
With the development of bevel gear processing and detection technology, bevel gear tooth surface detection and error compensation feedback technology has developed from the traditional contact mark inspection to the accurate measurement of tooth surface morphology, so as to form a closed-loop system of the whole manufacturing. Precision detection and error compensation technology of spiral bevel gear is the key link of closed-loop manufacturing technology. The closed-loop system is basically summarized as follows:
Before bevel gear machining, the gear model is established by computer virtual, the tooth surface contact area and motion error are analyzed, and the tooth surface contact area and motion error are corrected. Finally, the reasonable machine tool adjustment parameters and tool parameter values for initial machining are obtained, and the parts are trial cut. The digital theoretical model is introduced into the spiral bevel gear measuring machine to measure the machined parts, and then the computer workstation is used to adjust the spiral bevel gear inversely, give the trimming data, then process the parts, and then measure until the part topography meets the requirements.
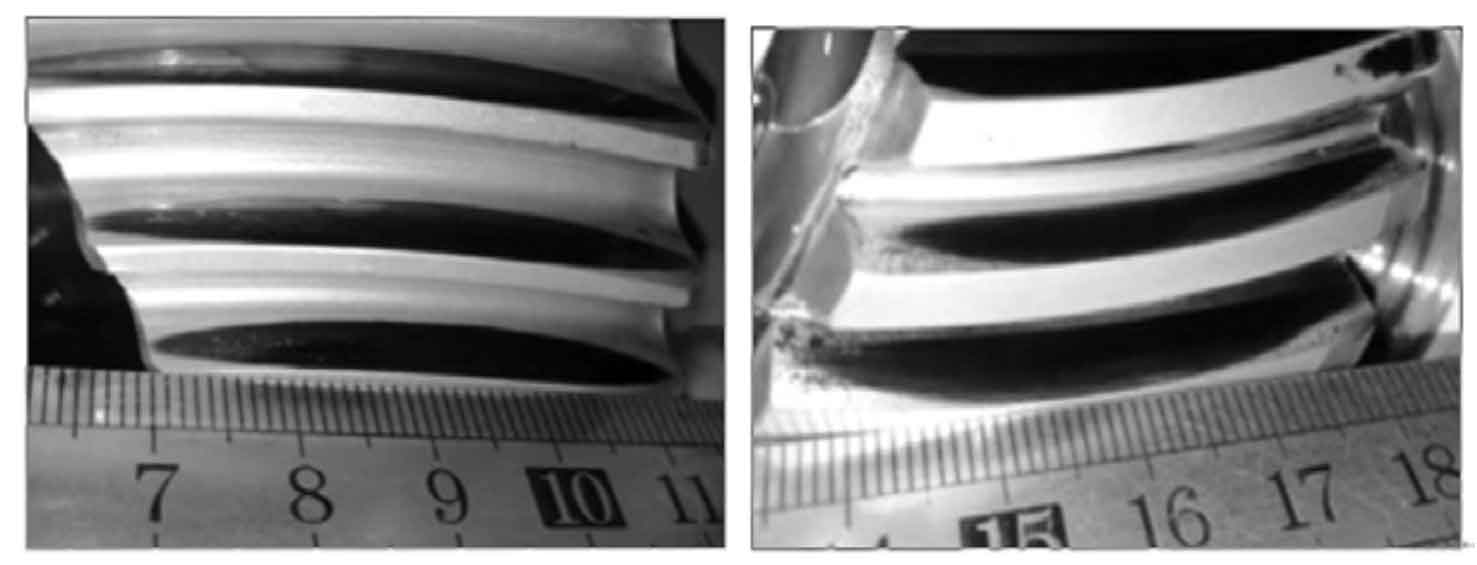
According to the digital results of spiral bevel gear, the gear processing technology and processing method are formulated, and the grinding tooth surface processing parameters are obtained through the simulation analysis of software. The gear is manufactured by optimizing the processing parameters according to the comparison between the actual impression and the theoretical impression. The large wheel and small wheel are processed respectively according to the adjusted morphology diagram, and then the assembly test run is carried out. The dynamic meshing marks after the actual test run are shown in the figure.