
If the distortion of gear shaft is too large, the machining accuracy and assembly accuracy will be reduced and the manufacturing cost will be increased. The radial distortion from the gear shaft axis to the gear teeth will reduce its bearing capacity, the wear resistance of gear meshing will be greatly reduced, and the service life will be greatly reduced. Therefore, the radial distortion analysis is mainly used.
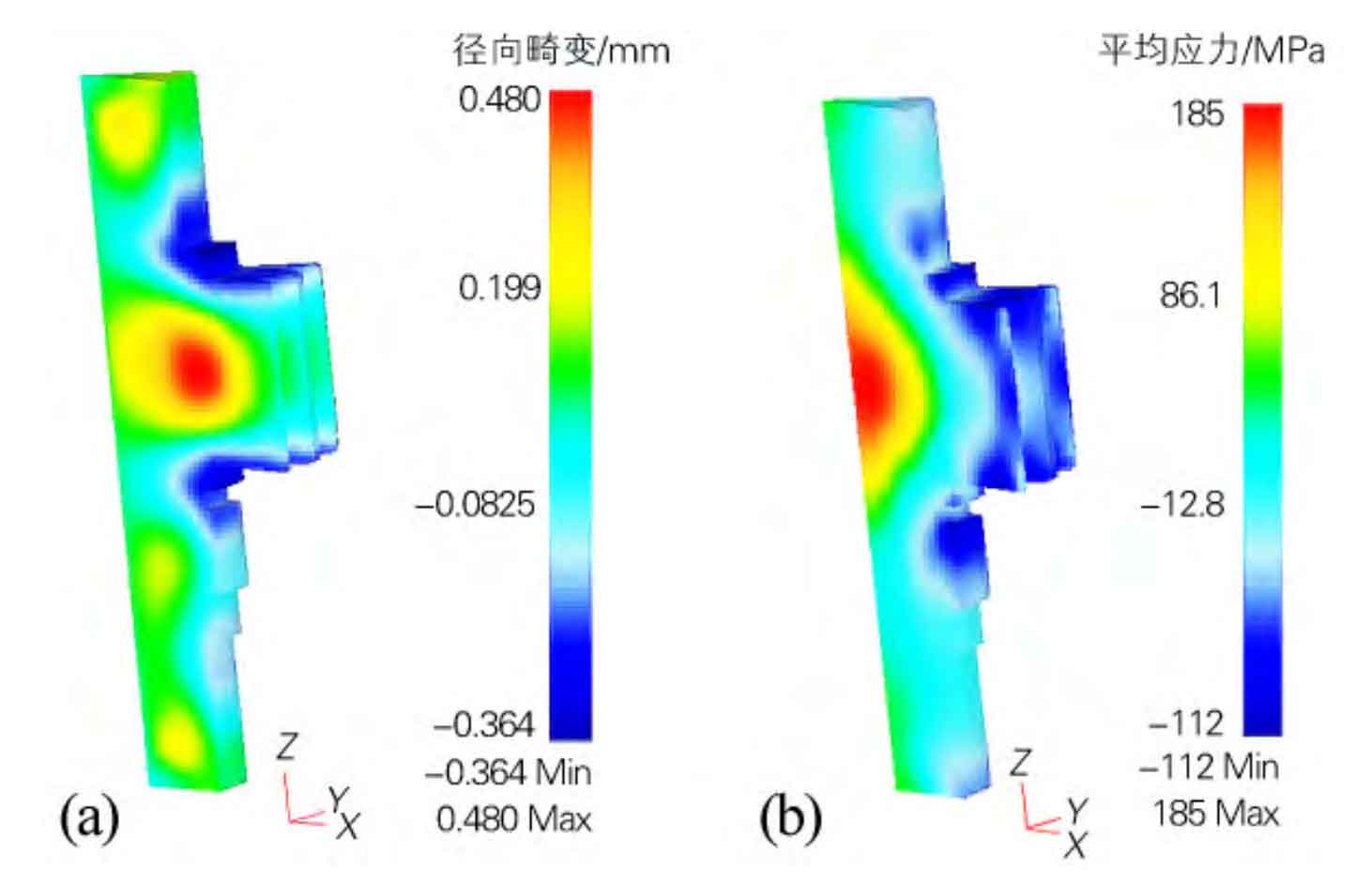
According to the previous process method, the gear shaft after carburizing and quenching is analyzed, and its distortion is shown in figure (a). It can be seen that after carburizing and quenching, the end face of the gear shaft tends to shrink, while the center tends to expand, especially the center of the gear part expands seriously, and the overall radial distortion range is -0.364 ~ 0.480 mm. The minimum distortion occurs at the transition position between the end of the gear tooth and the shaft, and the maximum distortion occurs at the center of the gear tooth, which makes the machining allowance of the gear shaft uneven in the subsequent machining. At the same time, there is still large residual stress in the gear shaft, and the cloud diagram of its average stress distribution is shown in figure (b).