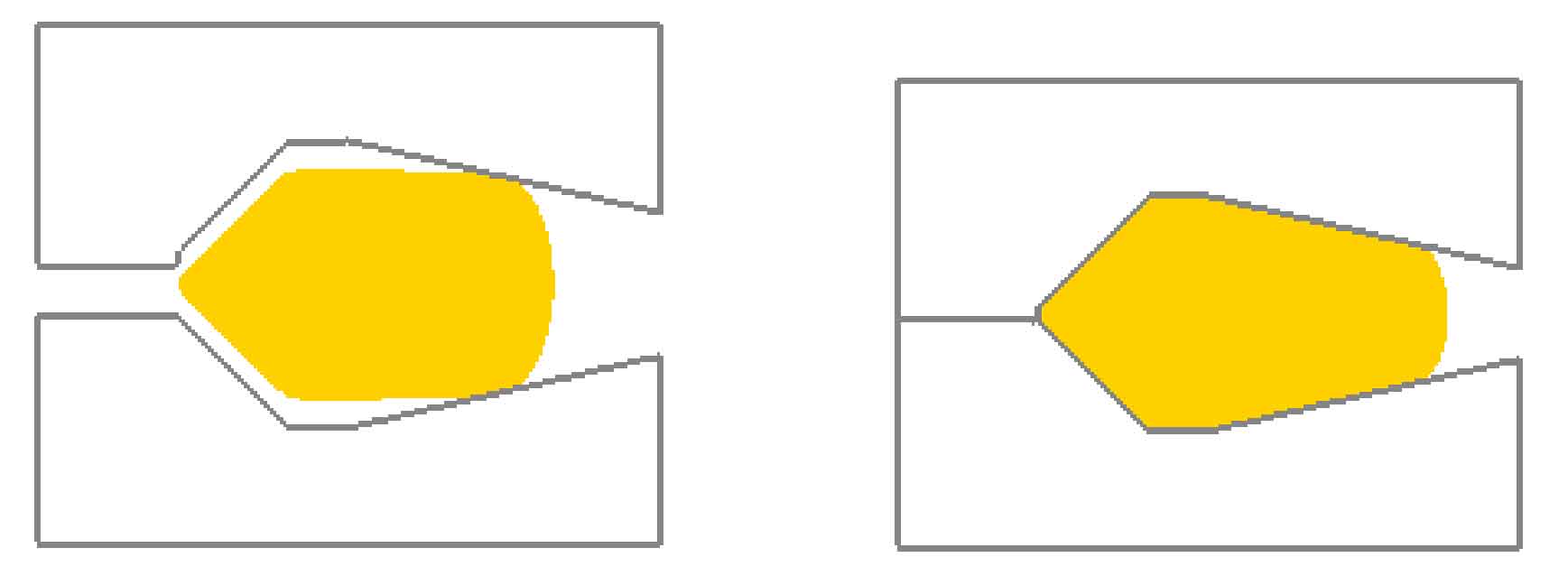
The shaping process is forging, so that the blank is in good agreement with the ring rolling die, bite in faster, and the ring rolling can obtain better quality rolled products. Therefore, the shaping die is set with camber angle. The geometric shapes of upper and lower dies for shaping spiral bevel gear blanks are shown in Fig. 1 (a) and Fig. 1 (b) respectively. Edit the geometry data of the mold in the shaping process, and the geometry input data of the upper and lower molds of spiral bevel gear blank shaping are shown in the table. The stroke of the upper die for the blank shaping of spiral bevel gear is 76mm. The initial drawing and completion drawing of spiral bevel gear blank shaping are shown in Fig. 2 (a) and Fig. 2 (b) respectively.
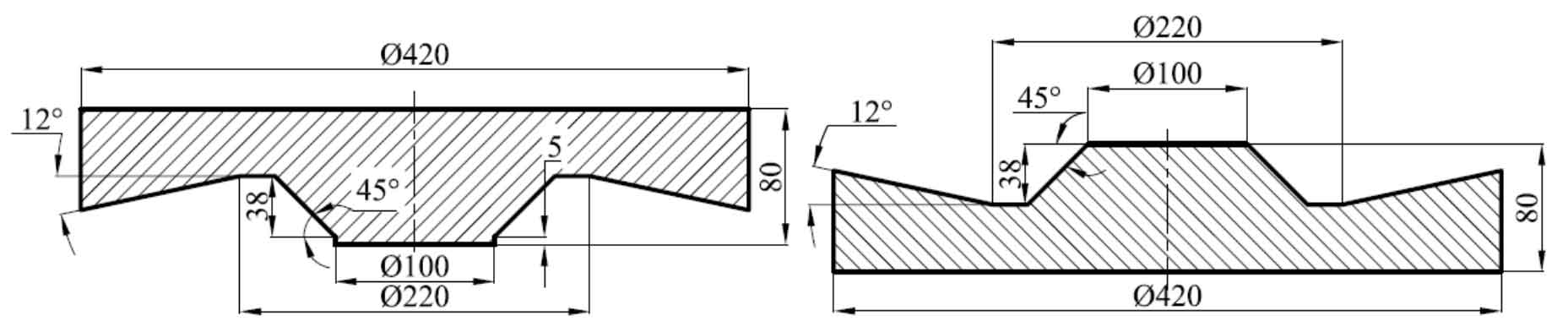
It can be seen from the shaping die drawing that the spiral bevel gear blank shaping die retains a large horn hole. On this basis, the spiral bevel gear blank shaping die has a 12 ° camber, which makes the upper and lower end faces of the spiral bevel gear blank after shaping no longer a plane, but an inclined plane with a 12 ° camber, which not only increases the wall thickness of the blank before rolling, At the same time, the contact area between the ring rolling blank and the roll is increased, and the blank can bite quickly, which ensures the stability of the rolling process.
| X | Y | R | X | Y | R |
| 0 | 0 | 0 | 0 | 0 | 0 |
| 50 | 0 | 0 | 50 | 0 | 0 |
| 50 | 5 | 0 | 88 | -38 | 0 |
| 88 | 43 | 0 | 110 | -38 | 0 |
| 110 | 43 | 0 | 210 | -16.74 | 0 |
| 210 | 21.74 | 0 | 210 | -80 | 0 |
| 210 | 80 | 0 | 0 | -80 | 0 |
| 0 | 80 | 0 | 0 | 0 | 0 |
| 0 | 0 | 0 | / | / | / |
In the later design process of ring blank making die, a certain shaping camber angle of spiral bevel gear blank can be designed. The shaping camber angle of spiral bevel gear blank is generally the same as that of roll during ring rolling.