
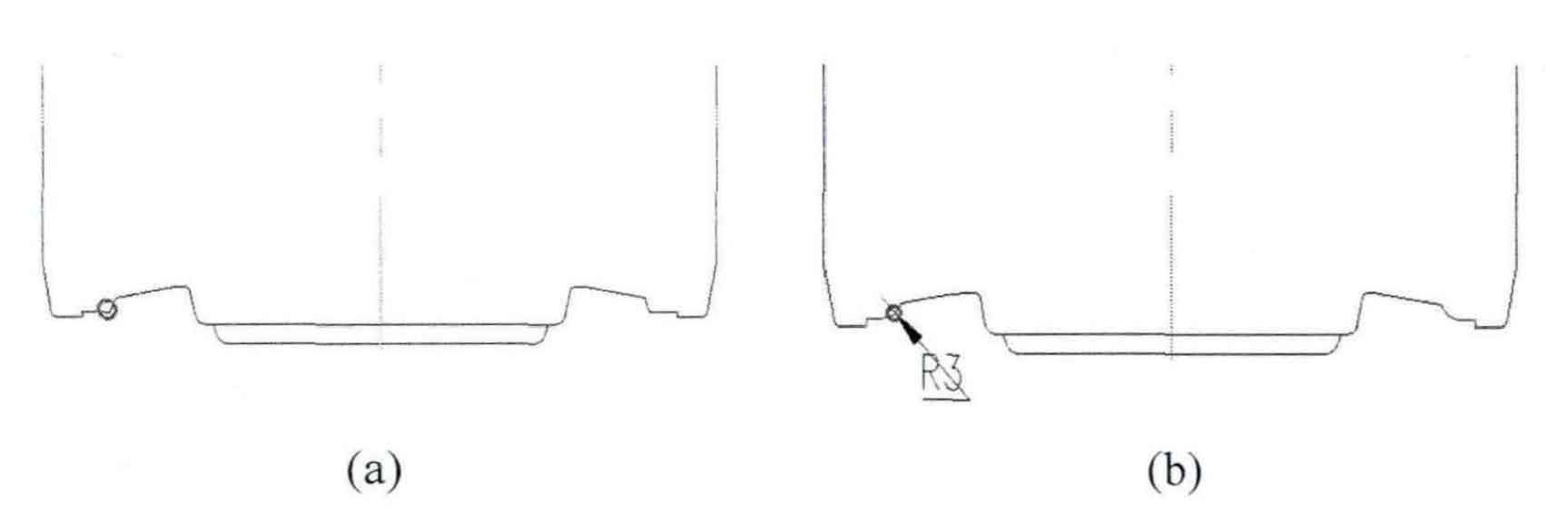
Through the stress-strain analysis and temperature analysis of the spiral bevel gear blank after hot forging, we know that the metal material is difficult to flow at the two steps of the die, one of which is the step between the outer side of the spiral bevel gear blank and the flash. Therefore, the influence of die structure on the forming effect of spiral bevel gear blank is studied by turning a 3mm Radius Fillet at the connection between the inner cavity of the upper die and the flash groove. This chamfer does not affect the dimensions of the forging body. The 2D detail view of the upper die before and after chamfer is shown in Figure 1.
1.Stress analysis after mold improvement
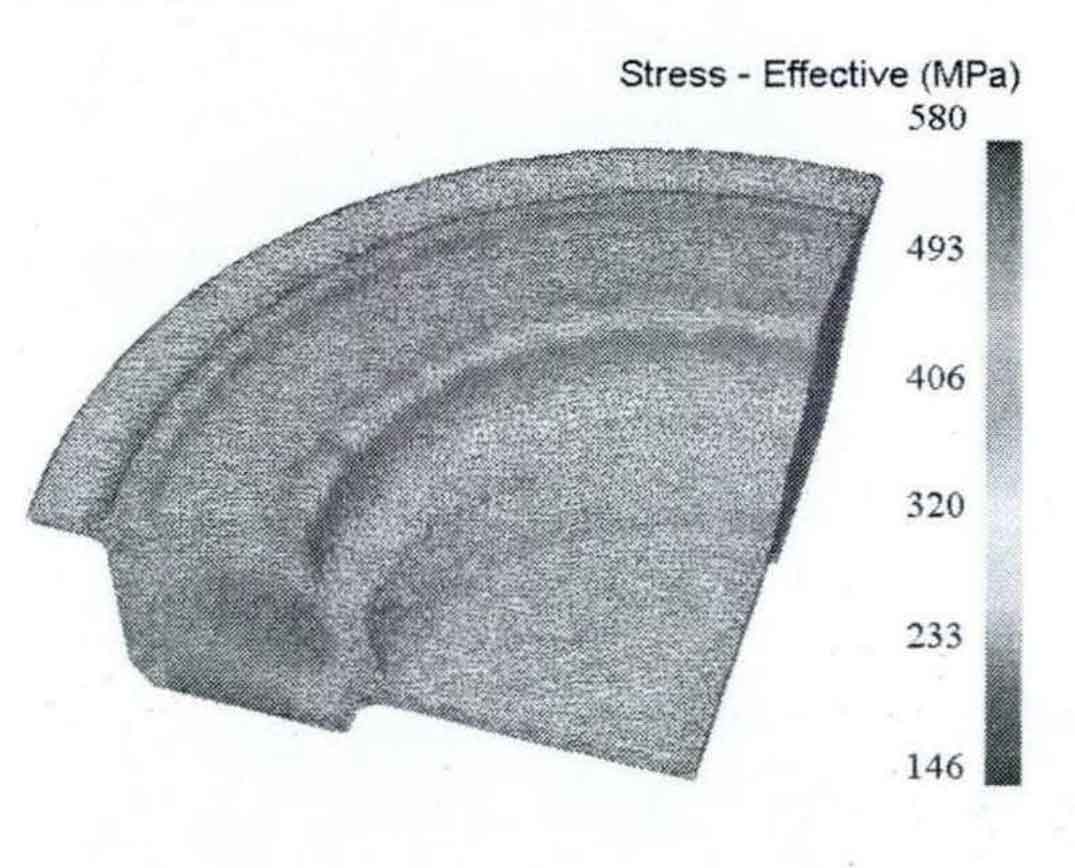
The equivalent stress distribution of spiral bevel gear blank during final forging after die improvement is shown in Figure 2. The maximum stress of forgings after die improvement is 580mpa. The large stress occurs at the step of the outer side and flash of the spiral bevel gear blank, and the stress at the step of the inner side and the concave thin layer is also large. The stress at the step between the outer side of the spiral bevel gear blank and the flash is 310-580mpa, the stress at the step between the inner side and the concave thin layer is 300-420mpa, the stress at the flash and the concave thin layer is 270-330mpa, and the stress at the main body of the spiral bevel gear blank is 146-330mpa. The maximum stress is 116mpa lower than that before the improvement, and the overall stress value is also lower than that before the improvement. The decrease of stress value indicates that the metal flow has been improved after the die structure is improved.
2.Strain analysis after mold improvement
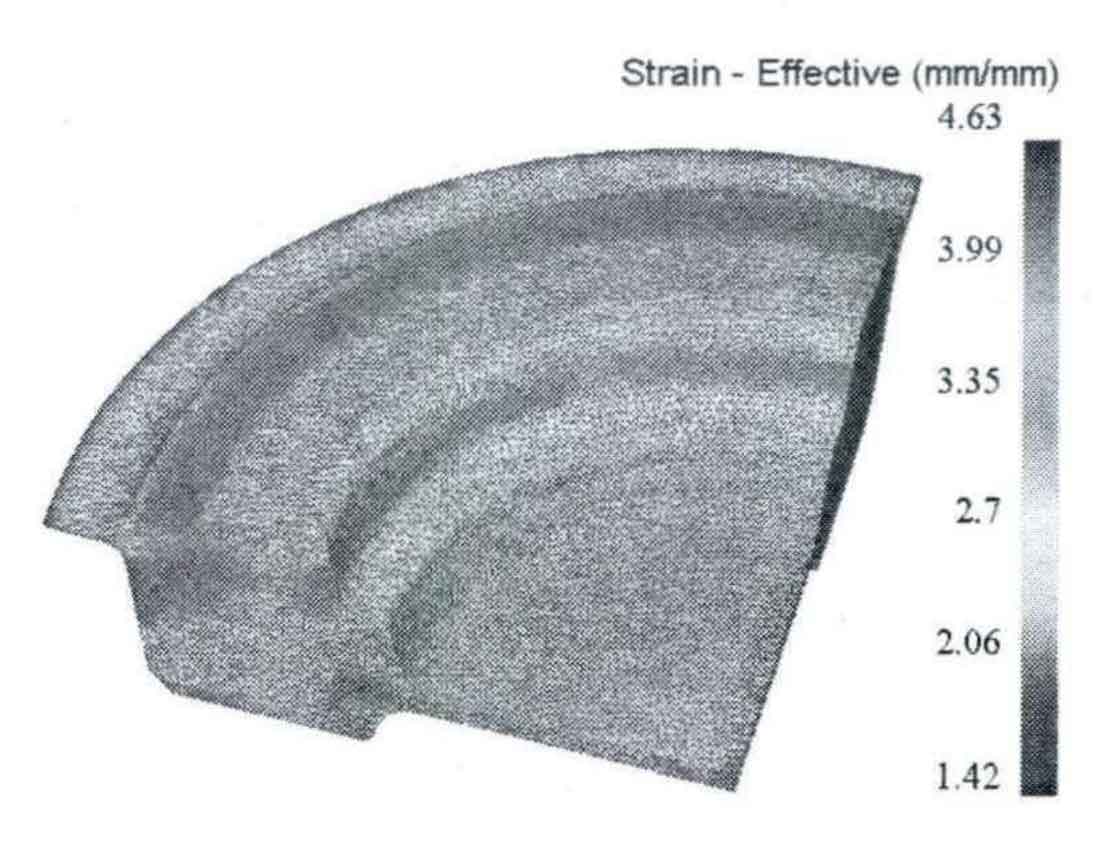
The distribution of equivalent strain during final forging of spiral bevel gear blanks after die improvement is shown in Figure 3. The maximum strain of forgings after die modification is 4.63. The large strain also occurs at the step of the outer side and flash of the spiral bevel gear blank and the step of the inner side and the concave thin layer. The strain at the step between the outer side of the gear blank and the flash is 2.98-4.68, the strain at the step between the inner side and the concave thin layer is 3.20-4.63, the strain at the flash and the concave thin layer is 1.60-3.32, and the strain at the gear blank body is 1.42-3.10. The maximum strain is 0.97 lower than that before the improvement, and the overall strain value is also lower than that before the improvement. The decrease of strain value indicates that the metal flow has been improved after the die structure is improved.
3.Temperature analysis after mold improvement
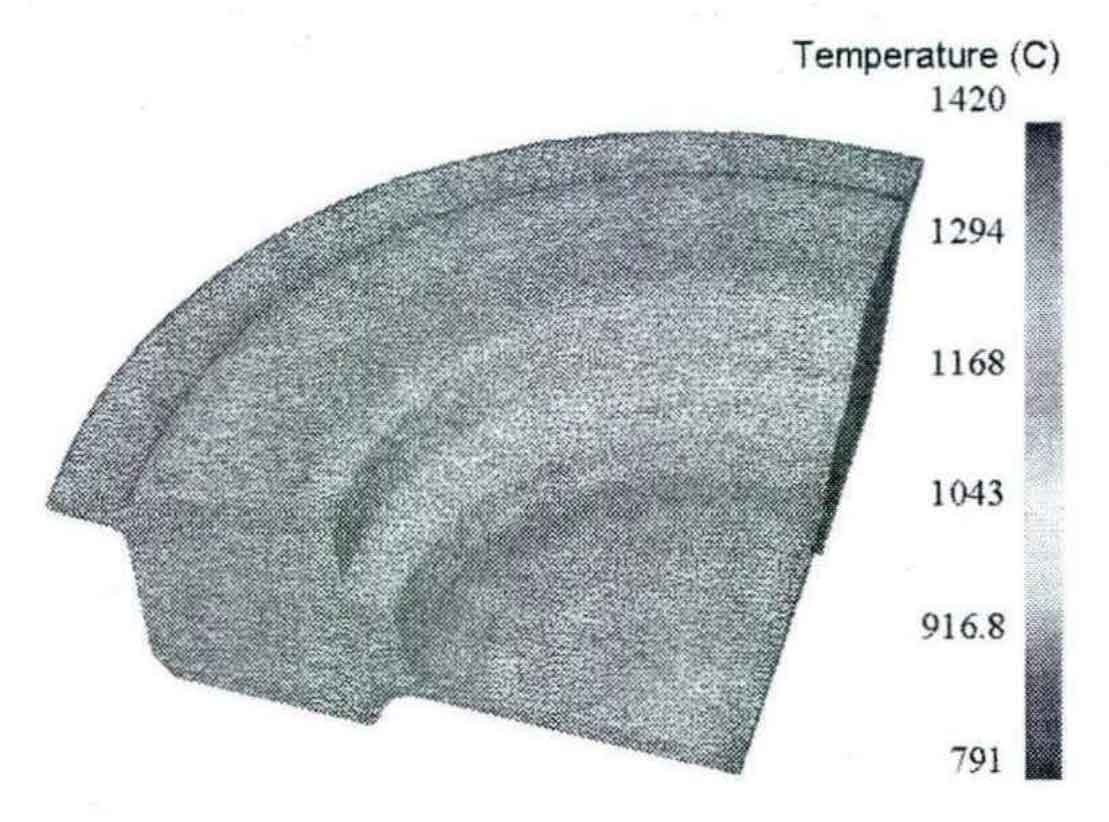
The temperature distribution of gear blank during final forging after die improvement is shown in Figure 4. The maximum temperature of forgings after die modification is 1420 ° C. The high temperature also occurs at the step of the outer side and flash of the spiral bevel gear blank and the step of the inner side and the concave thin layer. The maximum temperature is 75 ° C lower than that before the improvement, and the overall temperature is also reduced. This also shows that the metal flow has been improved.
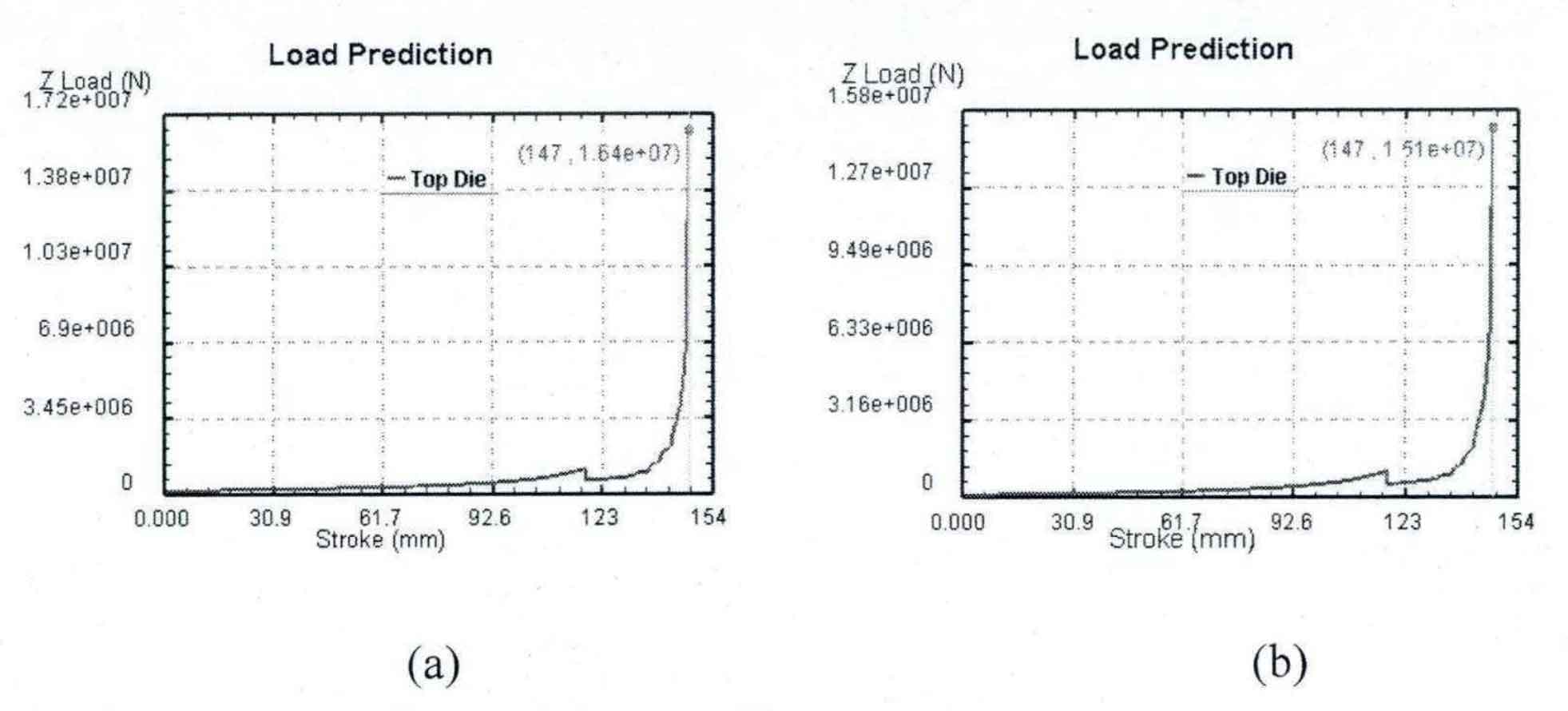
4.Analysis of stroke load curve before and after mold improvement
The stroke load curve of the total forging process before and after the improvement of the spiral bevel gear forging blank die is shown in Figure 5. The forming load of final forging before improvement is 16.4t, and that after improvement is 15.1t, which is 1.3t lower than that before improvement. This shows that the reasonable improvement of the die structure can effectively reduce the forming load.
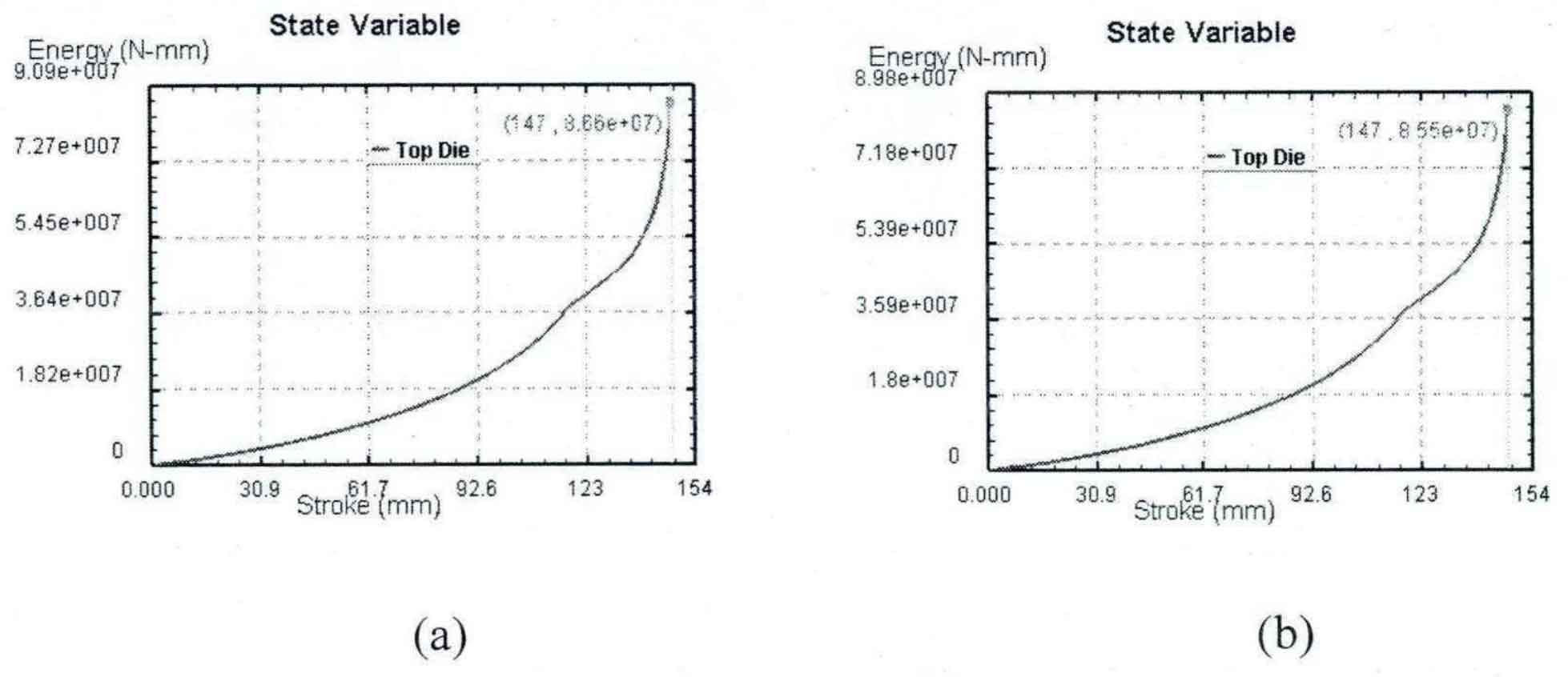
5.Analysis of energy consumption curve before and after mold improvement
The stroke energy consumption curve before and after the improvement of spiral bevel gear forging blank die is shown in Figure 6. The energy consumption of final forging before improvement is 86.6kj, and that of final forging after improvement is 85.5kj, 1.1kj less than that before improvement. Therefore, reasonable improvement of die structure can also effectively reduce forging energy consumption.
To sum up, the die structure of spiral bevel gear forging blank has an important impact on the forging process. Reasonably improving the die structure can effectively improve the metal flow in the forging process, reduce the stress, strain, temperature and forming load, reduce forging energy consumption and improve the forging quality.