
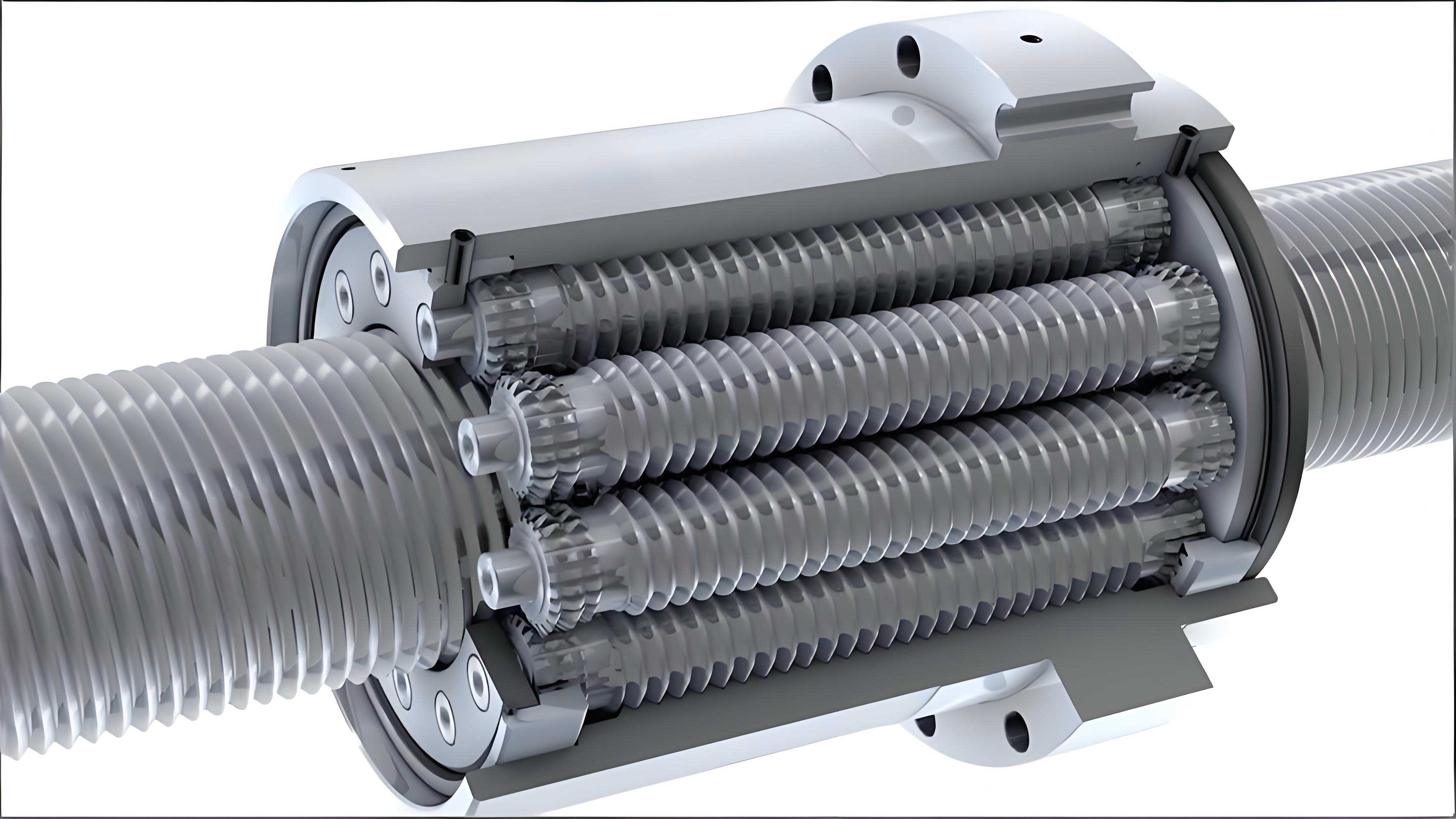
The development of high-performance, reliable linear actuators is a cornerstone of modern industrial and defense applications. Among these, the electric cylinder, or electro-mechanical actuator, stands out for its ability to precisely control force, position, and speed by converting the rotary motion of a servo motor into linear motion. As a critical power transmission component, its performance and durability are paramount. This work focuses on the detailed structural analysis and optimization of a 90 kN electric cylinder, specifically one utilizing a planetary roller screw assembly as its core drive mechanism. The planetary roller screw assembly is renowned for its high load capacity, stiffness, and long life, making it ideal for demanding applications such as the stabilization fin system for which this cylinder is intended.
While initial design and sizing of key transmission components like the planetary roller screw assembly and support bearings were performed using classical handbook formulas, a comprehensive verification of the entire force chain was necessary. The preliminary calculations indicated that while most components met strength requirements, the force distribution was uneven, with a critically low safety factor identified at the rear fasteners of the trunnion mounting plate. To address this, a systematic analysis was undertaken. First, the complete force transmission path under both tensile and compressive loads was mapped. Subsequently, a detailed finite element analysis (FEA) was conducted not only to verify the classically calculated parts but also to evaluate components whose stress states are too complex for simple formulas. Finally, based on the FEA findings, a targeted structural optimization was proposed and its effectiveness rigorously validated through simulation.
Force Transmission Path and Critical Component Identification
The 90 kN electric cylinder comprises several key subsystems: the servo motor, a synchronous belt reduction stage, the planetary roller screw assembly (comprising the screw, nut, and rollers), support bearings, the cylinder tube, the push/pull rod, and the trunnion mounting assembly. Understanding how the 90 kN force flows through this system is essential for identifying potential weak points.
Tensile Load Path (90 kN Pull): The force originates at the rod end and transmits sequentially through: Rod & Rod Flange → Rod Flange Fasteners → Nut of the planetary roller screw assembly → Lock Nut → Support Bearings → Bearing Front Support → Cylinder Tube → Front End Cover → Support Studs + Trunnion Plate Fasteners + Trunnion Plate Dowel Pins → Trunnion Assembly.
Compressive Load Path (90 kN Push): The force path is: Rod → Nut of the planetary roller screw assembly → Support Bearings → Bearing Rear Support → Fixed Plate → Support Studs + Trunnion Plate Fasteners + Trunnion Plate Dowel Pins → Trunnion Assembly.
This analysis reveals that the tensile load case engages more components and presents a more severe loading scenario than compression. The critical components, or the “weak links,” in the mechanical chain are therefore: the planetary roller screw assembly and support bearings (classically sized), the rod flange fasteners, the lock nut, the trunnion plate fasteners and dowel pins, the support studs, and the structural housings (fixed plate, cylinder tube, front cover). The FEA effort was directed at these structural and connection elements.
Finite Element Analysis Methodology
To manage computational complexity while ensuring accuracy, the assembly was decomposed into two quarter-symmetry models, each containing the relevant critical components. Non-essential small features like minor fillets and chamfers were suppressed. Fastener threads were modeled using equivalent shank diameters based on their tensile stress area to accurately simulate axial stiffness and preload effects.
Model 1: Rod Assembly
This model includes the push rod, rod flange, rod flange fasteners, and the nut of the planetary roller screw assembly. The interface between the rod flange and the nut is critical.
Model 2: Cylinder Support Structure
This model encompasses the cylinder tube, front and rear bearing supports (fixed plate), front end cover, trunnion plate, trunnion, support studs, and all associated fasteners and dowel pins.
Material Properties, Contacts, and Boundary Conditions
Realistic material properties were assigned to all components, as summarized in Table 1. A global automatic contact algorithm was employed initially, followed by manual refinement to ensure physically correct interactions (e.g., bonded, frictionless, frictional). A friction coefficient of 0.1 was used for frictional contacts.
| Component | Material / Grade | Yield Strength (MPa) | Tensile Strength (MPa) | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|---|---|
| Fixed Plate, Bearing Supports, End Cover, Trunnion, Studs, Dowels | 42CrMo | 930 | 1080 | 205 | 0.30 |
| Cylinder Tube | 6005 Aluminum | 235 | 260 | 69 | 0.32 |
| Push Rod Assembly | 16Mn | 345 | 630 | 205 | 0.30 |
| All Fasteners | 12.9 Grade | 1080 | 1200 | 205 | 0.30 |
Boundary Conditions:
For the Rod Assembly model, symmetry conditions were applied on the cut planes, and the inner cylindrical surface of the nut was fixed. For the Support Structure model, symmetry conditions were applied, and the trunnion shaft was constrained with a cylindrical support allowing only rotation.
Load Steps:
To accurately replicate assembly stress and operational loading, a multi-step analysis was performed:
- Pre-tensioning: Bolt preloads were applied. For a quarter-model, the preload force is one-fourth of the full value. The rod flange bolts received 29,250 N (full: 117 kN). The support studs received 25,875 N, and the trunnion plate bolts received 57,200 N each.
- Operational Load: The 90 kN operational force was applied as a quarter-load (22.5 kN) to the respective faces—tension on the rod tip or compression via the nut reaction.
The mesh was composed primarily of 3D solid tetrahedral elements, refined in areas of high stress gradient.
FEA Results and Analysis of Original Design
The FEA results for the original design under the 90 kN tensile and compressive loads are summarized in Table 2. The von Mises stress contours clearly illustrated the force flow and concentration points.
| Critical Component | Yield Strength (MPa) | 90 kN Tension Case | 90 kN Compression Case | ||
|---|---|---|---|---|---|
| Max Stress (MPa) | Safety Factor | Max Stress (MPa) | Safety Factor | ||
| Rod Flange Bolts | 1080 | 594.4 | 1.82 | 580.8 | 1.86 |
| Rod / Flange | 345 | 181.3 | 1.90 | 177.0 | 1.95 |
| Rear Trunnion Plate Bolts | 1080 | 796.0 | 1.36 | 802.5 | 1.35 |
| Front Trunnion Plate Bolts | 1080 | 597.7 | 1.81 | 585.8 | 1.84 |
| Dowel Pins | 930 | 203.7 | 4.57 | 178.8 | 5.20 |
| Trunnion Plate | 930 | 550.5 | 1.69 | 637.0 | 1.46 |
| Cylinder Tube | 235 | 105.0 | 2.24 | 44.2 | 5.32 |
| Support Studs | 930 | 237.9 | 3.91 | 248.7 | 3.74 |
Key Findings from Original Design Analysis:
- The rod assembly was adequately designed, with the flange bolts being the limiting component at a safety factor of ~1.8.
- The cylinder support structure exhibited a significant weakness. The rear trunnion plate bolts were critically stressed with a safety factor of only ~1.35-1.36, dangerously close to yield. This was the primary concern.
- The force distribution was highly uneven. The front bolts and dowel pins carried less load because the dowel pins shared some shear load. The trunnion plate itself also showed high localized stresses.
- The underlying issue was the load transfer mechanism. The entire 90 kN force from the cylinder tube/end covers had to be transferred to the trunnion plate primarily through friction generated by bolt preload, supplemented by shear in the dowel pins. This is an unreliable design principle for high, reversing loads due to the uncertainty and potential degradation of the friction coefficient. The resultant high prying action on the bolts led to excessive bending stress.
The force equilibrium for this condition can be described. The total force \(F_{total}\) (22.5 kN in the quarter-model) is resisted by the combined shear in the dowel pins and the frictional force at the plate interfaces:
$$ F_{total} = F_{friction} + F_{shear} $$
where \(F_{friction} = \mu \cdot (N_{preload\_front} + N_{preload\_rear})\). The imbalance in reaction forces leads to a prying moment \(M_{pry}\) on the bolts, significantly increasing their tensile stress beyond the pure preload:
$$ \sigma_{bolt\_max} \approx \frac{N_{preload}}{A_s} + \frac{M_{pry} \cdot c}{I} $$
where \(A_s\) is the bolt stress area, \(c\) is the distance from neutral axis, and \(I\) is the moment of inertia. This explains the high stress concentration in the rear bolts.
Proposed Structural Optimization and Validation
To resolve the unreliable friction-based connection and redistribute stress more evenly, a simple yet effective geometric optimization was proposed for the trunnion plate.
Optimization Concept:
The core idea was to change the load path from a friction-dependent interface to a direct bearing contact. A 3 mm tall shoulder (step) was machined on the inner face of the trunnion plate. This shoulder was designed to make direct contact with the machined faces of the fixed plate (rear) and the front end cover. The axial length of this shoulder was calculated precisely: it must be slightly shorter than the nominal gap to ensure it engages only after the support studs are tightened, pre-compressing the cylinder tube stack. If \(\delta_{precomp}\) is the axial compression of the tube stack from stud preload, and \(L_{nominal}\) is the nominal gap, the shoulder height \(H_{shoulder}\) is:
$$ H_{shoulder} = L_{nominal} – \delta_{precomp} $$
For this design, \(\delta_{precomp}\) was approximately 0.2 mm, resulting in a shoulder height that ensures direct metal-to-metal contact under operational load without over-constraining the assembly during tightening.
Schematic of Load Path Change: (Left) Original friction/shear path. (Right) Optimized direct bearing contact path via the added shoulder.
With this modification, under a tensile load, the force flows directly from the front end cover to the trunnion plate shoulder, then through the plate to the trunnion pin. Under compression, it flows from the fixed plate to the shoulder. The bolts and dowel pins now primarily function to clamp the assembly together and resist minor shear and prying, rather than transmitting the entire primary axial load.
FEA Validation of Optimized Design
The updated geometry was modeled, maintaining all previous material properties, boundary conditions, and load steps. The only change was the addition of frictional contact between the new shoulder faces and the corresponding faces on the fixed plate and front end cover. The results, compared directly with the original design, are presented in Table 3.
| Critical Component | 90 kN Tension Case | 90 kN Compression Case | ||||
|---|---|---|---|---|---|---|
| Original (MPa) | Optimized (MPa) | Reduction | Original (MPa) | Optimized (MPa) | Reduction | |
| Rear Trunnion Plate Bolts | 796.0 | 441.4 | 44.5% | 802.5 | 546.9 | 31.9% |
| Front Trunnion Plate Bolts | 597.7 | 405.9 | 32.1% | 585.8 | 402.0 | 31.4% |
| Dowel Pins | 203.7 | 92.7 | 54.5% | 178.8 | 24.6 | 86.2% |
| Trunnion Plate | 550.5 | 557.4* | -1.3% | 637.0 | 448.0 | 29.7% |
| Cylinder Tube | 105.0 | 87.6 | 16.6% | 44.2 | 32.2 | 27.1% |
*Note: The slight increase in tension case stress for the trunnion plate is due to the load now being carried through the shoulder, creating a new localized stress concentration. However, the value (557.4 MPa) is well within the material yield strength (930 MPa), resulting in a safe and acceptable factor of 1.67.
Analysis of Optimization Results
The effectiveness of the shoulder modification is unequivocally demonstrated:
- Dramatic Reduction in Bolt Stress: The stress in the critical rear bolts dropped by approximately 45% in tension and 32% in compression. Their safety factor increased from a dangerous ~1.35 to a robust ~2.5 and ~2.0, respectively.
- Even Load Distribution: The stress difference between front and rear bolts was significantly reduced, indicating a more balanced force distribution. The dowel pins were largely relieved of shear duty, as intended.
- Predictable and Robust Load Path: The force is now transmitted through a direct compressive bearing interface, which is independent of friction coefficients and highly reliable. The structural integrity no longer relies on maintained clamp load under dynamic conditions.
- Overall System Strength Enhancement: Stresses in other components like the cylinder tube and fixed plate also decreased, leading to a more uniform and efficient use of material throughout the entire support structure of the electric cylinder.
The fundamental change in load transfer can be summarized by a new equilibrium equation. For the optimized case under tension, the force is carried directly by the shoulder contact area \(A_{shoulder}\):
$$ F_{total} \approx \sigma_{bearing} \cdot A_{shoulder} $$
where \(\sigma_{bearing}\) is the contact pressure. The bolt force is now mainly the residual preload required to maintain contact and seat the components, minimizing the prying moment term in the bolt stress equation.
Conclusion
This systematic analysis of a 90 kN electric cylinder driven by a planetary roller screw assembly underscores the necessity of moving beyond classical component-by-component sizing to a holistic system-level assessment using tools like finite element analysis. While the core planetary roller screw assembly was correctly sized, the FEA revealed a critical and uneven force distribution within the mounting structure, identifying the trunnion plate fasteners as a vulnerable point with unacceptably low safety margins.
The proposed optimization—introducing a machined shoulder on the trunnion plate to establish a direct bearing load path—proved to be a highly effective solution. The FEA validation confirmed dramatic stress reductions in the fasteners (up to 45%), a more uniform load distribution across components, and a transition to a more reliable and deterministic load transfer mechanism. This modification ensures the structural integrity of the cylinder support, allowing the high-performance capabilities of the planetary roller screw assembly to be fully realized in demanding applications. The methodology presented provides a reliable framework for the design and validation of high-load electromechanical linear actuators.