
1. Introduction to truck gear processing
The cold working routes of the three parts are basically the same: forging – pre heat treatment – rough and finish machining – carburizing quenching and tempering – shot blasting – a small amount of grinding. The pre heat treatment of the first and second speed gear sleeve and the fourth speed gear adopts isothermal annealing. Due to the limitation of size, the second shaft can only be normalized. In addition, the parts of the first and second speed gear sleeve are carburized and slowly cooled, then sent to the converter and upper press for press quenching, and then flows into the next process for shot blasting and grinding, Truck gear teeth are no longer processed, and the accuracy is guaranteed by heat treatment.
2. Pre heat treatment of truck gear blank

The isothermal annealing production line produced by Jilin Institute of technology is used for the isothermal annealing of the first and second speed gear sleeve and the fourth speed gear blank. The process parameters are the same as those shown in Figure 1. The hardness and microstructure of the truck gear blank after heat treatment are shown in Table 1. The pre heat treatment of the second shaft adopts the normalizing + high temperature tempering process: 930ocx4h heating, 560 ℃ x4h tempering, and the hardness is generally between hb170 ~ 215.
| Name | Hardness of gear blank (HB) | Sheet P + F grade | Banded organization grade |
| First and second speed gear sleeve | 160-180 | 1 | 1 |
| Four speed gear | 165-185 | 1 | 2 |
3. Carburizing and quenching process of truck gear
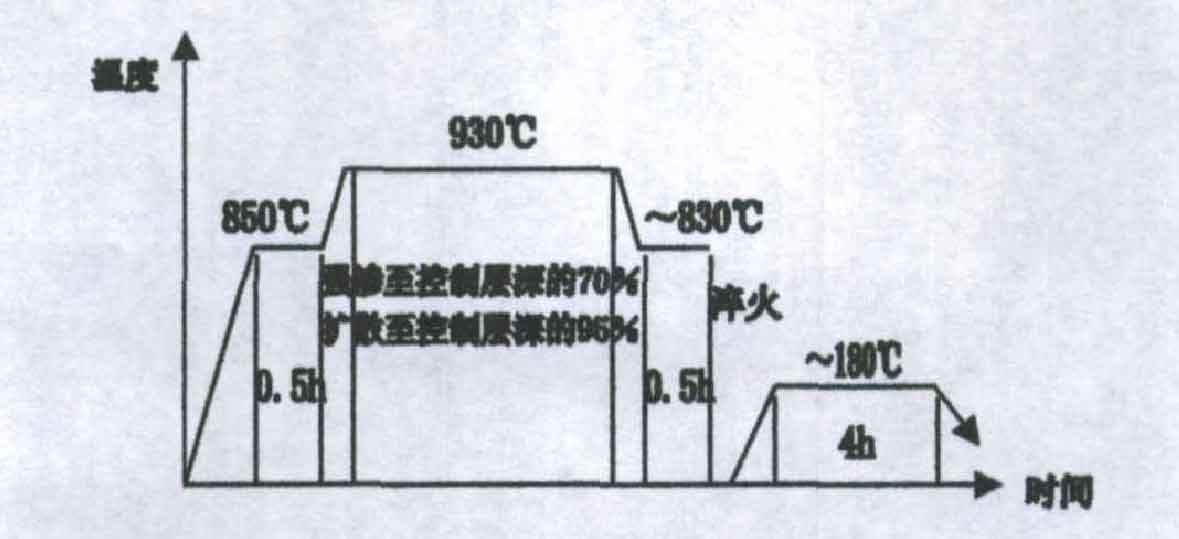
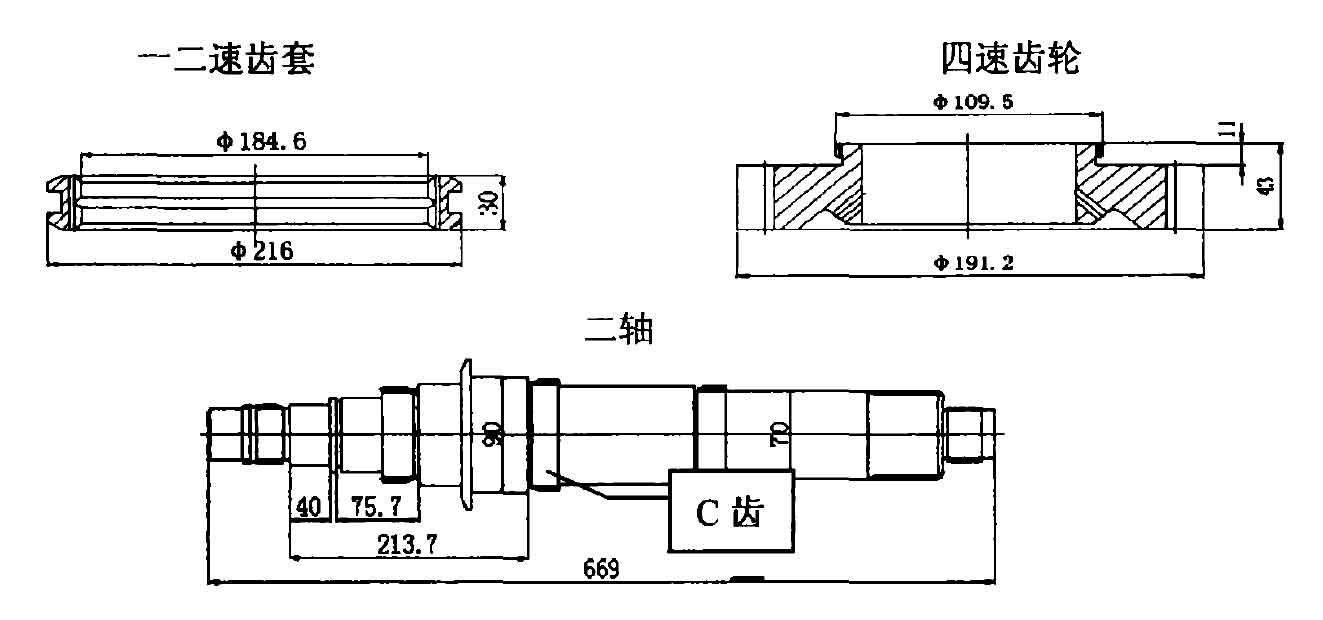
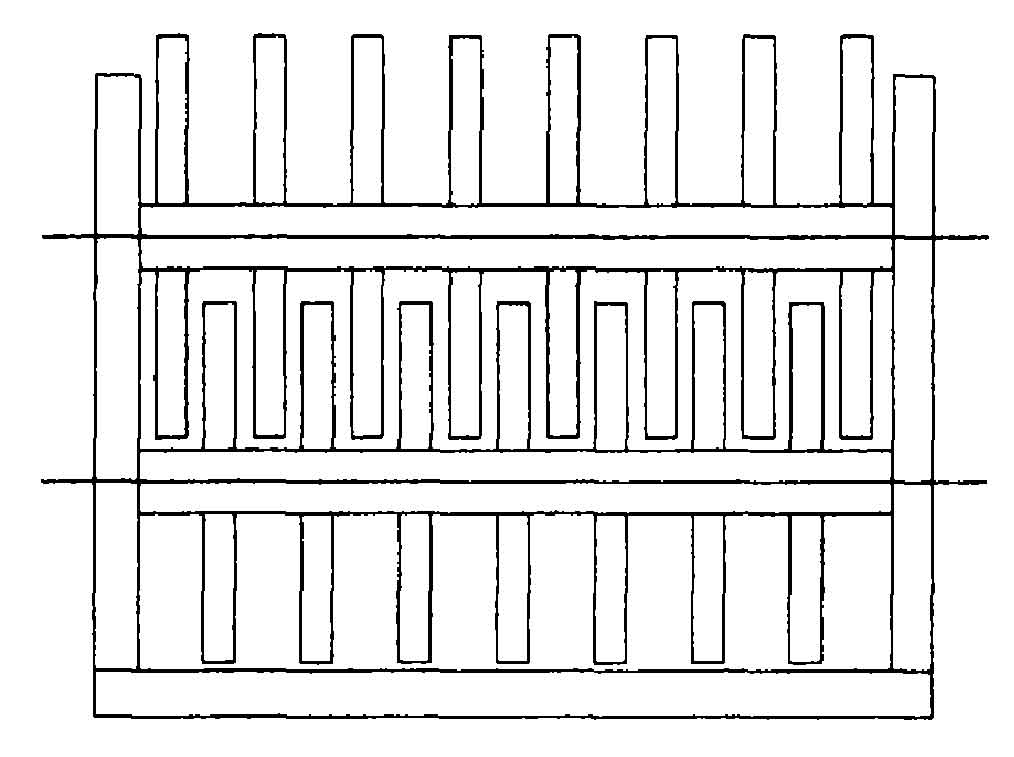
The final heat treatment of the three parts is carburizing and quenching treatment. The equipment is Ipsen or Aichelin multi-purpose furnace with controllable carbon potential. The special tooling of the parts is used for furnace charging, and Houghton 355 or G quenching oil is used for quenching after carburizing. The process is shown in Figure 2 and table 2. See Fig. 3 and Fig. 5 for the charging mode of one, two speed gear sleeve and four speed gear respectively. The charging mode of two shafts is shown in Figure 6. (Note: the first and second speed gear sleeve heat treatment process is carburizing and slow cooling, and the quenching temperature here is the quenching temperature of the parts entering the converter).
| Name | Charging mode | Control layer depth | Quenching temperature | Oil grade | Oil temperature | Tempering temperature |
| First and second speed gear sleeve | Paperback | 0.8 | 820 | 355 | 60°C | 200°C |
| Four speed gear | Hanging | 1.0 | 830 | G | 60°C | 180°C |
| Two axis | Vertical installation | 1.3 | 840 | 355 | 120°C | 180°C |

The above parts are not processed or processed in a small amount at the truck gear after heating, so the main size of deformation detection is the size that reflects the accuracy of truck gear or flower key, that is, the common normal line of truck gear, the cross bar Distance m value of flower key, or the size that reflects the deformation of parts, such as flatness, expansion and contraction, etc. it is mainly to measure the change of data before and after heating and the fluctuation range of data after heating. The data detection of all parts before and after heating is operated by the same experienced inspector to avoid measurement error as much as possible.
