominal module $m$ is an iterative calculation based on the symmetry assumption. We start with the measured left and right axial pitches, $p_{xL}’$ and $p_{xR}’$ (the prime denotes measured values). The difference between the corresponding module values is:
$$\Delta m’ = \frac{|p_{xL}’ – p_{xR}’|}{\pi}$$
We assume the nominal module $m’$ is the midpoint:
$$m’ = \frac{(p_{xL}’ / \pi) + (p_{xR}’ / \pi)}{2} = \frac{p_{xL}’ + p_{xR}’}{2\pi}$$
This calculated $m’$ is then used to verify against the measured center distance $a’$. The theoretical center distance for a worm gear pair is given by:
$$a = \frac{1}{2}(d_1 + d_2)$$
Where $d_1$ is the worm pitch diameter and $d_2$ is the worm wheel pitch diameter. For the worm wheel, $d_2 = m \cdot Z_2$. For the worm, $d_1 = d_{a1} – 2m$ (assuming standard tooth height factors). Therefore, we can compute a verification center distance $a_{calc}$:
$$a_{calc} = \frac{1}{2}\left( (d_{a1} – 2m’) + (m’ \cdot Z_2) \right) = \frac{d_{a1}}{2} + m’ \left( \frac{Z_2}{2} – 1 \right)$$
If $a_{calc}$ is acceptably close to the physically measured center distance $a’$, then the assumed $m’$ is valid. If not, the assumption of symmetric deviation or the condition of the measured worm tip diameter $d_{a1}$ must be re-evaluated. Through this iterative process, the fundamental design parameters are reverse-engineered.
Based on the comprehensive measurement campaign, the following parameters for the dual-lead screw gear assembly were determined and tabulated. This table served as the master drawing for the new components.
| Parameter | Symbol | Value (Worm) | Value (Worm Wheel) | Notes |
|---|---|---|---|---|
| Number of Starts/Teeth | $Z_1 / Z_2$ | 1 | 72 | Single-start worm |
| Nominal Module | $m$ | 4 mm | 4 mm | Calculated reference |
| Left Flank Axial Pitch | $p_{xL}$ | 12.68 mm | – | Corresponds to $m_L \approx 4.036$ mm |
| Right Flank Axial Pitch | $p_{xR}$ | 12.40 mm | – | Corresponds to $m_R \approx 3.947$ mm |
| Lead (Left / Right Flank) | $L_L / L_R$ | 12.68 mm / 12.40 mm | – | For single-start, Lead = Axial Pitch |
| Pressure Angle (Left / Right) | $\alpha_L / \alpha_R$ | 20° / 20° | 20° / 20° | Measured from least-worn zones |
| Tip Diameter | $d_a$ | 46.0 mm | 296.0 mm | Measured and verified |
| Reference Center Distance | $a$ | 164.0 mm | Critical design parameter | |
| Worm Type | – | ZN (Straight in Normal Section) | – | Determined by tooth profile analysis |
With the parameters firmly established, the focus shifted to the manufacturing phase. Machining the dual-lead worm follows the same general principles as a standard worm but requires separate setup for each flank. The worm blank, typically made from a hardened and ground steel such as 16MnCr5 or similar case-hardening steel, is mounted on a precision lathe or a dedicated worm milling machine. The tool, a profile-ground cutter matching the desired pressure angle, is set up. The gear train or CNC program is configured for the lead of the first flank (e.g., the left flank with $L_L = 12.68$ mm). All teeth are rough and finish-cut on this flank. Subsequently, without changing the workpiece setup, the machine is reconfigured for the second lead ($L_R = 12.40$ mm), and the opposite flanks of all teeth are machined. This process ensures both flanks are concentric and have the correct, distinct leads. Post-machining, the worm is heat-treated (case-hardened or through-hardened) and then precision ground on both flanks to achieve the final surface finish, dimensional accuracy, and profile.
The manufacture of the worm wheel presents a greater challenge. For a high-precision restoration, the ideal method is to use a custom-made dual-lead hob. This hob is essentially a replica of the new worm, with gashes cut to form cutting edges and a larger outer diameter to provide clearance. It is a complex and expensive tool. The hobbing process then generates the worm wheel teeth in a continuous indexing motion, ensuring perfect conjugacy with the worm. The worm wheel material is typically a bronze alloy (e.g., CuSn12 or a phosphor bronze) or a cast iron with good wear properties. The formula for the hob outer diameter $d_{a0}$ accounts for clearance:
$$d_{a0} = d_{a1} + 2c_{0}$$
where $c_{0}$ is the radial clearance, often standardized (e.g., $0.2m$). If a custom dual-lead hob is prohibitively expensive or time-consuming for a one-off repair, an alternative method involves using a single-point tool on a CNC gear generator or a precise indexing head. The left and right flanks of the worm wheel teeth are cut independently using tool paths programmed according to the respective worm flank parameters. While this method can be successful, it is generally less accurate and efficient than hobbing and is more suitable for prototypes or less critical applications.
The final and crucial step is assembly and adjustment. The new worm wheel is pressed onto its shaft and the assembly is installed in the housing. The new worm, mounted in its adjustable bearings, is meshed with the wheel at the calculated center distance. The axial adjustment mechanism is then used to fine-tune the engagement. The worm is shifted axially until the meshing backlash, measured with a dial indicator, falls within the desired range (e.g., 0.01-0.015 mm). This adjustment is possible precisely because of the dual-lead screw gear design—axial movement changes the effective tooth thickness engaging with the wheel, thereby controlling clearance. Once optimal backlash is achieved, the adjustment locknuts or rings are secured. The entire axis is then tested under no-load and loaded conditions, and positioning accuracy is verified using laser interferometry or a precision ball-bar system to confirm restoration of the machine’s original performance specs.
In conclusion, the restoration of a high-precision dual-lead worm gear assembly is a demanding but achievable engineering task that combines metrology, mechanical design, and advanced manufacturing. The process underscores the critical importance of the screw gear as a component where microscopic dimensional details have macroscopic effects on machine tool performance. Successful recovery hinges on a methodical and meticulous measurement phase, where data from the least-worn areas is statistically processed to reverse-engineer the original design intent. This is followed by the disciplined application of gear geometry and manufacturing principles to produce new components that restore not just function, but the essential precision of the system. This approach provides a viable and cost-effective alternative to OEM replacement, ensuring the continued productivity of valuable capital equipment. The knowledge framework established—encompassing parameter determination via formulas like $m’ = (p_{xL}’ + p_{xR}’) / 2\pi$ and $a_{calc} = \frac{d_{a1}}{2} + m’ (Z_2/2 – 1)$, and the machining strategies for both the dual-lead worm and its conjugate wheel—serves as a generalizable reference for maintaining and repairing these sophisticated screw gear transmissions across various industrial applications.