
In modern industrial processes, the reliance on energy sources has intensified, with traditional coal remaining a primary contributor in many regions. The mining industry, particularly coal mining, has embraced advanced mechanical equipment to enhance productivity and safety. Central to these machines are transmission systems, where gear drives and screw gears—often referred to as worm gear systems—play critical roles. These components enable efficient power transmission in harsh underground environments, reducing energy consumption and improving operational reliability. In this article, I will explore the distinctions between gear transmission and screw gear drives, compare their performance parameters, and delve into anti-backlash mechanisms essential for precision in mining applications. Throughout, I will emphasize the importance of screw gears in optimizing mechanical efficiency, using mathematical formulations and tabular summaries to clarify key concepts. The integration of these systems has revolutionized mining machinery, but design limitations persist, necessitating ongoing innovation.
The evolution of mining equipment has led to the widespread adoption of planetary gear systems and screw gears, which offer high torque density and compact design. Gear drives, characterized by parallel or intersecting shafts, provide versatility in speed reduction and power transmission. In contrast, screw gears, involving a worm and worm wheel, facilitate large speed reductions in a single stage, making them ideal for heavy-load scenarios. However, each system has inherent advantages and drawbacks. For instance, gear drives typically exhibit higher efficiency but may require complex multi-stage arrangements, while screw gears offer self-locking capabilities at the cost of increased friction losses. As mining operations demand greater durability and energy savings, understanding these trade-offs becomes paramount. I will begin by outlining the fundamental differences between the two transmission types, then proceed to a detailed performance evaluation, incorporating efficiency calculations and load capacity analyses. Additionally, I will discuss anti-backlash structures that mitigate wear and ensure longevity, referencing reliability testing methods like MTBF. By the end, I aim to provide a comprehensive resource for engineers and designers working in the mining sector.
Fundamental Distinctions Between Gear Transmission and Screw Gear Drives
Gear transmission operates on the principle of meshing teeth between two or more wheels to transmit motion and power. In mining machinery, this often involves spur gears, helical gears, or bevel gears arranged in multi-stage reducers. The kinematics are based on conjugate action, where the gear ratio is determined by the number of teeth: $$i = \frac{N_2}{N_1}$$ where $i$ is the transmission ratio, $N_2$ is the number of teeth on the driven gear, and $N_1$ on the driving gear. This allows for precise speed control and bidirectional power flow—meaning the driver and driven roles can be swapped without issue. Gear systems are renowned for their high efficiency, often exceeding 95% in well-lubricated conditions, due to rolling contact between teeth. However, they may generate noise and vibration under heavy loads, necessitating robust housing and alignment.
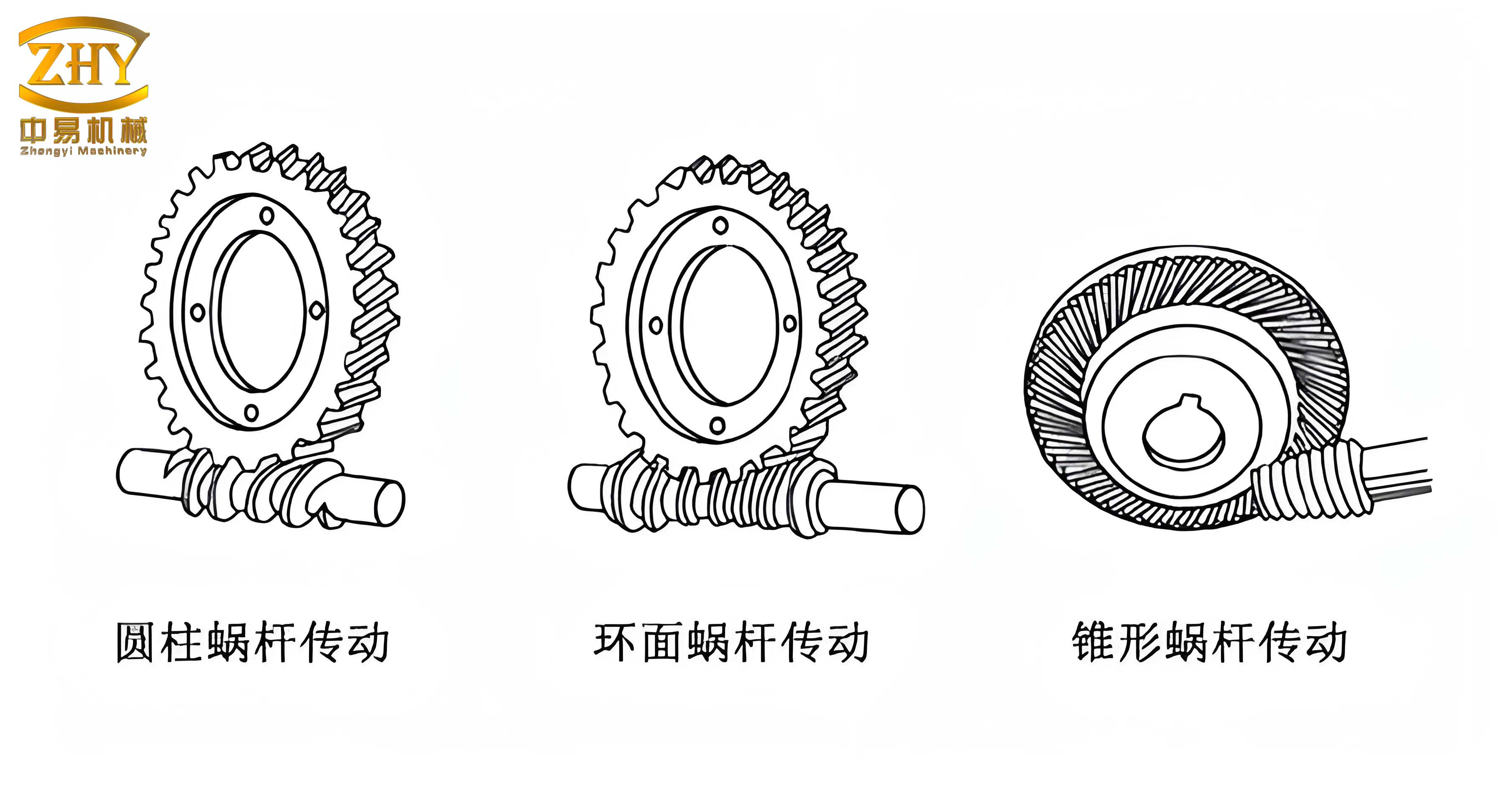
On the other hand, screw gear drives, commonly known as worm gear sets, consist of a threaded worm shaft engaging with a worm wheel. The transmission is primarily unidirectional, with the worm typically driving the wheel. A key feature is the large reduction ratio achievable in a compact space, expressed as: $$i = \frac{Z_2}{Z_1}$$ where $Z_2$ is the number of teeth on the worm wheel and $Z_1$ is the number of threads on the worm (often 1 to 4). This can yield ratios from 8 to 100, and even up to 1000 in indexing mechanisms. The motion transfer relies on sliding contact, which introduces higher friction losses but enables self-locking—a safety advantage in mining hoists or conveyors where back-driving must be prevented. The axial force generated during operation requires thrust bearings, adding complexity. Screw gears are particularly valued for their quiet operation and ability to handle shock loads, though the worm wheel often uses bronze or other non-ferrous materials to reduce wear, increasing cost.
To illustrate, consider a typical mining conveyor system. Gear drives might be used in parallel shaft configurations for moderate speed reduction, while screw gears are employed for high-ratio, right-angle drives where space is constrained. The choice hinges on factors like torque requirements, efficiency targets, and environmental conditions. In the following section, I will quantify these aspects through performance metrics, using tables and equations to aid comparison.
Performance Comparison: Efficiency, Load Capacity, and Design Parameters
Evaluating gear drives and screw gears involves multiple criteria, including transmission efficiency, load-bearing capacity, thermal behavior, and cost-effectiveness. I will analyze each using mathematical models and empirical data relevant to mining machinery. A critical aspect is efficiency, which for gear drives can be estimated using the formula: $$\eta_g = 1 – \mu \left( \frac{1}{Z_1} + \frac{1}{Z_2} \right)$$ where $\eta_g$ is the gear efficiency and $\mu$ is the coefficient of friction between teeth. For helical or spur gears, $\mu$ typically ranges from 0.05 to 0.1, leading to efficiencies above 95%. In contrast, screw gear efficiency is lower due to sliding friction, approximated by: $$\eta_s = \frac{\tan \lambda}{\tan (\lambda + \phi)}$$ where $\lambda$ is the lead angle of the worm and $\phi$ is the friction angle. This often results in efficiencies between 50% and 90%, with higher ratios reducing $\lambda$ and thus efficiency. The self-locking condition occurs when $\lambda \leq \phi$, which further degrades performance but enhances safety.
Load capacity is another vital factor. Gear teeth experience bending stress and contact stress, governed by the Lewis equation and Hertzian theory. For spur gears, the bending stress $\sigma_b$ is: $$\sigma_b = \frac{F_t}{b m Y}$$ where $F_t$ is the tangential force, $b$ is face width, $m$ is module, and $Y$ is the Lewis form factor. Contact stress $\sigma_c$ is given by: $$\sigma_c = \sqrt{\frac{F_t E}{b R \pi}}$$ with $E$ as equivalent modulus and $R$ as relative curvature radius. Screw gears, however, face more complex loading due to axial and radial components. The worm wheel teeth endure wear as a primary failure mode, with the wear rate proportional to the sliding velocity and pressure. The allowable torque for screw gears can be expressed as: $$T = K b d_m^2$$ where $K$ is a material constant, $b$ is wheel width, and $d_m$ is mean diameter. This highlights the importance of material selection—often bronze for the wheel and hardened steel for the worm—to withstand mining abrasion.
Thermal considerations are crucial in enclosed reducers. Screw gears generate significant heat due to friction, necessitating cooling fins or oil circulation. The heat dissipation rate $Q$ can be modeled as: $$Q = h A (T_s – T_a)$$ where $h$ is heat transfer coefficient, $A$ is surface area, $T_s$ is surface temperature, and $T_a$ is ambient temperature. Gear drives, with higher efficiency, produce less heat but may still require thermal management in continuous mining operations. To summarize these points, I present a comparative table below, which encapsulates key performance indicators for both systems in typical mining applications.
| Parameter | Gear Drives (Helical/Spur) | Screw Gears (Worm Sets) |
|---|---|---|
| Transmission Ratio Range | 1:1 to 10:1 per stage (higher with multi-stage) | 8:1 to 100:1 (up to 1000:1 for indexing) |
| Typical Efficiency (%) | 95–98 | 50–90 (depends on ratio and lubrication) |
| Self-Locking Capability | No (bidirectional) | Yes (unidirectional, when lead angle is small) |
| Load Capacity (Torque Density) | High, suitable for heavy shocks | Moderate to high, but limited by thermal effects |
| Noise and Vibration | Moderate to high, especially at high speeds | Low, due to sliding contact |
| Material Requirements | Steel or alloy steels for both gears | Worm: hardened steel; Wheel: bronze or similar |
| Cost Implications | Lower per unit power, but may need more stages | Higher due to non-ferrous wheel and precise manufacturing |
| Maintenance Needs | Regular lubrication and alignment checks | Frequent lubrication to reduce wear and heat |
From this table, it is evident that screw gears excel in applications requiring high reduction ratios and quiet operation, albeit with efficiency trade-offs. Gear drives are preferable where energy savings and bidirectional power flow are critical. In mining, both systems are often combined; for example, a primary reducer might use gears for initial speed reduction, followed by screw gears for final drive to a conveyor drum. This hybrid approach balances strengths and mitigates weaknesses. Furthermore, the design of screw gears can be optimized through profile modifications, such as using involute helicoid worms to improve contact patterns and load distribution.
Anti-Backlash Mechanisms and Reliability Enhancement
Backlash, or the clearance between mating teeth, is a persistent issue in transmission systems, leading to positional errors, noise, and accelerated wear. In mining machinery, where precision and durability are paramount, anti-backlash structures are essential. I will discuss several methods to minimize backlash, focusing on gear drives and screw gears. For gear systems, common techniques include split gears, spring-loaded assemblies, and dual-path drives. The split gear method involves two gears mounted on the same hub with a relative angular offset, preloaded against each other to eliminate clearance. The required preload force $F_p$ can be derived from the backlash $B$ and mesh stiffness $k$: $$F_p = k B$$ This ensures continuous contact but increases friction losses slightly.
For screw gears, backlash adjustment is often achieved by axial movement of the worm relative to the wheel, using shims or adjustable bearings. The relationship between axial displacement $\Delta x$ and angular backlash $\theta_b$ is: $$\theta_b = \frac{2 \pi \Delta x}{p}$$ where $p$ is the worm pitch. By precisely controlling $\Delta x$, manufacturers can set near-zero backlash, crucial for indexing applications in mining drills or cutters. Additionally, profile modifications like crowning on the worm wheel teeth help distribute load evenly and reduce edge contact, further enhancing longevity.
Reliability testing, such as Mean Time Between Failures (MTBF) experiments, is vital to ensure these systems meet mining demands. The MTBF approach involves subjecting components to accelerated life tests to identify early failures and validate design margins. The failure rate $\lambda(t)$ often follows the “bathtub curve,” with three phases: early infant mortality, constant random failures, and wear-out periods. For screw gears, the wear-out phase is critical due to abrasive wear from coal dust; thus, MTBF testing helps determine maintenance intervals. The probability of survival $R(t)$ is given by the exponential distribution: $$R(t) = e^{-\lambda t}$$ where $\lambda$ is the constant failure rate during the useful life phase. In practice, mining equipment manufacturers conduct MTBF tests on prototype reducers, monitoring parameters like temperature, vibration, and output torque to predict field performance.
Modern control systems, such as Programmable Logic Controllers (PLCs), integrate with these mechanical components to monitor backlash and adjust preload dynamically. For instance, in a conveyor drive, sensors can detect speed variations caused by backlash, and a PLC can activate actuators to compensate. This synergy between mechanical design and electronics enhances overall system reliability. I will now present a formula summarizing the overall system efficiency considering backlash losses: $$\eta_{total} = \eta_{transmission} \times (1 – \frac{B}{B_{max}})$$ where $B_{max}$ is the maximum allowable backlash. This underscores the importance of tight tolerances in mining gearboxes.
Advanced Design Considerations for Screw Gears in Mining
Given the prominence of screw gears in mining applications, I will delve deeper into their design optimization. Key parameters include lead angle, pressure angle, and material pairing. The lead angle $\lambda$ is defined as: $$\lambda = \tan^{-1}\left(\frac{L}{\pi d}\right)$$ where $L$ is the lead (axial distance per revolution) and $d$ is the worm pitch diameter. A larger $\lambda$ improves efficiency but reduces self-locking ability. For mining, a balance is struck based on safety requirements; for example, in hoists, a small $\lambda$ ensures self-locking, while in conveyors, a larger $\lambda$ may be used for better efficiency. The pressure angle $\alpha$ affects tooth strength and sliding velocity; standard values range from 14.5° to 20°, with higher angles providing stronger teeth but increased friction.
Material science plays a pivotal role. The worm is typically made of case-hardened steel (e.g., AISI 8620) to resist wear, while the wheel uses bronze alloys (e.g., ASTM B584) for their anti-galling properties. Recent advancements include composite materials or coatings like PTFE to reduce friction. The wear rate $W$ of screw gears can be modeled using Archard’s equation: $$W = K \frac{F_n s}{H}$$ where $K$ is wear coefficient, $F_n$ is normal load, $s$ is sliding distance, and $H$ is hardness. By selecting materials with low $K$ and high $H$, service life in abrasive mining environments can be extended.
Thermal management is another critical aspect. The heat generation in screw gears is substantial, especially at high loads. The power loss $P_{loss}$ due to friction is: $$P_{loss} = T \omega (1 – \eta_s)$$ where $T$ is torque and $\omega$ is angular velocity. This heat must be dissipated to prevent oil degradation and component failure. In mining gearboxes, cooling methods include finned housings, internal oil jets, or external heat exchangers. Computational fluid dynamics (CFD) simulations are often employed to optimize cooling airflow around the housing, ensuring temperatures stay within limits.
Furthermore, manufacturing tolerances impact performance. For screw gears, precision grinding of the worm thread and hobbing of the wheel are essential to achieve low backlash and smooth operation. Advanced CNC machines enable profile modifications, such as tip and root relief, to reduce stress concentrations. Quality control involves gear measurement techniques like coordinate measuring machines (CMM) to verify tooth geometry and contact pattern. These steps are crucial for ensuring the reliability of screw gears in continuous mining operations, where downtime costs are high.
Case Study: Application in Coal Mining Conveyor Drives
To contextualize the discussion, I will describe a real-world application: a belt conveyor system in an underground coal mine. These conveyors transport coal over long distances, requiring robust, efficient drives. Typically, the drive system consists of an electric motor, a gear reducer, and a drum pulley. In many designs, a combination of gear drives and screw gears is used. For instance, a primary parallel-shaft gear stage reduces the motor speed from 1500 rpm to 300 rpm, followed by a right-angle screw gear stage to further reduce to 30 rpm for the drum. This hybrid leverages the high efficiency of gears and the compact, high-ratio capability of screw gears.
The screw gear in this case must handle high torque and resist shock loads from coal lumps. Using the formulas earlier, engineers calculate the required module and face width. Suppose the conveyor torque is 5000 Nm; for a screw gear with ratio 10:1, the worm torque is 500 Nm. Assuming a bronze wheel with allowable stress of 50 MPa, the face width $b$ can be estimated from: $$b = \frac{T}{K d_m^2}$$ With $K = 0.5$ MPa and $d_m = 100$ mm, we get $b ≈ 100$ mm. This ensures sufficient strength. Additionally, anti-backlash is achieved via an adjustable worm mount, allowing field adjustments as wear occurs.
Maintenance practices include regular oil analysis to monitor wear debris from the screw gears, indicating impending failure. Vibration sensors detect abnormal frequencies due to backlash increase, triggering alerts. Such predictive maintenance, supported by PLC-based monitoring, extends MTBF and reduces unplanned downtime. This case underscores the practical importance of understanding gear and screw gear dynamics in mining.
Future Trends and Innovations
The mining industry is evolving towards automation and energy efficiency, driving innovations in transmission systems. For screw gears, research focuses on improving efficiency through new tooth profiles, such as double-enveloping worms that increase contact area. Materials like ceramic composites are being tested for higher wear resistance in abrasive environments. Additive manufacturing allows for lightweight, optimized gear geometries that reduce inertia and heat generation.
Digital twins—virtual models of physical gearboxes—enable real-time performance simulation and failure prediction. By integrating sensor data with algorithms, operators can optimize load distribution and lubrication schedules, further enhancing the lifespan of screw gears. Moreover, the integration of IoT devices in mining machinery facilitates remote monitoring and control, reducing human intervention in hazardous areas.
In terms of design, there is a push towards standardization of screw gear parameters for mining applications, ensuring interchangeability and easier maintenance. International standards like ISO 1328 provide guidelines for accuracy and testing, but industry-specific adaptations are emerging. As renewable energy sources become more prevalent in mining, gear systems must adapt to variable speed drives, requiring dynamic backlash compensation and higher efficiency across a wider operating range.
Conclusion
In summary, gear drives and screw gears are indispensable components in modern mining machinery, each offering distinct advantages. Gear drives excel in efficiency and bidirectional power transmission, while screw gears provide high reduction ratios, compactness, and self-locking safety. Through comparative analysis using mathematical models and tables, I have highlighted their performance trade-offs, particularly in efficiency, load capacity, and thermal behavior. Anti-backlash mechanisms and reliability testing, such as MTBF experiments, are crucial for maintaining precision and longevity in harsh mining environments.
The repeated emphasis on screw gears throughout this article underscores their critical role in optimizing mining equipment. By leveraging advanced materials, manufacturing techniques, and digital monitoring, the performance of screw gears can be further enhanced, contributing to safer and more productive mining operations. As technology advances, the synergy between mechanical design and electronic control will continue to drive innovation, ensuring that transmission systems meet the evolving demands of the mining industry. I hope this comprehensive exploration provides valuable insights for practitioners and researchers alike.