
Because the first three machining methods are based on the simulation of the meshing between the small wheel (or production wheel) and the face gear, as long as the parameters of the small wheel are changed, the tool must be replaced and re trimmed, resulting in the lack of universality of the tool, and limiting the flexibility of the selection of the design parameters of the face gear transmission.
In recent years, glinson company has opened up another shortcut and developed the processing technology of rough cutting and grinding face gear on Phoenix bevel gear machine tool with coniflex tool. The production line of the cutter is actually a straight line, and the face gear obtained by this processing method is called coniface face face gear. There is a certain deviation between the developed tooth surface and the theoretical tooth surface developed by the traditional method, but the deviation is within the controllable range, so the company later directly called it face gear. In fact, whether it is rough cutting or fine grinding, the production line of the tool is one line. Therefore, the author tends to call this tool “straight edge tool”. This tool is only affected by the tooth width parameters of face gear, so it has the potential of generalization and standardization. In addition, since Phoenix bevel gear machine tool has been successfully developed and applied for many years, the problem of developing high-precision special machine tools is also avoided.
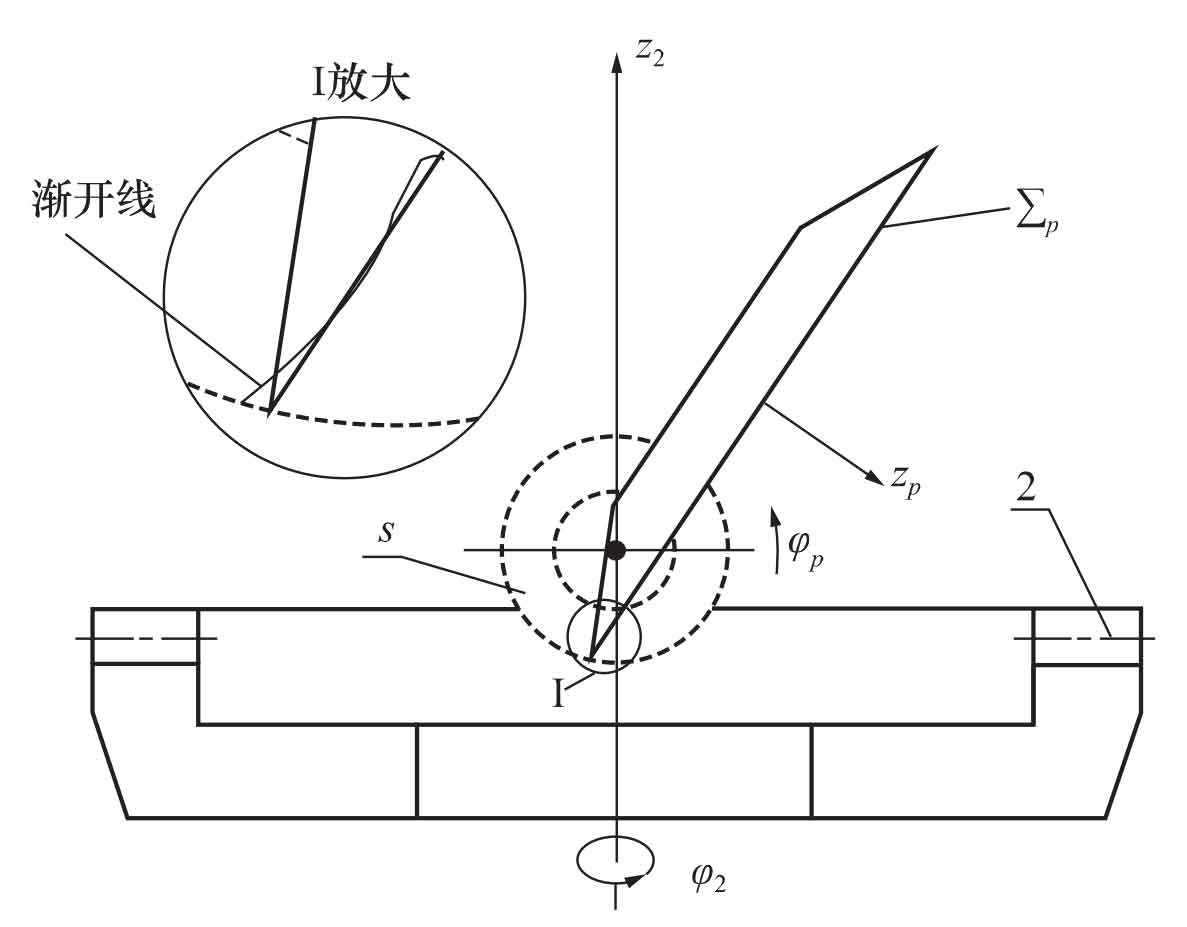
The principle of machining face gear with straight edge tool is shown in the figure. Its cleverness lies in making the production plane of the tool approach the involute of the production wheel through the movement of the machine tool. Therefore, it is required to express the angle of the face gear and the tangential feed movement of the tool as a high-order function of the tool angle. Although the tool is in point contact with the face gear, in order to improve the machining efficiency, the tool does not do the tooth feed movement, and the line contact is used instead of the point contact. Therefore, if this method is used to process the face gear, if the tooth surface accuracy is not required to be very high, the line contact method can be used. If high accuracy is required and the machining efficiency can be sacrificed, the point contact method can be used. It has three advantages: universal cutting tools and high machining accuracy of existing machine tools, which is an optional method in our country.
The machining of face gear with straight edge tools has not received enough attention at home and abroad, but Dr. Stadtfeld of Gleason has applied for the invention patent of this machining technology in the United States and Europe, and promoted this technology on the American Gear Manufacturing Association (AGMA). Professor Mao Shimin first put forward his own opinion on this technology, that is to optimize the tool motion path to optimize the meshing performance. ZHY gear has also carried out research on this technology, which shows that the meshing between the machined face gear and the small wheel has the characteristics of “quasi conjugate”, and will continue to be further studied in the future.