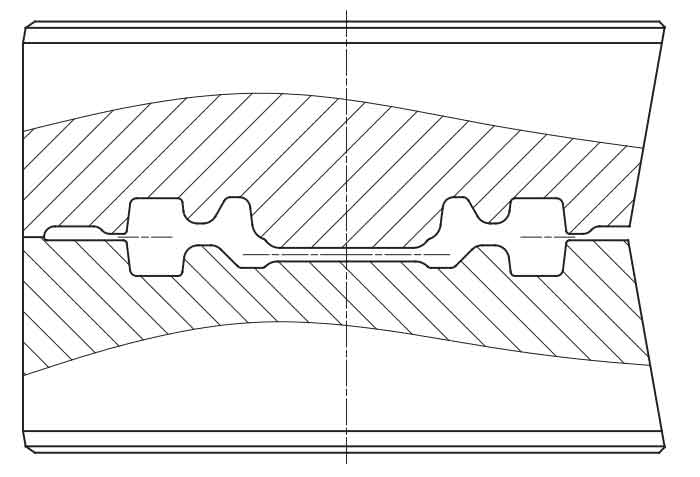
Forging process flow of two shaft gear forgings: blanking with band saw( φ 85mm round steel) → heating in medium frequency induction furnace → upsetting and forming on program-controlled hammer. The insert die is shown in Figure 1.
There are three factors that can lead to gear forging folding in the forging process of general gearbox gear forgings.
① The creases on the steel surface and the folding defects of gear forging remain on the forging surface to form folding;
② The end face of the blank produced by blanking is inclined, the end face is bent or burred, and the end face is concave or convex;
③ During forging, various factors lead to abnormal metal flow such as convection and reflux, resulting in gear forging folding.
Steel surface quality
The burr generated between rolls during rolling will form creases and folds on the pressed surface during subsequent rolling. If it is not cleaned in time before forging, it will remain on the forging surface and form gear forging folds. However, because the surface defects of steel exist randomly on the sawed blank and have no fixed position, it will not lead to the forging and folding of gears with fixed position and distributed along the circumference like two-axis gears.
Blanking process
If shearing blanking is used for steel blanking, the end face of the blank will be inclined, bent, concave, convex or burr on the edge of the end face, and the gear forging folding at the fixed position will be formed during subsequent forging. The steel used for the second shaft gear forging is φ For 85mm 20CrMnTi round steel, sawing method is adopted for blanking, there are no above shear blanking defects, and the blank end face is flat (Fig. 2), which will not leave gear forging folding on the forging. Abnormal flow during upsetting and forming, unreasonable design of die cavity will often lead to abnormal flow of metal during forging, resulting in gear forging folding. General unreasonable designs include: too small convex fillet, too small die angle, improper parting position, etc. the hot forging of two shaft gear is shown in Figure 3.
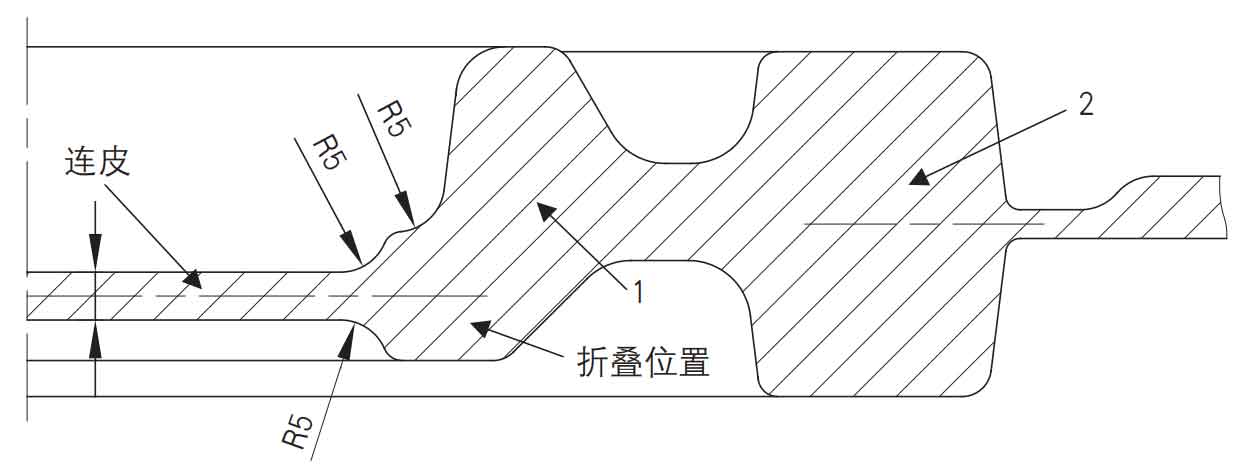
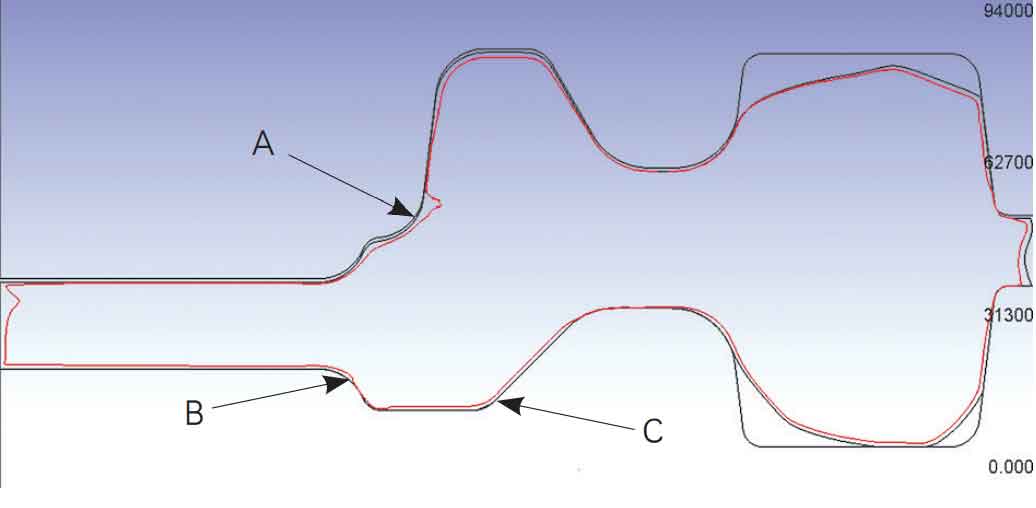
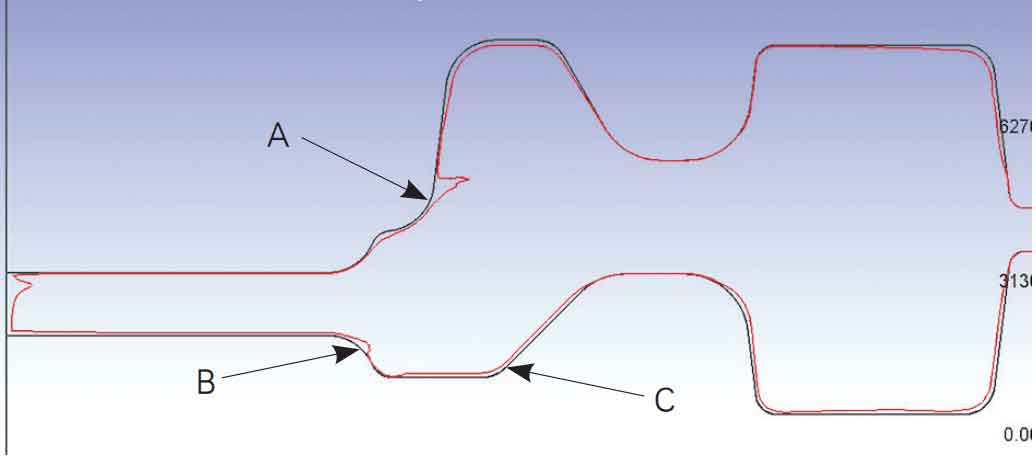
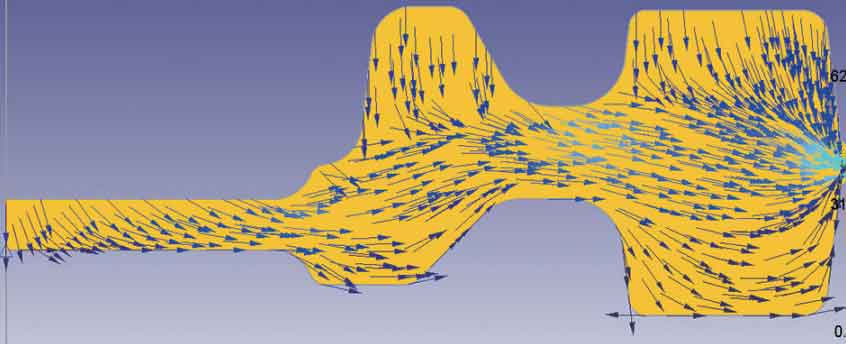
The volume of the skin is too small, while the volume of the part 2 on the outside of the web is larger. The forging of two shaft gear is directly formed by final forging after upsetting on the hammer. There is no pre forging and material division step, so the metal volume can not be reasonably distributed. This will lead to different flow rates and filling at various parts. The volume at the skin connection is the smallest, and the material flow is the most intense, followed by Part 1 and finally part 2. In addition, R5 at 3 hot forgings is slightly smaller and is not easy to metal flow. Deform 2D is used to simulate the final forging process of the blank after upsetting in the die on the hammer. The rate vector diagram is shown in Fig. 4, the streamline at 0.5mm from the surface layer when it is not filled is shown in Fig. 5, and the streamline at 0.5mm from the surface layer after filling is shown in Fig. 6. Figure 6 shows that there is a trend of gear forging and folding at both a and B. Fig. 4 shows that there is also obvious reflux at a, and there is no gear forging folding defect in actual production, thanks to the large fillet here, which is conducive to metal flow. It can be seen that when the medium cavity in Figure 5 is not full, the gear forging folding trend is not obvious; After filling, the metal at position C rarely flows to the outside of the web, while the metal flow rate from the connecting skin to position C is very high, and it is subject to large resistance at the junction. The metal flows obliquely upward and outward according to the minimum resistance, which drives the surface metal at the connecting skin and the junction to be drawn into the interior. When the impact force is large and the deformation rate is greater, the gear forging folding will move outward to position C, This is the folding position of the two shaft gear forging.
Therefore, it can be determined that the reason for the forging folding of the two shaft gear is that the metal flowing out of the final forging connecting skin is not smooth, which drives the surface metal to be drawn into the forging, forming the forging folding of the gear.