
In the process of heat treatment, with the changes of temperature and microstructure, parts will produce thermal stress and microstructure stress. From the mechanical point of view, when the internal stress is greater than the plastic limit at the corresponding temperature, the material will have plastic distortion, which is the fundamental reason for the distortion of parts during heat treatment.
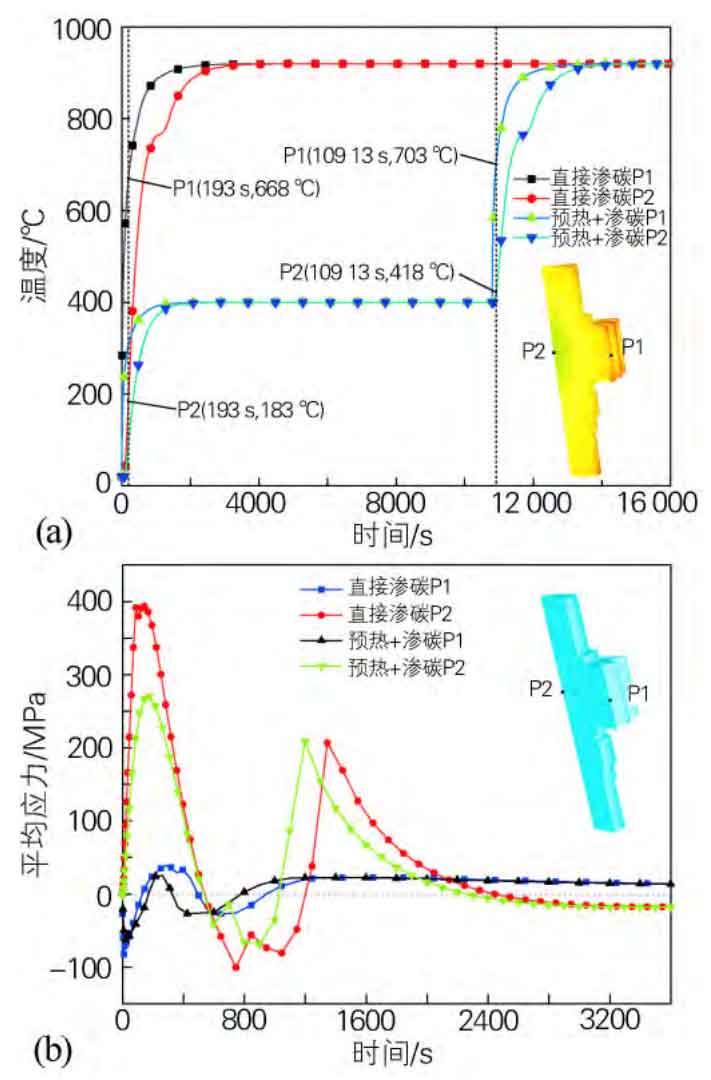
In the process of heat treatment, the heating speed of the surface and the center of the gear shaft is different, resulting in a large temperature difference between the inside and outside. In order to explore the influence of preheating process on the distortion of gear shaft, two points are taken on the surface and center of gear shaft to analyze the temperature field during the heating process of the two treatment methods. Figure (a) shows the internal and external temperature changes during direct carburizing and carburizing after preheating at 400 ℃ for 3 hours. Due to the fast heating speed during direct carburizing, the maximum internal and external temperature difference at the initial stage of carburizing has reached 485 ℃; The preheating process is to heat the workpiece to 400 ℃ for heat preservation, and then carburize. During carburizing, the maximum temperature difference between inside and outside is reduced to 285 ℃. The preheating treatment avoids the direct heating of the gear shaft to the carburizing temperature of 920 ℃, and effectively reduces the internal and external temperature difference.
Due to the temperature difference between inside and outside, large stress will be generated, which will cause the distorted driving force of the gear shaft in the subsequent process. Therefore, it is particularly important to quantitatively analyze the stress change of gear shaft during heat treatment. Select a point at the center of the gear shaft and the middle part of the tooth top to analyze the average stress. See figure (b) for the change of the average stress in the early stage of direct carburization and preheating carburization of the gear shaft.
Based on the analysis of the average stress curve in the early stage of direct carburization, it can be seen that the top of the gear shaft first shows compressive stress, and then with the continuous heating, the compressive stress gradually shows tensile stress, reaches the peak at about 360 s, then changes to compressive stress, and finally the wave tends to be stable. The shaft center of the gear shaft is roughly opposite to the surface. At the initial stage of heating, it shows tensile stress, and then changes to compressive stress after reaching a certain peak value. It starts to change to tensile stress at about 1200 s, and finally tends to be stable. This is because in the initial heating stage of the gear shaft, the temperature at the tooth top is higher than that at the axis. The tooth top expands after heating, and the axis temperature is low and does not expand. At this time, the tooth top is under pressure stress, and the axis is under tensile stress. After heat penetration, the axis expands due to the increase of temperature, resulting in compressive stress. In addition, with the increase of heating time, the material of gear shaft will also undergo phase transformation to produce austenite, resulting in structural stress. Finally, the stress field of gear shaft is affected by thermal stress and structural stress.
The distortion of gear shaft is mainly due to the stress generated in the process of carburizing and heating. The average stress generated in the early stage of carburizing after preheating is less than that of direct carburizing, because the preheating process reduces the internal and external temperature difference in the carburizing and heating stage of gear shaft, reduces the thermal stress, and reduces the distortion of heat treatment.