
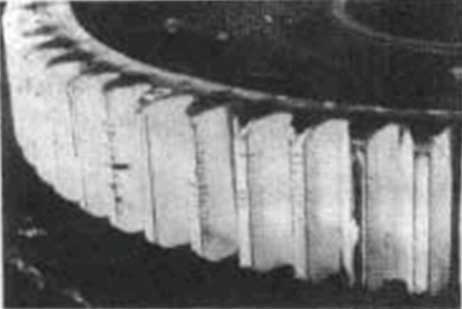
Features: produced during quenching, most of them are hairy and sometimes self expanding. Some of the cracks are along the radius of the root fillet, some are at the two end faces of the tooth, some pass through the top of the tooth or exist at the junction of the surface hardening layer and the center of the end face of the tooth. There are often traces of corrosion or oxidation at the initial part of larger cracks. Quenching cracks may not be seen until the gear has been used for some time. It is often the root cause of other forms of damage, such as fatigue tooth breakage.
Cause: it is mainly due to excessive internal stress during quenching. It is usually caused by improper quenching process, such as over heating, over quenching and over slow quenching. The crack on the end face of the tooth is usually caused by the incongruity of the phase transformation at the interface between the hardened layer and the center.
Preventive measures: according to the gear material, size, structure and working requirements, formulate reasonable quenching process procedures, and strictly control them to prevent the quenching speed from being too high or too low, and the quenching temperature from being inappropriate. The gear after quenching shall be strictly inspected.