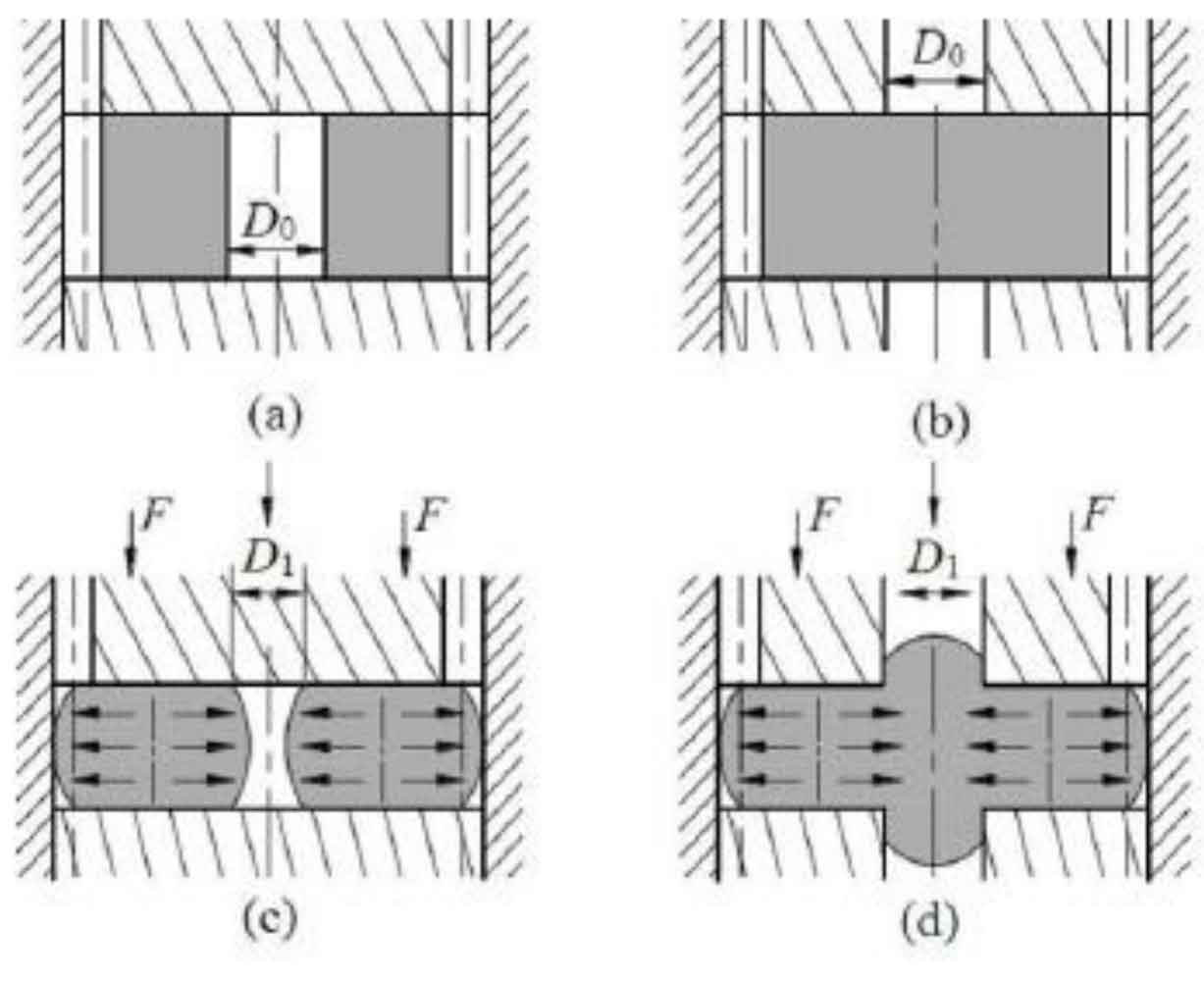
The basic principle of split flow forging is shown in Figure 1. It is to set up metal overflow channels in the non working parts of the closed cavity formed by blank and die, so as to improve the filling performance of forgings and reduce the forming load. In the 1980s, K ohga and K Kondo first proposed the split forging process, and studied the precision forming process of spur gear by using two different split forms: hole split and shaft split. Hole splitting method refers to reserving a central hole in the blank to make the metal flow and fill to the tooth top of the tooth cavity of spur cylindrical gear, while the metal still flows radially in the central hole. The axial shunting method refers to that the shunting cavity is reserved on the mandrel of the die, so that while the metal flows and fills to the tooth top of the tooth shaped cavity, the metal still flows axially in the reserved shunting cavity of the mandrel. When forming parts by hole shunting and shaft shunting, part of the metal will flow into the shunting cavity, and a large amount of excess metal needs to be removed by machining, which reduces the utilization rate of materials.
The principle of constrained shunting is shown in Fig. 2, which means that a certain resistance is applied to the metal flowing into the shunting cavity by adding constraints, so as to force more metal to flow into the female die tooth cavity. A symmetrical boss structure is added to the shunt hole to restrict the excessive radial flow of metal into the shunt cavity. By adjusting the height h and diameter D of the boss structure, a better filling degree of spur gear tooth profile is obtained. Restrict the shaft shunting, insert a small mandrel into the metal blank to limit the excessive axial flow of metal into the shunting cavity, and obtain a better tooth shape filling effect of spur cylindrical gear by adjusting the diameter D of the small mandrel and the punch shunting shaft D.