This article focuses on the spindle components of bevel gear machine tools and conducts in-depth research on assembly accuracy evaluation and optimization. Firstly, the geometric error models of various geometric elements such as planes, cylinders, axes, and cones are established based on the small displacement torsor theory, and the error component variation ranges are obtained. Then, the error transfer models of different mating surfaces are analyzed, and the assembly error transfer model of the spindle component system is established. Finally, the reliability evaluation index is established, and the tolerance optimization model is solved by using the particle swarm optimization algorithm. The research results can provide theoretical guidance for improving the machining accuracy and quality of bevel gear machine tools.
1. Introduction
1.1 Research Background and Significance
1.1.1 Research Background
CNC machine tools, as typical electromechanical integration products, play a crucial role in the equipment manufacturing industry. They are widely used in processing complex precision parts and can significantly improve machining efficiency. However, due to foreign technology blockades, there is still a significant gap between the precision and reliability of domestic machine tool products and those of foreign countries. In recent years, China’s CNC machine tool industry has made remarkable progress in high precision, high speed, and high stability. Nevertheless, the development of the CNC machine tool manufacturing industry still has a long way to go. Bevel gear machine tools, as a special type of CNC machine tools, are widely used in the processing of precision instruments in aerospace, marine, and vehicle industries. The assembly accuracy of the spindle component system directly affects the inherent reliability of the machine tool and the machining quality of bevel gears. Therefore, it is urgent to study the evaluation and optimization methods of assembly accuracy for the forward design of CNC machine tools.
1.1.2 Research Significance
Bevel gear machine tools have high requirements for assembly accuracy, long assembly cycles, and complex assembly processes. Therefore, it is of great importance to conduct reliability assessment and analysis in the design stage. This article takes the spindle component system of the bevel gear machine tool as the research object, studies the reliability evaluation and optimization methods of machine tool assembly accuracy from the aspects of tolerance modeling and assembly error transfer analysis, which has important theoretical and application values for ensuring product quality and reducing economic costs in the design stage. By establishing geometric element error models and analyzing the error transfer mechanism, this research can provide a theoretical basis for guiding the successful assembly of machine tools and optimizing tolerances, thereby improving the inherent reliability of machine tools.
1.2 Tolerance Modeling Research Status
Tolerance modeling is the mathematical description of tolerance variations, including the boundary of the tolerance zone and the variation law of feature elements within the tolerance zone. It is the basis for analyzing error transfer laws and optimizing tolerances. Domestic and foreign scholars have conducted extensive research in this field. The international community has successively introduced relevant standards and theories, such as the ASME Y14.5.1-M1994 standard proposed by the United States, which laid the foundation for tolerance modeling research. Scholars have proposed various tolerance modeling methods, such as the drift tolerance zone theory, T-MAP model, and small displacement torsor model. These methods have their own characteristics and application scopes, but there are still some limitations. For example, the current geometric element tolerance models mainly focus on some specific geometric elements, and the tolerance models of cone surfaces and other geometric elements need to be further studied. In addition, the influence of different tolerance 标注 situations on the error variation of geometric elements also needs to be analyzed in depth.
1.3 Error Transfer Research Status
The assembly process of machine tools leads to the accumulation of machining errors on the part surfaces, resulting in assembly errors that affect the machine tool’s function. Scholars at home and abroad have studied the formation and transfer of assembly errors and achieved certain results. They have established various error transfer models, such as the n-order quasi-static geometric space error model based on the homogeneous coordinate transformation matrix, the assembly error model considering positioning and assembly information, and the error transfer model based on the low-order body array method. These models have different characteristics and application scenarios, but the error transfer process of assembly bodies is extremely complex and is affected by multiple factors such as the machining errors of individual parts, the mating forms between parts, and the assembly process. At present, the error transfer models of plane and cylindrical mating surfaces have been analyzed, but the error transfer model of conical mating surfaces needs to be further studied. In addition, the error transfer mechanism of parallel mating surfaces, especially the parallel mating of plane and cone surfaces, requires in-depth research to provide a theoretical basis for guiding the successful assembly and tolerance optimization of machine tools.
1.4 Reliability and Tolerance Optimization Allocation Research Status
1.4.1 Reliability Research Status
Mechanical reliability engineering is an interdisciplinary field that covers a wide range of areas. Reliability refers to the ability of a product to perform its intended functions under specified conditions and within a specified time. The development of reliability theory has gone through a long process. From the initial research on the relationship between structural failure rates and mechanical design safety factors to the formal establishment of the reliability discipline and its application in various fields, reliability has become an important indicator for measuring product quality. In the field of precision reliability, scholars have also conducted extensive research and established various reliability models, such as the motion accuracy reliability model of the crank-slider mechanism and the precision reliability model of the CNC machine tool transmission system. These models provide important theoretical support for evaluating and improving the reliability of mechanical products.
1.4.2 Tolerance Optimization Research Status
Tolerance optimization is to optimize the tolerances of parts according to functional requirements. In the process of tolerance optimization, various factors such as machining methods, process stability, manufacturing costs, product quality, batch sizes, assembly operation methods, and assembly loads need to be considered. Traditional tolerance allocation methods mainly rely on experience, which may lead to problems such as non-compliance of assembly errors with accuracy requirements and increased manufacturing costs. In recent decades, scholars at home and abroad have made significant progress in tolerance optimization. They have proposed various optimization algorithms and models, such as ant colony algorithm, genetic algorithm, particle swarm optimization algorithm, and tolerance-cost function models. These methods and models can effectively optimize tolerances and reduce costs, but there are still some deficiencies. For example, the integration of reliability analysis into the tolerance optimization model is relatively lacking, and the optimization algorithms need to be further improved to meet the actual needs of engineering applications.
1.5 Main Research Contents
This article takes the spindle component system of the bevel gear machine tool as the research object and conducts research on tolerance modeling, error transfer analysis, and tolerance optimization. The specific research contents are as follows:
- Tolerance Modeling: Based on the small displacement torsor theory, establish error variation models for geometric elements such as planes, cylinders, cones, and axes, and analyze the error variation laws. Use the Monte Carlo method to solve the actual variation ranges of error components and compare them with the ideal variation ranges. Establish the function relationship between the actual variation range and the tolerance using the response surface method.
- Error Transfer Analysis: Analyze the error transfer forms of different mating surfaces, establish error transfer models for single mating surfaces and the spindle component system, and study the error transfer mechanisms of series and parallel mating. Analyze the actual error transfer properties of parallel mating surfaces and propose a calculation method for the error transfer of the parallel mating of the plane and cone surfaces. Verify the correctness of the error transfer model through experiments.
- Tolerance Optimization: Establish a reliability evaluation index based on mechanical reliability theory and solve the assembly accuracy reliability using the Monte Carlo simulation method. Establish a tolerance optimization model with the minimum machining cost as the objective and the assembly accuracy reliability and tolerance value principles as constraints. Use the particle swarm optimization algorithm to solve the tolerance optimization problem and achieve the optimization of the spindle component system.
2. Tolerance Modeling Based on the Small Displacement Torsor Theory
2.1 Introduction
This chapter focuses on establishing geometric element tolerance models based on the small displacement torsor theory. The small displacement torsor is a vector composed of six motion components that represents the infinitesimal displacement of a rigid body. By decomposing the geometric element errors into six degrees of freedom, the error variation models can be established. Tolerance is an important factor that affects the assembly accuracy of machine tools. By accurately modeling the tolerance, the error transfer and accumulation in the assembly process can be better understood, providing a basis for subsequent error analysis and tolerance optimization.
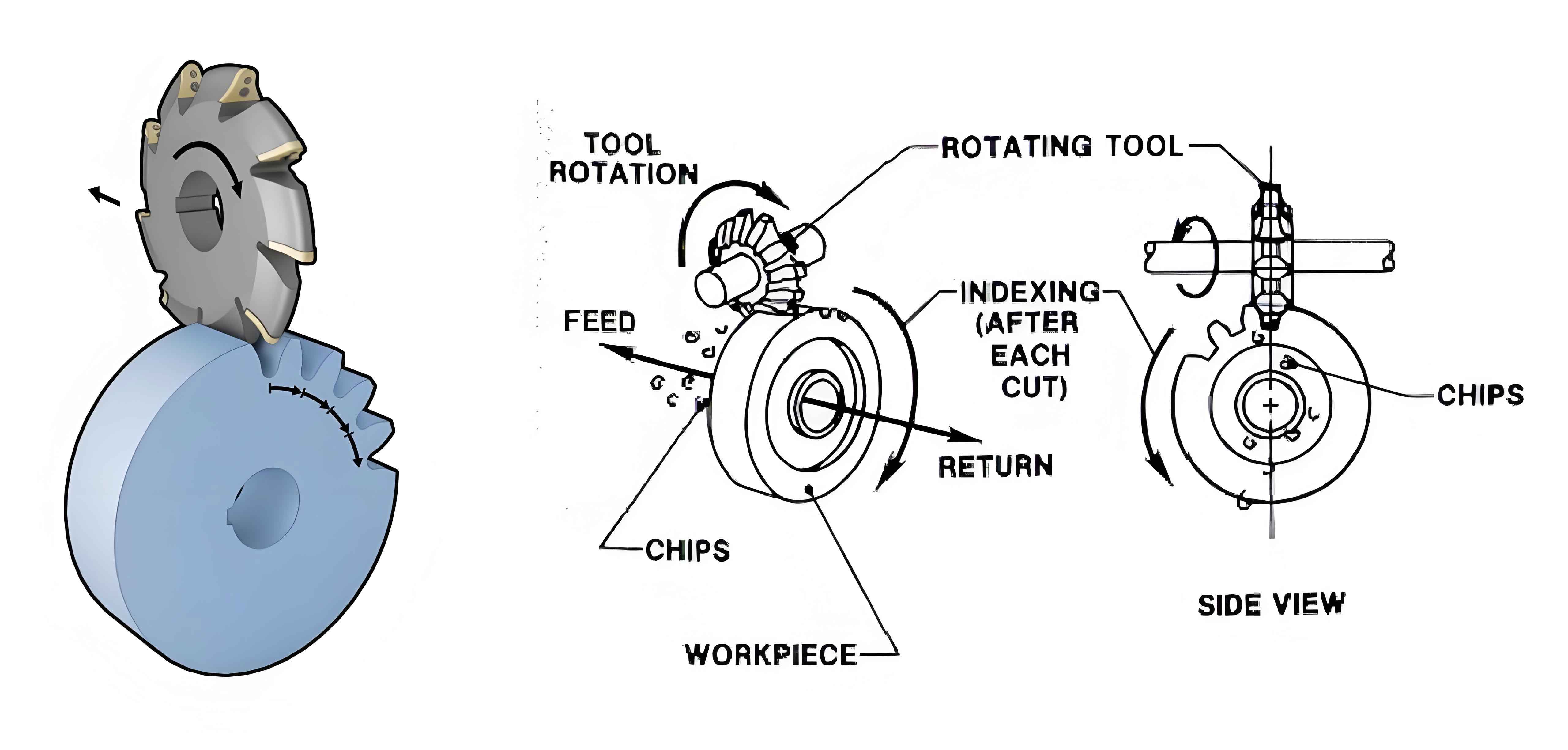
2.2 Structure Analysis of the Spindle Component of the Cutting Tool
The CNC bevel gear machine tool mainly consists of a bed, a column, a tool box, a workpiece box, a rotary table, and an electrical cabinet. The tool spindle component system in the tool box is the research object of this article, which includes geometric elements such as planes, cylinders, cones, and axes. Understanding the structure and geometric elements of the spindle component is the foundation for establishing accurate tolerance models.
2.3 Tolerance Modeling Based on the Small Displacement Torsor
2.3.1 Small Displacement Torsor Theory
The small displacement torsor is introduced into the tolerance field to represent the deviation of the ideal shape feature. It is composed of three rotation vectors and three translation vectors, which can describe the error variation of geometric elements in six degrees of freedom. Different geometric tolerances have corresponding small displacement torsor expressions, and the constant degree of geometric elements in different directions can be determined according to the characteristics of the tolerances.
2.3.2 Tolerance Principles
The tolerance principle is used to handle the relationship between dimensional tolerances and geometric tolerances. The independent principle is selected in this article to ensure the generality of the model. The geometric tolerance markings of the spindle component system of the cutting tool are analyzed, and it is found that most of the markings follow the independent principle, involving common geometric elements such as planes, cylinders, axes, and cones.
2.3.3 Error Variation Analysis of Geometric Elements
- Plane Error Variation Modeling: The error variation of the plane is affected by dimensional tolerance and perpendicularity tolerance. By establishing a spatial rectangular coordinate system and analyzing the position change of the plane, the small displacement torsor expression and the error variation inequality and constraint inequality of the plane can be obtained.
- Cylinder Error Variation Modeling: The cylinder error is controlled by the roundness of the surface circle and the parallelism of the generatrix to the axis. By establishing a coordinate system with the cylinder axis as the Z-axis and analyzing the variation range of the generatrix, the small displacement torsor expression and the error variation inequality and constraint inequality of the cylinder can be obtained.
- Cone Error Variation Modeling: The cone error is mainly affected by the diameter tolerance and the cone angle error. By using the basic cone method and analyzing the position change of the cone generatrix, the small displacement torsor expression and the error variation inequality and constraint inequality of the cone can be obtained.
- Axis Error Variation Modeling: The error variation of the axis directly affects the surface shape of the cylinder and the cone. By taking the axis direction as the z-direction and analyzing the variation range of the axis, the small displacement torsor expression and the error variation inequality and constraint inequality of the axis can be obtained.
2.4 Solution of the Actual Variation Interval of the Torsor Parameter Based on the Monte Carlo Method
2.4.1 Common Distribution Types
Before solving the actual variation interval, it is necessary to determine the distribution type and probability density function of the random variables. Common distribution types include normal distribution, exponential distribution, binomial distribution, and Poisson distribution. In this article, it is assumed that the error components of the cone surface follow a normal distribution.
2.4.2 Solution of the Actual Variation Range of the Torsor Parameter
The Monte Carlo simulation method is used to solve the actual variation range of the torsor parameter. The specific steps include determining the distribution type of the error component, performing random sampling, testing the distribution function, estimating the mean and standard deviation, and solving the actual variation interval. By comparing the actual variation range with the ideal variation range, the rationality of the modeling method can be verified.
2.5 Establishment of the Function Relationship between Tolerance and the Actual Variation Range
The response surface method is used to establish the function relationship between the actual variation range of the torsor parameter and the tolerance. The specific steps include selecting test points, performing Monte Carlo simulation tests, selecting polynomial functions, fitting function relationships, and testing the fitting accuracy. By establishing this function relationship, the influence of tolerance changes on the error variation range can be quickly obtained, providing a basis for tolerance optimization.
2.6 Case Analysis
2.6.1 Cone Geometric Elements
Taking the cone error variation as an example, the actual variation ranges of the torsor parameters α and v are obtained by the Monte Carlo simulation method and compared with the ideal variation ranges. The results show that the actual variation range is smaller, indicating that the tolerance value can be appropriately increased to reduce the manufacturing cost. The function relationship between the actual variation range and the cone angle parameter and the size tolerance is established by the response surface method, and the fitting accuracy is verified by the complex correlation coefficient.
2.6.2 Cylinder Geometric Elements
Taking the cylinder generatrix as an example, the actual variation ranges of the torsor parameters α and v are obtained by the Monte Carlo simulation method and compared with the ideal variation ranges. The results show that the actual variation range is smaller, indicating that the tolerance value can be appropriately increased to reduce the manufacturing cost. The function relationship between the actual variation range and the size tolerance and the cylindricity tolerance is established by the response surface method, and the fitting accuracy is verified by the complex correlation coefficient.
2.7 Chapter Summary
This chapter establishes error variation models for different geometric elements based on the small displacement torsor theory, obtains the variation inequalities and constraint inequalities of the error components, and analyzes the error variation laws. The Monte Carlo method is used to solve the actual variation intervals of the error components, and the response surface method is used to establish the function relationship between the actual variation intervals and the tolerances. The rationality and economy of the modeling method are verified by examples, providing a theoretical basis for the subsequent establishment of the assembly error transfer model and tolerance optimization.
3. Establishment and Verification of the Assembly Error Transfer Model
3.1 Introduction
The assembly process of machine tools causes the accumulation of machining errors, which affects the machine tool’s function. This chapter analyzes the error transfer forms of different mating surfaces, establishes the assembly error transfer model of the spindle component system, and verifies the correctness of the model through experiments.
3.2 Error Modeling of the Mating Surface
3.2.1 Plane Mating Surface
The error of the plane mating surface is composed of the relative position change of the ideal planes of the two parts during assembly. The error transfer process and model of the plane mating surface are analyzed, and the error variation matrix is established.
3.2.2 Cylinder Mating Surface
The error of the cylinder mating surface is mainly caused by the machining error of the shaft and hole and the clearance error of the mating contact surface. The error transfer process and model of the cylinder mating surface are analyzed, and the error expressions and transfer matrices are established.
3.2.3 Cone Mating Surface
The error of the cone mating surface is similar to that of the cylinder mating surface and is determined by the machining error of the cone surface and the mating properties. The error transfer process and model of the cone mating surface are analyzed, and the error expressions and transfer matrices are established.
3.3 Error Transfer Mechanism of the Mating Surface
3.3.1 Relationship between Adjacent Mating Surfaces
The mating surfaces can be divided into series mating surfaces and parallel mating surfaces according to the error transfer path. The characteristics and error transfer paths of the two types of mating surfaces are different.
3.3.2 Error Transfer Attributes of the Mating Surface
The error transfer attributes of the mating surface include strong constraints, weak constraints, and no constraints. The error transfer attributes of different mating surfaces are different, and the error transfer attributes of series and parallel mating surfaces are determined by the related mating surfaces.
3.3.3 Analysis of the Actual Error Transfer Attributes of the Mating Surface
For parallel mating surfaces, the actual error transfer attributes are affected by the positioning order and assembly interference. The determination method and calculation steps of the actual error transfer attributes are proposed, and the influence of different factors on the error transfer is analyzed.
3.3.4 Calculation of the Actual Error Transfer of the Mating Surface
Taking the parallel mating of the plane and cone surfaces of the spindle component of the cutting tool as an example, the calculation process and method of the actual error transfer are proposed, including determining the assembly positioning order, solving the error transfer attributes, calculating the actual error transfer attributes of the two mating surfaces, and solving the errors of the two mating surfaces.
3.4 Error Transfer Modeling and Analysis of the Spindle Component of the Cutting Tool
3.4.1 Error Transfer Model of the Spindle Component of the Cutting Tool
The error transfer model of the spindle component system of the bevel gear milling machine is established, and the error transfer process from the box to the spindle and finally to the cutter head is analyzed. The error transfer model is expressed by a matrix, and the expressions and values of each matrix element are determined.
3.4.2 Error Sensitivity Analysis
The sensitivity analysis model is established to analyze the influence of each error component on the overall assembly error. The sensitivity coefficients of the error components in different directions are calculated, and the main error sources are determined. The results show that the cylindrical mating surface is the main source of error in the spindle component system, and the tolerance of the cylindrical mating surface should be adjusted first when the error exceeds the limit.
3.5 Experimental Verification
3.5.1 Principle of the RANSAC Algorithm for Fitting a Spatial Circle
The RANSAC algorithm is a random parameter estimation method that can fit the model parameters by randomly selecting subsets from the sample data and iteratively optimizing. The principle and steps of the RANSAC algorithm for fitting a spatial circle are introduced, and the influence of the algorithm parameters on the fitting accuracy is analyzed.
3.5.2 Data Acquisition and Experimental Verification
The point cloud data of the spindle component system of the cutting tool is obtained by using a laser scanner, and the center coordinates of the cutter head are fitted by the RANSAC algorithm. The assembly errors in the x and y directions are calculated and compared with the simulation results. The experimental results show that the assembly errors obtained by the experiment are smaller than the maximum values calculated by the simulation, which verifies the correctness of the established assembly error transfer model.
3.6 Chapter Summary
This chapter analyzes the error calculation methods of different mating surfaces, establishes the assembly error transfer model of the spindle component system, and verifies the correctness of the model through experiments. The results show that the established model can accurately predict the assembly error, which provides a theoretical basis for the subsequent tolerance optimization.
4. Tolerance Optimization of the Error Model Based on the Particle Swarm Optimization Algorithm
4.1 Introduction
This chapter focuses on optimizing the tolerances of the spindle component system based on the error transfer model and the particle swarm optimization algorithm. The objective is to minimize the machining cost while ensuring the assembly accuracy reliability. By establishing the tolerance optimization model and using the particle swarm optimization algorithm to solve it, the optimal tolerance values can be obtained, which can improve the machining economy and assembly quality of the spindle component system.
4.2 Assembly Accuracy Reliability Analysis
4.2.1 Reliability Definition
Reliability is an important quality indicator of mechanical products, which refers to the ability of a product to perform its intended functions under certain conditions and within a certain period of time. In this article, the basic variables are the tolerances of each part, the response quantity is the assembly error of the spindle component system, and the state function is used to determine the reliability of the system. The reliable region and the failure region are defined based on the state function value, and the reliability of the system is calculated by integrating the probability density function of the state function in the reliable region.
4.2.2 Reliability Solution Method
The reliability index is an important indicator to measure the reliability of the system. In this article, the Monte Carlo simulation method is used to solve the reliability index. The specific steps include generating random samples, substituting them into the state function to calculate the function value, determining whether the function value is in the reliable region, and counting the number of samples in the reliable region to calculate the reliability. The Monte Carlo simulation method can handle complex problems with a large number of variables and nonlinear state functions, and the calculation results are more accurate.
4.3 Tolerance Optimization
4.3.1 Tolerance – Cost Function
The tolerance – cost function is used to describe the relationship between the tolerance and the manufacturing cost. In this article, the existing tolerance – cost functions in the literature are adopted, including the tolerance – cost functions for dimensional tolerances, shape tolerances, and position tolerances. These functions are established based on a large amount of experimental data and can reflect the influence of tolerance changes on the manufacturing cost.
4.3.2 Optimization Model of the Spindle Component System
The optimization model of the spindle component system is established with the minimum machining cost as the objective function and the assembly accuracy reliability and tolerance value principles as constraints. The tolerance values should follow the principle that the shape tolerance is less than the position tolerance and the position tolerance is less than the dimensional tolerance. The optimization model is solved by using the particle swarm optimization algorithm to obtain the optimal tolerance values.
4.3.3 Particle Swarm Optimization Algorithm
The particle swarm optimization algorithm is a population – based intelligent optimization algorithm that simulates the foraging behavior of birds. In this article, the algorithm is used to solve the tolerance optimization problem of the spindle component system. The algorithm initializes the positions and velocities of the particles, calculates the fitness values of the particles, updates the individual and global optimal positions, and iteratively optimizes until the termination condition is met. The dynamic adjustment of the inertia factor can improve the search accuracy and convergence speed of the algorithm.
4.3.4 Tolerance Optimization of the Spindle Component System
The particle swarm optimization algorithm is programmed to solve the tolerance optimization problem of the spindle component system. The optimization results show that the machining cost is reduced by 8.36% after optimization, and the assembly accuracy reliability is still maintained above 97%. The optimized tolerance values are more reasonable, which can improve the machining economy and assembly quality of the spindle component system.
4.4 Chapter Summary
This chapter establishes the tolerance optimization model of the spindle component system based on the error transfer model and the reliability theory, and uses the particle swarm optimization algorithm to solve the model. The results show that the proposed method can effectively reduce the machining cost while ensuring the assembly accuracy reliability, which provides a practical method for the tolerance optimization of the spindle component system.
5. Summary and Outlook
5.1 Summary
This article focuses on the spindle component system of the bevel gear machine tool and conducts in-depth research on assembly accuracy evaluation and optimization. The main research results are as follows:
- Based on the small displacement torsor theory, the error variation models of geometric elements are established, and the actual variation ranges of error components are solved by the Monte Carlo method. The results show that the actual variation ranges are smaller than the ideal variation ranges, which means that the tolerance values can be appropriately increased to improve the machining economy.
- The error transfer models of different mating surfaces are established, and the assembly error transfer model of the spindle component system is established. The error sensitivity analysis shows that the cylindrical mating surface is the main source of error in the spindle component system. The correctness of the error transfer model is verified by experiments.
- The reliability evaluation index is established, and the tolerance optimization model is solved by using the particle swarm optimization algorithm. The results show that the proposed method can effectively reduce the machining cost while ensuring the assembly accuracy reliability.
5.2 Outlook
Although this article has achieved certain research results, there are still some 不足之处 that need to be further improved in future research. The following are the possible research directions:
- The geometric element tolerance model established in this article is based on the current research object’s drawing markings and lacks generality. Future research can consider establishing a more universal geometric element tolerance model.
- The assembly error transfer model does not consider the influence of factors such as manual operation and assembly process, and the deformation of parts during assembly. Future research can improve the error model by considering these factors to make the calculation of assembly error more in line with the actual situation.
- The established assembly error transfer model and tolerance optimization model do not cover the entire machine tool and lack the error transfer analysis of the bed – ground and column – tool box parts. Future research can expand the scope of the model to improve the accuracy of error calculation.
- The experimental verification in this article uses point cloud scanning, and there is a certain error due to the accuracy of the equipment. Future research can design more accurate and easier – to – operate experiments to improve the reliability of the experimental results.