
The biting conditions of the above rolling ring can only ensure that the cylindrical gear enters the driving roller for stable rotation, and can not determine the effect of thinning the wall thickness and increasing the radius in the process of rotation. In order to ensure the occurrence of this phenomenon, the rolling conditions must be met. Rolling through refers to the deformation in the plastic deformation area. Compliance with the rolling through conditions is the inevitable requirement for the ring rolling deformation of the blank. Among them, the rolling conditions of cylindrical gear are as follows:

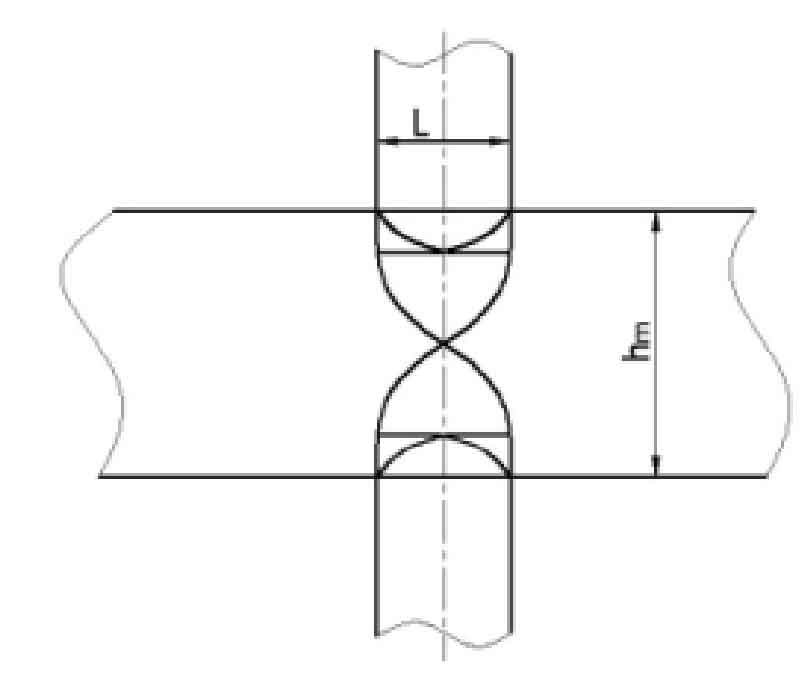
This formula shows that in order to roll the ring into the required shape, the feed rate per revolution must not be less than Δ Hmin, the feed rate per revolution of the cylindrical gear is the largest at the beginning. With the continuous increase of the radius and the gradual thinning of the wall thickness, the feed rate decreases accordingly. That is to say, as long as the rolling conditions are met at the beginning, the stable ring rolling can be ensured in the whole process. Among them, the mechanical model meeting the rolling penetration is shown in the figure.
From the formula, we can see the influencing factors of the cylindrical gear rolling through. The rolling through conditions are related to the inner and outer circle diameter of the cylindrical gear. When the inner circle diameter r of the cylindrical gear remains unchanged, the larger the outer circle diameter R is, the larger the Δ The smaller Hmin is, the more unfavorable it is for ring rolling. Therefore, reducing the wall thickness of cylindrical gear is conducive to meet the rolling conditions, and is more conducive to the smooth forming of cylindrical gear.
Therefore, in the whole ring rolling process, as long as the design of forming die is correct and the setting of operating parameters meets the above two conditions, the required formed cylindrical gear can be produced.