
In the heart of every modern automotive transmission lies a critical component whose precision dictates performance, efficiency, and refinement: the gear. The quest for higher power density, reduced noise, vibration, and harshness (NVH), and extended durability places immense importance on gear accuracy. As a manufacturing engineer deeply involved in the high-volume production of passenger car transmission gears, I have witnessed firsthand the evolution of precision standards and the pivotal role of the gear shaving process in meeting these demanding requirements. This article delves into the interpretation of modern gear accuracy standards, provides a detailed analysis of the gear shaving technique, and outlines a comprehensive methodology for quality control in mass production.
Gear Accuracy Standards: From Prescriptive to Descriptive
The foundation of precision manufacturing is a coherent and objective standard. For decades, the global gear industry operated with various national standards (AGMA, DIN, JIS), leading to inconsistencies. The publication of ISO 1328-1:1997, and its identical national adoptions like GB/T 10095-2001, marked a significant paradigm shift. This standard moved away from older, more prescriptive “accuracy grades” towards a descriptive system focused on objectively defining and measuring individual deviations on a gear’s flanks.
The core of the ISO 1328-1 system is built upon three fundamental groups of deviations, measured separately for the left and right flanks:
| Deviation Group | Key Parameters | Primary Influence on Performance |
|---|---|---|
| Profile (Tooth Form) | Profile total deviation $(F_\alpha)$, Profile form deviation $(f_{f\alpha})$, Profile slope deviation $(f_{H\alpha})$ | Transmission error, NVH, smoothness of mesh |
| Helix (Tooth Alignment) | Helix total deviation $(F_\beta)$, Helix form deviation $(f_{f\beta})$, Helix slope deviation $(f_{H\beta})$ | Load distribution, contact pattern, wear, noise |
| Pitch (Tooth Spacing) | Single pitch deviation $(f_{pt})$, Total cumulative pitch deviation $(F_p)$ | Kinematic accuracy, uniformity of motion |
The most impactful advancement for process control, particularly for a final machining process like gear shaving, is the decomposition of total deviations into form and slope components. Let’s examine the profile deviations defined mathematically. The actual profile is measured and compared to the design profile. The profile total deviation $(F_\alpha)$ is the absolute sum of the maximum positive and negative deviations within the evaluation range $L_\alpha$:
$$ F_\alpha = |\max(\Delta_{actual} – \Delta_{design})| + |\min(\Delta_{actual} – \Delta_{design})| $$
This total deviation is then separated. The profile slope deviation $(f_{H\alpha})$ is the average slope error, representing a systematic shift or tilt of the entire profile trace. It is often modeled as a linear function over $L_\alpha$. The profile form deviation $(f_{f\alpha})$ is the residual error after subtracting the slope deviation, representing the “waviness” or non-systematic form error.
$$ f_{f\alpha} = F_\alpha – |f_{H\alpha}| $$
This distinction is crucial. The slope deviation $(f_{H\alpha}, f_{H\beta})$ is typically the dominant component and has the most significant impact on gear meshing dynamics. More importantly, from a manufacturing perspective, slope deviations exhibit predictable and systematic changes during heat treatment, whereas form deviations are more stochastic and linked to tooling and machine kinematics. This understanding is central to mastering the gear shaving process, as it allows for proactive compensation of heat treatment distortion by pre-correcting the slope in the soft machining stage.
Deep Dive into the Gear Shaving Process
Gear shaving remains a highly efficient and cost-effective finishing process for high-volume automotive gear production. It is a free-machining, gear-generating process performed after hobbing or shaping and before heat treatment.
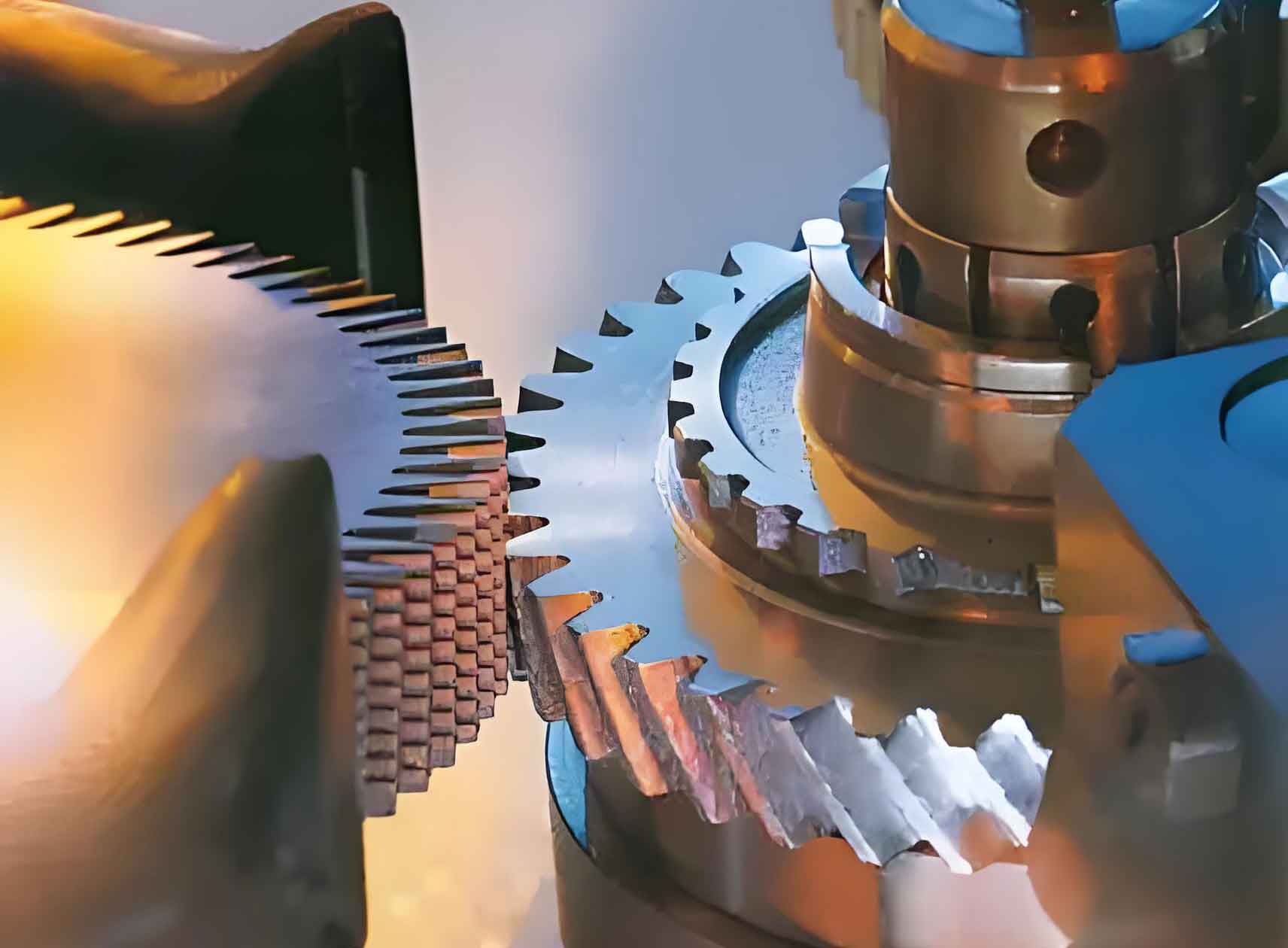
1. Principle of Operation
The process involves meshing the workpiece gear with a precision gear shaving cutter. The axes of the two gears are crossed at an angle $\Sigma$, which is the sum of the workpiece helix angle $(\beta_w)$ and the cutter helix angle $(\beta_c)$. This crossing creates a relative sliding velocity $(v_s)$ along the tooth flank, which is the primary cutting action. The relationship is given by:
$$ v_s = v_{tw} \cdot \sin \Sigma $$
where $v_{tw}$ is the tangential velocity at the pitch point. The cutter, imbued with numerous small cutting edges along its flanks, removes a thin layer of material (typically 0.02-0.06 mm) through this sliding action under a controlled radial infeed pressure.
2. Methods of Gear Shaving
Several methods exist, defined by the direction of cutter/workpiece travel:
| Method | Motion | Advantages | Disadvantages |
|---|---|---|---|
| Axial (Underpass) | Cutter rotates, workpiece reciprocates axially. | Simple setup, good for short gears. | Wear concentrated in cutter middle, lower productivity. |
| Diagonal | Workpiece moves diagonally relative to cutter axis. | More uniform cutter wear than axial. | Setup more complex. |
| Tangential (Plunge) | Cutter feeds radially with no axial stroke. Cutter width > gear face width. | Very high productivity, excellent for profile/lead modifications. | Requires wide, specially modified cutter. |
| Radial (Plunge) | Modern variant of Tangential. Pure radial infeed with a fully profiled “topping” cutter. | Superior accuracy, consistent tool wear, ideal for complex crowned geometries. | Cutter design and regrinding are more critical and complex. |
For modern passenger car transmissions, Radial (Plunge) Gear Shaving has become the dominant method. Its primary advantage is that the entire tooth profile and lead modifications, including crowning $(C_\alpha, C_\beta)$ and tip/root relief, are physically ground into the cutting edges of the gear shaving cutter. This transfers the accuracy and repeatability from the cutter grinding machine (a CNC tool grinder) directly to the workpiece, ensuring exceptional process stability over long production runs.
3. Capabilities and Limitations
The gear shaving process is exceptionally good at improving two key areas defined by the ISO standard:
- Profile and Helix Accuracy: It can consistently improve $(F_\alpha, f_{H\alpha}, f_{f\alpha})$ and $(F_\beta, f_{H\beta}, f_{f\beta})$ by 1.5 to 2 ISO tolerance grades over the pre-shave state (hobbing). This directly targets NVH performance.
- Surface Finish: It produces a fine, cross-hatched surface texture ideal for lubrication and quiet operation, typically achieving $R_a < 0.8 \mu m$.
Its main limitation is its relative inability to correct pitch deviations $(f_{pt}, F_p)$. Since it’s a free-machining process without a rigid mechanical link between teeth, it cannot fundamentally alter the index error established during hobbing. Therefore, high-precision hobbing is a prerequisite for successful gear shaving.
Integrated Quality Control System for Gear Shaving
Implementing a robust gear shaving process is not an isolated activity; it is the core of an integrated system. Control must extend upstream to material and pre-machining, and downstream to heat treatment.
1. Material and Forging Precondition
Consistency is paramount. We specify low-alloy case-hardening steels (e.g., DIN 1.7131, SAE 5120) with stringent requirements:
| Parameter | Requirement | Rationale |
|---|---|---|
| Hardenability (Jominy Band) | Narrow band (e.g., 5 HRC max) | Minimizes unpredictable heat treatment distortion, enabling pre-correction via gear shaving. |
| Chemistry | Low Si (<0.15%), controlled S for machinability, Al for grain refinement. | Ensures excellent gear shaving chip formation, surface finish, and cutter life. |
| Microcleanliness | Vacuum degassing, low oxide/sulfide inclusion counts. | Improves fatigue strength and reduces risk of micropitting. |
Forged blanks undergo isothermal annealing to produce a uniform, fine-grained ferrite-pearlite structure with a controlled hardness of 160-180 HB. This optimizes the blank for machining and provides a consistent baseline for subsequent distortion.
2. Pre-Shave Machining: Hobbing
The hobbing process must deliver a stable foundation. Our internal process capability targets for pre-shave gears are stricter than the final drawing requirement for pitch.
$$ C_{pk}(F_p) \geq 1.67 \quad \text{(Pre-Shave State)} $$
This ensures that pitch errors are not a limiting factor for the final gear shaving process, allowing it to focus entirely on perfecting the profile and helix.
3. The Core: Controlling Shaving for Heat Treatment Compensation
This is where the ISO standard’s decomposition into slope and form becomes the guiding principle. The workflow is systematic:
- Batch Qualification: For each new batch of material, a sample lot is run through the entire process: hobbing -> gear shaving (with nominal cutter) -> heat treatment (carburizing and low-pressure carburizing with high-pressure gas quenching).
- Metrology & Analysis: The heat-treated gears are measured on a gear measuring center. The critical data extracted are the changes in profile slope $( \Delta f_{H\alpha} )$ and helix slope $( \Delta f_{H\beta} )$ from the pre-shave to post-heat-treat condition. The form deviations $(f_{f\alpha}, f_{f\beta})$ are also monitored but typically show less systematic shift.
- Cutter Regrinding/Correction: The measured slope deviations $\Delta f_{H\alpha}$ and $\Delta f_{H\beta}$ are used to mathematically modify the profile ground into the gear shaving cutter. If heat treatment causes a predictable “lean” of the tooth, the cutter is reground with an equal and opposite “pre-lean.” The modified profile function $P_{cutter}(x)$ becomes:
$$ P_{cutter}(x) = P_{nominal}(x) – k \cdot \Delta f_{H} $$
where $k$ is a process-specific damping/gain factor (often ~0.8-0.9) accounting for elastic effects during cutting.
This proactive compensation is the hallmark of an advanced gear shaving application. It turns heat treatment distortion from a random quality threat into a manageable, compensated variable.
4. Heat Treatment: Minimizing the Distortion to be Compensated
We employ low-pressure carburizing (LPC) with high-pressure gas quenching (HPGQ). Compared to traditional atmosphere carburizing and oil quenching, LPC/HPGQ offers superior reproducibility, no intergranular oxidation, and most importantly, significantly reduced and more predictable distortion. This synergy with the compensatory gear shaving process is powerful.
5. Production Monitoring and Sustainability
With the system characterized and cutters corrected, production runs with high stability. In-process control is lean and effective:
- Shaving Start-up: First-part-check on the gear measuring center (focus on $f_{H\alpha}$, $f_{H\beta}$).
- Run-time Monitoring: Process parameters (cutting force, acoustic emission) and simple functional checks (e.g., double-flank rolling test for $F”_i$) are used.
- Final Audit: A statistical audit of final, heat-treated gears (e.g., 0.5% frequency) confirms system health.
The efficiency is evident in tool life: one regrind of a radial gear shaving cutter can produce ~3,000 gears, and a cutter can be reground 10-12 times before disposal. This high utilization is a key contributor to the process’s low per-part cost.
Conclusion: Gear Shaving as a System Solution
The journey from a forged blank to a precision transmission gear is a symphony of interdependent processes. The modern ISO 1328-1 standard provides the precise language—specifically the decomposition of profile and helix into slope and form—to diagnose and control this system. The gear shaving process, particularly in its advanced radial form, is not merely a finishing step; it is the active control node. By integrating material science, predictive metrology, and CNC tool grinding, it allows us to pre-correct for the predictable effects of heat treatment.
For high-volume automotive transmission manufacturing, this makes gear shaving an unbeatable combination of precision, productivity, and cost-effectiveness. Its continued dominance and evolution are testaments to its fundamental engineering merits. As materials become even more consistent and digital twin simulations of distortion become more accurate, the potential for “first-part-correct” gear shaving will further solidify its role as the cornerstone of efficient, high-quality gear manufacturing for the automotive industry and beyond.