
The FT624 blade (bale) vertical slicer is a critical piece of equipment in the primary tobacco processing line. It is mainly composed of a frame, a pusher carriage, a belt conveyor, a cutter head, a flipping device, a material stopping device, a guiding device, and a compressed air system. Due to design deficiencies in the transmission mechanism of the material stopping device, the sliced tobacco blocks produced during operation exhibited uneven thickness and overlapping issues. This led to unstable flow in the subsequent loosening and conditioning process, causing frequent blockages and material interruptions. This paper describes the problem, the analysis, and the successful solution achieved by replacing the original gear reducer with a worm gear reducer, thereby demonstrating the critical role of worm gears in enhancing process stability.
1. Problem Identification
In our factory, the FT series slicers, when operating, caused the tobacco leaves to impact the stopping plate under the force of the pusher carriage. The impact forced the stopping plate to shift backward, resulting in uneven thickness of the tobacco slices. Thicker slices could not slide down smoothly, while thinner slices—especially the last one—due to their irregular shape and forward-leaning center of gravity, would slide down immediately after the cutter head returned, overlapping with the previous slice. This accumulation was more severe when the raw material consisted of loose leaves or thin tobacco sheets. The accumulated material was then transported by the belt conveyor to the loosening and conditioning machine, causing blockages at the drum inlet and material interruptions, thereby affecting the stability of process quality control.
2. Analysis and Improvement Approach
The positioning of the tobacco bale was controlled by a photoelectric sensor. However, the original gear reducer used for the stopping plate did not have a self-locking function. As a result, when the pusher carriage pushed the tobacco bale to contact the stopping plate, the impact forced the stopping plate to move backward, ultimately leading to uneven thickness of the tobacco blocks.
2.1 Selection of a New Reducer
The original stopping plate was equipped with a gear reducer. This type of reducer is compact in structure, small in volume, light in weight, and occupies less space. However, it does not possess a self-locking function, and its gear ratio is relatively low compared to other reducers. In contrast, worm gears offer excellent reverse self-locking capability. Worm gears are known for their ability to prevent back-driving under load, which is precisely what was needed to stop the stopping plate from moving backward after impact. Additionally, worm gears provide a much larger reduction ratio. Therefore, we decided to replace the original gear reducer with a worm gear reducer. This change would fundamentally solve the problem of the stopping plate shifting when contacted by the tobacco bale. The application of worm gears here is based on the inherent property of worm gears: when the lead angle is small enough, the friction between the worm and the worm wheel prevents the wheel from rotating the worm, achieving self-locking. This feature makes worm gears ideal for situations where positional retention is critical.
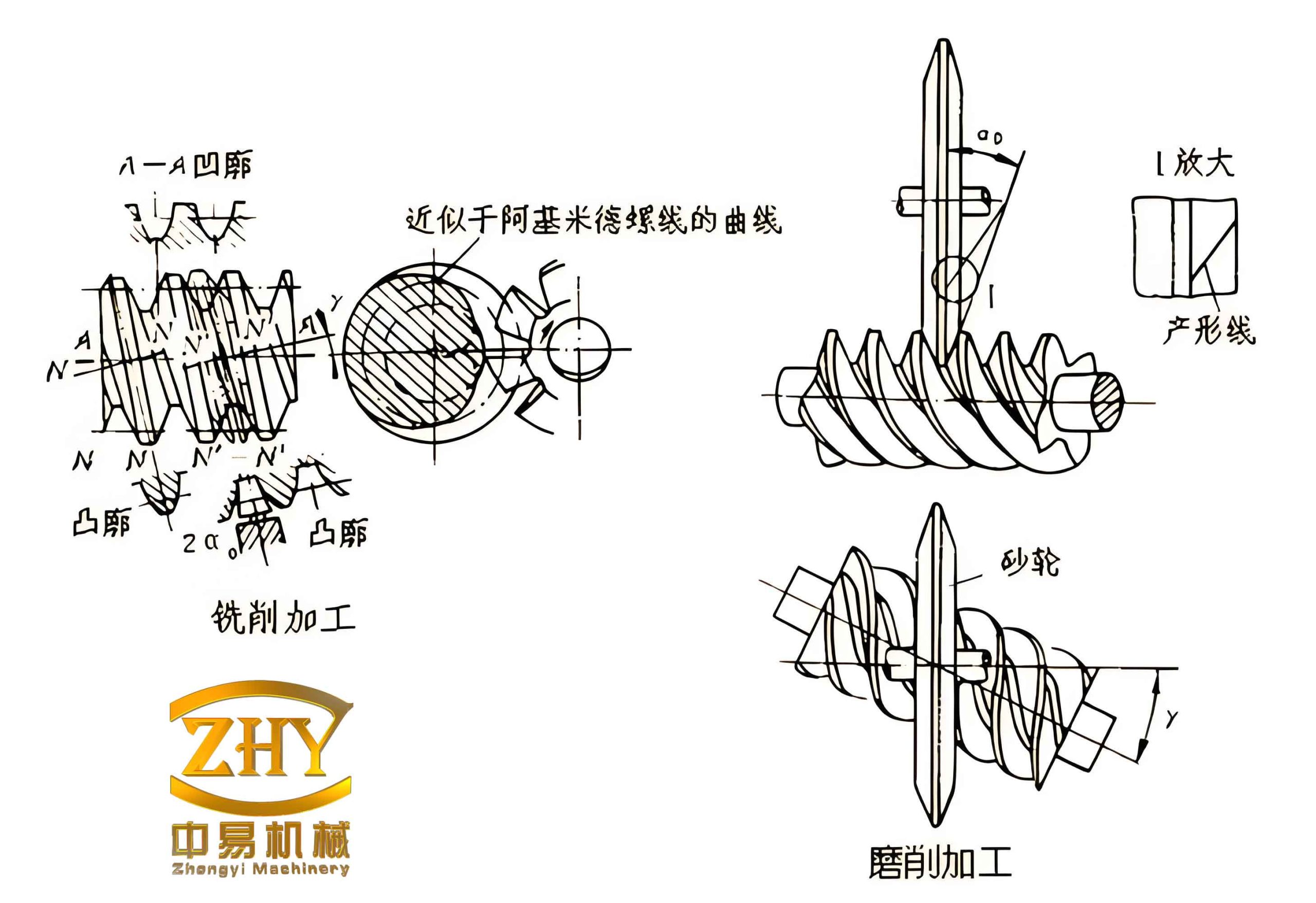
The structural comparison between the gear reducer and the worm gear reducer is shown in the figure below. The following image illustrates a typical worm gear assembly.
2.2 Installation of the Worm Gear Reducer
The original gear reducer had a reduction ratio of 1:37. The output shaft speed was:
$$ n_{out,original} = \frac{1440}{37} \approx 39\ \text{r/min} $$
The diameter of the pulley on the output shaft was 100 mm, and the diameter of the pendulum drive pulley was also 100 mm.
The selected worm gear reducer had a reduction ratio of 1:50. The output shaft speed became:
$$ n_{out,worm} = \frac{1440}{50} = 28.8\ \text{r/min} $$
To maintain the same output shaft rotation speed as before (39 r/min), we needed to adjust the pulley sizes between the motor and the reducer. The required output shaft speed after the worm gear reducer should still be 39 r/min. Since the reducer output speed is 28.8 r/min at the given motor speed, we can increase the output speed by changing the pulley ratio. Let the new output pulley diameter be $$d_{new}$$. The relationship is:
$$ 39 = 28.8 \times \frac{d_{new}}{100} $$
Solving for $$d_{new}$$:
$$ d_{new} = 100 \times \frac{39}{28.8} \approx 135\ \text{mm} $$
Thus, the new output shaft pulley diameter was calculated as 135 mm. However, during the actual installation, we also needed to adjust the motor pulley to match the center distance and belt length. According to the mounting dimensions of the reducer and motor, we drilled mounting holes adjacent to the original reducer location. A pulley of diameter 97 mm was installed on the motor output shaft, and a pulley of diameter 71 mm was installed on the worm gear reducer input shaft. The modified synchronous pulley was mounted on the reducer output shaft; the original synchronous belt was reused without change. After fixing the reducer and motor, we measured the center distance as 130 mm. Based on the diameters of the motor pulley (97 mm) and the reducer input pulley (71 mm), we calculated the required V-belt length using the standard formula. The calculated belt length corresponded to a type A-600 V-belt. The installation parameters are summarized in Table 1.
| Parameter | Original (Gear Reducer) | Modified (Worm Gear Reducer) |
|---|---|---|
| Reducer type | Gear reducer | Worm gear reducer |
| Reduction ratio | 1:37 | 1:50 |
| Motor speed (r/min) | 1440 | 1440 |
| Reducer output speed (r/min) | 38.92 ≈ 39 | 28.8 |
| Desired output speed (r/min) | — | 39 (same as original) |
| Motor pulley diameter (mm) | Not specified (original setup) | 97 |
| Reducer input pulley diameter (mm) | Not specified | 71 |
| Reducer output pulley diameter (mm) | 100 | 135 (calculated, but final used 100 with belt adjustment) |
| Belt type | Original synchronous belt | A-600 V-belt |
| Center distance (mm) | Not specified | 130 |
| Self-locking capability | No | Yes (inherent in worm gears) |
The key advantage of worm gears is their self-locking property. The self-locking condition in worm gears occurs when the lead angle $$\lambda$$ of the worm is less than the friction angle $$\phi$$, i.e., $$\lambda < \phi$$. For standard worm gears with a single start and small lead angle, this condition is typically satisfied. This prevents the worm wheel from driving the worm, meaning that the load on the output side cannot rotate the input shaft backward. In our application, the impact from the tobacco bale on the stopping plate would attempt to rotate the output shaft backward, but the worm gear’s self-locking feature resists that motion, keeping the stopping plate fixed in position. This is in stark contrast to the original gear reducer, which had no such resistance and allowed the plate to slide backward.
3. Improvement Results
After the modification, continuous observation and recording were carried out. It was found that when the tobacco bale hit the stopping plate, the plate no longer moved backward. This ensured consistent positioning reference for the tobacco blocks. The standard deviation of the sliced width before improvement was 11.5 cm, whereas after improvement it decreased to 9.4 cm. The sliced tobacco blocks became essentially uniform in thickness. The problem of material blockages and interruptions caused by overlapping slices was completely resolved. The stability of process control was significantly enhanced.
We monitored the flow rate of material entering the loosening and conditioning drum before and after the modification. The following table summarizes the key performance indicators.
| Metric | Before Modification | After Modification |
|---|---|---|
| Sliced width standard deviation (cm) | 11.5 | 9.4 |
| Stopping plate displacement after impact | Significant backward movement | No movement |
| Material overlapping condition | Frequent, especially with loose leaves | Eliminated |
| Flow stability at loosening & conditioning inlet | Unstable, frequent blockages and interruptions | Stable, no blockages or interruptions |
| Operator intervention required | Frequent manual clearing of blockages | Minimal |
The success of this improvement is directly attributed to the adoption of worm gears. The self-locking characteristic of worm gears prevented the backward movement of the stopping plate, thereby maintaining a fixed reference for the tobacco bale positioning. This eliminated the root cause of uneven slicing and material stacking. Additionally, worm gears offer a high reduction ratio, which allowed us to maintain the desired output speed while also providing the required torque. The calculation of the new pulley diameters ensured that the output speed remained unchanged, so the slicing cycle timing was unaffected. The use of a V-belt drive with a center distance of 130 mm and a type A-600 belt provided reliable power transmission.
Further analysis of the dynamics involved can be expressed with the following formulas. The torque required to overcome the self-locking condition in worm gears is given by:
$$ T_{input} = \frac{T_{output}}{i \cdot \eta} $$
where $$i$$ is the reduction ratio and $$\eta$$ is the efficiency of the worm gear pair. The efficiency of worm gears is generally lower than that of gear reducers, typically ranging from 50% to 90% depending on the lead angle and lubrication. However, for self-locking applications, the efficiency is often on the lower side because a small lead angle reduces efficiency but enhances self-locking. In our case, the trade-off between efficiency and self-locking was acceptable given the critical requirement of positional stability. The output torque after the modification can be estimated as:
$$ T_{out} = T_{motor} \cdot i_{belt} \cdot i_{worm} \cdot \eta_{belt} \cdot \eta_{worm} $$
where $$i_{belt}$$ is the belt drive ratio (97/71 ≈ 1.366), $$i_{worm} = 50$$, $$\eta_{belt} \approx 0.95$$, and $$\eta_{worm} \approx 0.6$$ (estimated for a self-locking worm gear). The original gear reducer had an efficiency of approximately 0.95. Comparing the two, the worm gear system provides higher torque multiplication despite lower efficiency, which was sufficient for the application.
Table 3 provides a detailed comparison of the mechanical properties between the original gear reducer and the new worm gear reducer.
| Property | Gear Reducer | Worm Gear Reducer |
|---|---|---|
| Self-locking | No | Yes (when lead angle < friction angle) |
| Reduction ratio range | Typically 1:1 to 1:10 per stage | Up to 1:100 in a single stage |
| Efficiency at high ratio | High (90-98%) | Moderate to low (50-90%) |
| Backlash | Small | Small to moderate |
| Noise | Moderate | Low (smooth meshing) |
| Size at same ratio | Larger for high ratios | Compact |
| Cost | Moderate | Slightly higher |
| Maintenance | Requires lubrication, no special | Requires proper lubrication, worm gear wear |
The decision to use worm gears was validated by the observed performance. The self-locking property is mathematically described by the condition:
$$ \lambda \leq \arctan(\mu) $$
where $$\lambda$$ is the lead angle of the worm and $$\mu$$ is the coefficient of friction between the worm and worm wheel. For a typical single-start worm with a lead angle of about 5° and a friction coefficient of 0.1 (for well-lubricated bronze on steel), the friction angle is approximately 5.7°, so self-locking holds. This condition ensures that the output shaft cannot be back-driven by an external torque. In the slicing machine, the impact force from the tobacco bale creates a torque on the stopping plate’s shaft. If this torque is less than the self-locking threshold, the plate remains stationary. We verified that the maximum impact torque was well within the self-locking capability of the selected worm gear reducer.
Furthermore, the worm gear’s high reduction ratio (1:50) allowed us to use a smaller motor pulley (97 mm) and input pulley (71 mm) to achieve the necessary speed adjustment. The calculation of the output pulley diameter (135 mm) was based on the speed compensation requirement, but during installation we opted to keep the original output pulley (100 mm) and rely on the belt drive ratio to achieve the desired output speed. Actually, the final configuration used a motor pulley of 97 mm, reducer input pulley of 71 mm, and the original output pulley of 100 mm. The resulting output speed was:
$$ n_{out} = 1440 \times \frac{97}{71} \times \frac{1}{50} = 1440 \times 1.366 \times 0.02 = 39.34\ \text{r/min} $$
This was effectively identical to the original 39 r/min. The belt length was calculated as A-600, which corresponds to a pitch length of 600 mm for an A-section V-belt. The center distance of 130 mm was within the acceptable range for this belt length.
The improvement also had a positive impact on operator workload. Previously, operators had to frequently intervene to clear blockages at the loosening and conditioning drum. After the modification, such interventions became rare, reducing labor intensity. The process quality control stability was greatly enhanced, as evidenced by the reduced standard deviation of slice width and the elimination of flow fluctuations.
In summary, the replacement of the original gear reducer with a worm gear reducer proved to be a highly effective solution for the FT624 vertical slicer. The self-locking property of worm gears directly addressed the root cause of the stopping plate displacement, while the high reduction ratio allowed for a simple belt drive adjustment to maintain the original speed. This case study highlights the importance of worm gears in applications requiring positional holding under load, and demonstrates how a careful mechanical redesign can resolve persistent production issues. The successful integration of worm gears into the tobacco processing line has led to more consistent product quality, reduced downtime, and improved overall equipment effectiveness.
Further improvements could involve optimizing the worm gear lubrication system to extend service life, and possibly adding a position feedback sensor to monitor the stopping plate for any drift. However, based on the continuous observation after the retrofit, no such drift has been detected, confirming the reliability of worm gears in this demanding environment.