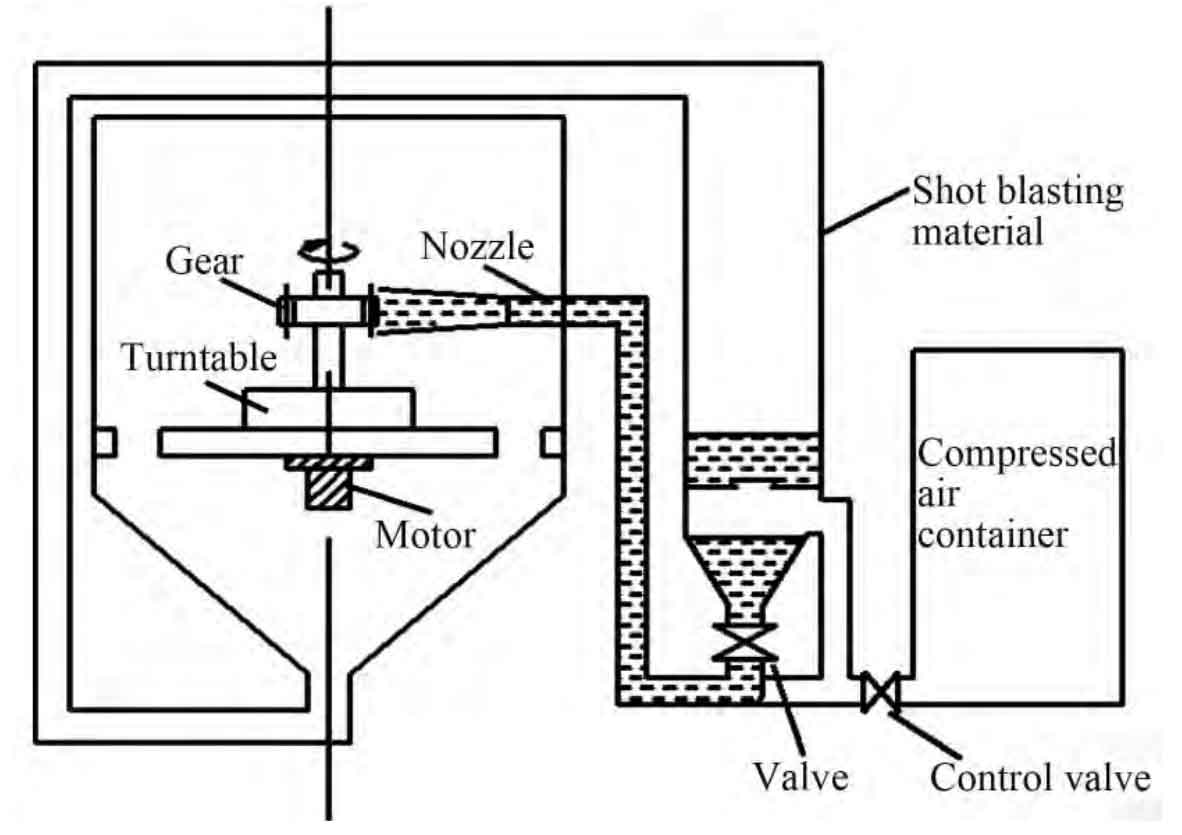
In the research of surface strengthening technology for bending fatigue strength of automobile gears, Japan has studied and developed various forms of gear surface shot peening strengthening technology. As shown in Figure 1, it is the schematic diagram of shot peening strengthening on the surface of automobile gear.
Mazda Automobile Company of Japan first researched and developed the high-pressure nozzle shaped automobile gear surface strong shot peening technology. Under the condition of room temperature, the high hardness cast steel shot is made by nozzle shot peening machine with excellent controllability( Φ 0.4 ~ 0.6 mm) impact the surface of automobile gear at high speed under high pressure, so that the tooth surface is strengthened at the moment of repeated heating and quenching, and the residual compressive stress near the surface of automobile gear is significantly increased, so as to inhibit the progress of fatigue crack. Figure 2 shows the use of Φ The residual compressive stress distribution near the surface of the tooth surface of 0.6 mm steel shot after surface shot peening under different pressure conditions, and the hardness of the tooth surface also has a certain work hardening.
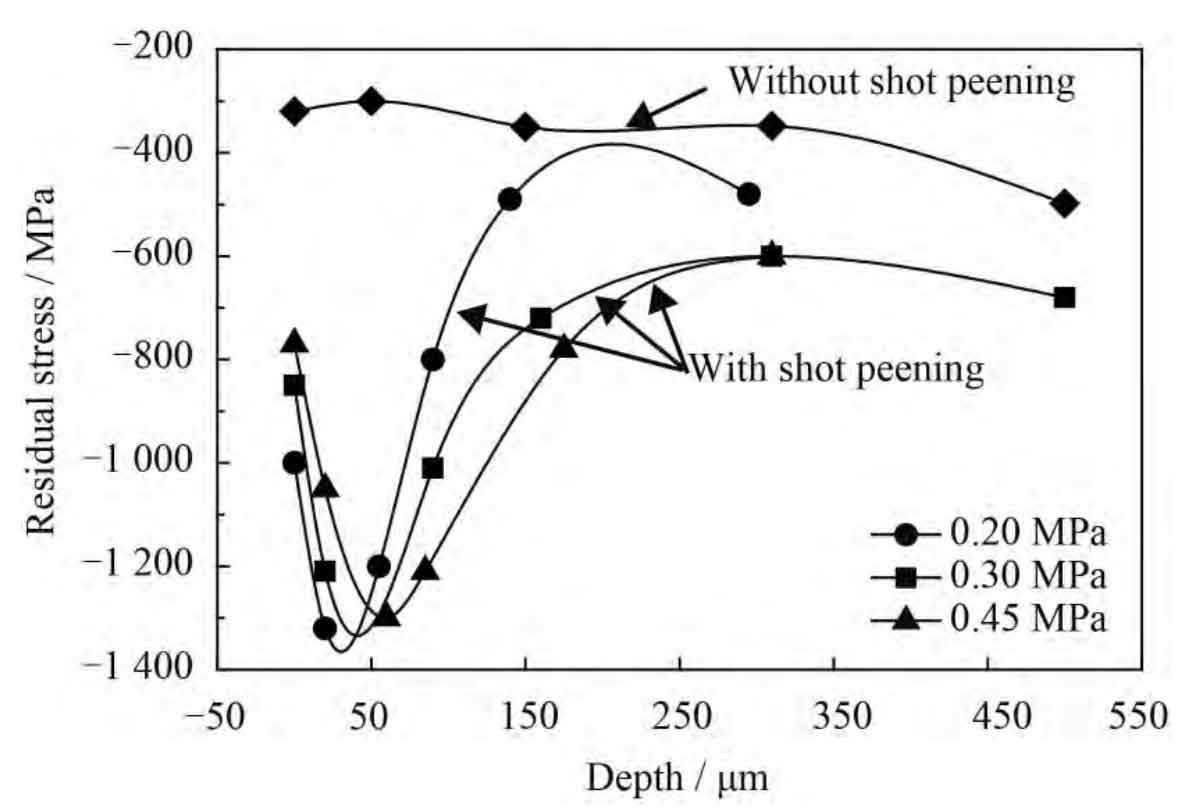
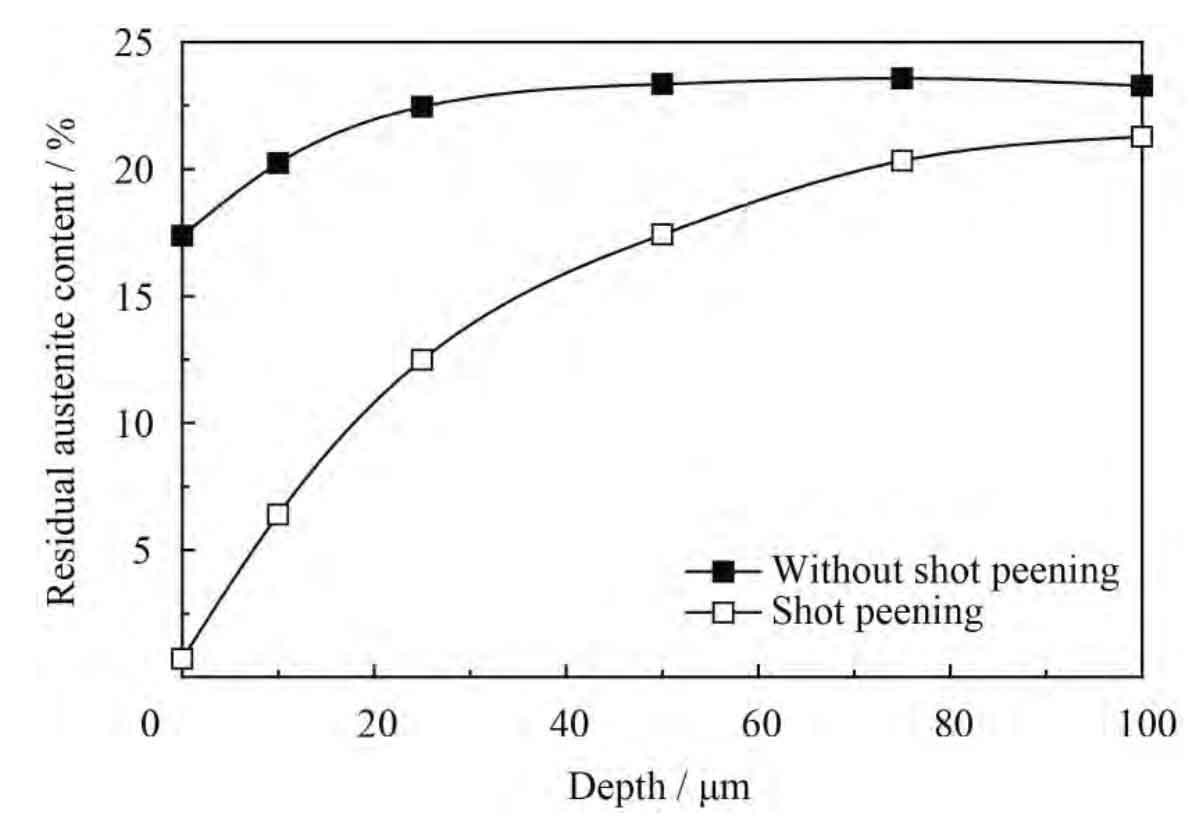
Figure 3 shows the comparison of the variation curve of residual austenite content with depth on the surface layer of low-carbon alloy steel automobile gears after strong shot peening and before shot peening. Before shot peening, the mass fraction of austenite in the surface layer is about 20% ~ 25%. During shot peening, austenite is transformed into martensite, and the surface layer is 0 ~ 50% μ The mass fraction of austenite in M is 0.3% ~ 12%. Generally, under the same other conditions, the greater the shot peening strength is, the deeper the transformation of residual austenite into martensite is, and the more the transformation of residual austenite into martensite is; That is, the shot peening strength is directly proportional to the transformation depth and amount of martensite.