
In order to clearly see the deformation process of inner and outer teeth in the forming process of spur gear in one picture, the simulation results are mirrored.
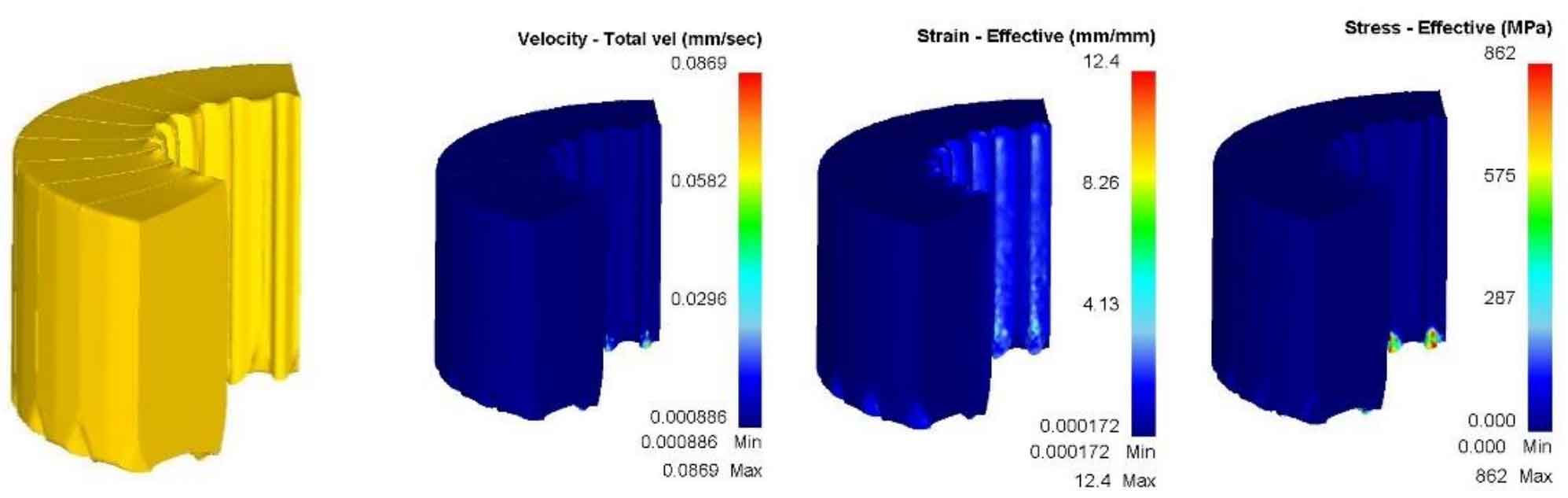
Inner hole of the upper end face of the ring blank of the spur gear is in contact with the inner tooth punch, and outer circle of the lower end face is in contact with the outer tooth concave die. The punch presses the straight tooth cylindrical gear blank downward, and the split metal at the head of the inner tooth punch flows to both sides. The straight tooth cylindrical gear blank is squeezed by the inner tooth punch and moves downward as a whole. At the same time, it is subjected to the reaction force of the outer tooth female die, and the head of the female die also begins to split the metal to flow to both sides. Fig. 1 shows the initial contact state between the external tooth concave die and the internal tooth punch and the straight cylindrical gear blank when the internal and external teeth are extruded together.

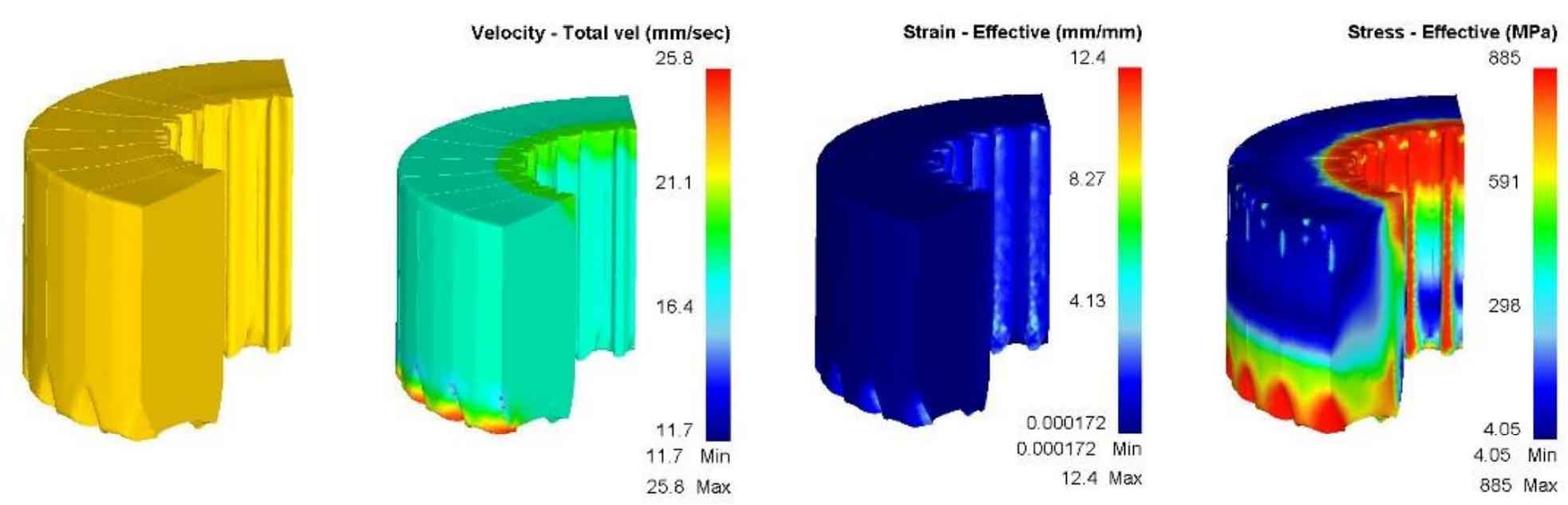
The internal tooth punch continues to split and extrude the straight tooth cylindrical gear metal blank downward. Because the upper end face of the straight tooth cylindrical gear blank is not constrained, the metal flows upward to produce small flanging. The resistance of the punch and die head to split and extrude the blank metal gradually increases with the increase of deformation. When the inner tooth punch head is completely split into the straight tooth cylindrical gear metal blank, the outer tooth die head is just in the initial splitting stage. When the internal tooth punch continues to extrude, the forming load remains stable, which can not provide greater forming load for external tooth splitting extrusion. At this time, the straight cylindrical gear blank no longer moves downward as a whole, and the internal tooth punch enters the stage of stable extrusion forming of internal teeth. At this time, the metal of spur gear blank only produces a certain flow below the action area of internal tooth punch. Fig. 2 shows the state when the internal and external teeth are extruded together and the internal teeth are stably formed.

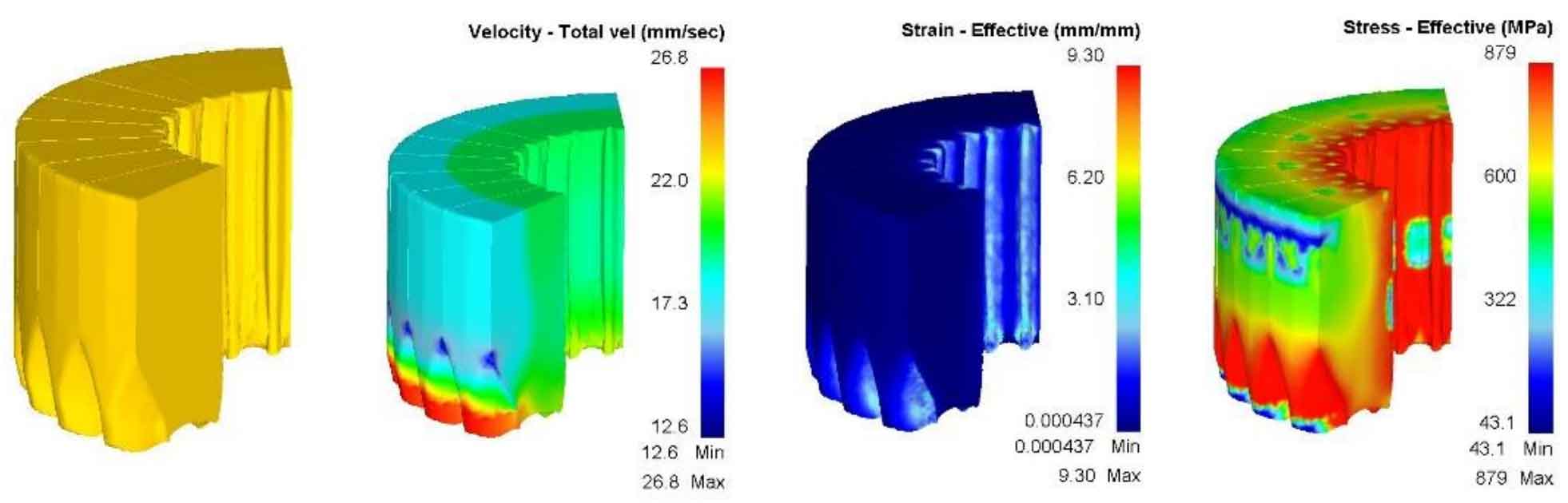
The internal teeth are stably extruded by the internal tooth punch until the end of the straight cylindrical gear blank. When the head of the internal tooth punch splits and extrudes the straight tooth cylindrical gear blank close to the lower end face, the metal flow on the lower end face is not constrained, part of the metal flows radially to produce reaming, and the excess metal forms longitudinal burr to flow out. Figure 3 shows the end state of internal and external teeth extrusion and internal teeth forming.
The inner tooth punch continues to go down, and the step surface first contacts the flanging formed on the upper end face of the spur gear blank when forming the inner tooth, and the flanging is smoothed, resulting in plastic deformation of the inner tooth on the upper end face. With the increase of the forming load of the internal tooth punch, it continues to drive the straight tooth cylindrical gear blank to move downward as a whole. The straight tooth cylindrical gear blank continues to split and squeeze the metal by the reaction force of the external tooth female die head, and the metal on both sides of the female die head produces violent flow. Figure 4 shows the same extrusion of inner and outer teeth and split extrusion of outer teeth.
When the straight cylindrical gear blank is extruded downward, the metal in the outer ring of the straight cylindrical gear blank is blocked by the tooth shape structure of the outer tooth female die, and the flow rate is obviously lower than that in the inner ring. The blank of spur gear gradually enters the forming area through the die splitting and extrusion area. At this time, the extrusion deformation and forming load tend to be stable, and the external teeth begin to form stably. When the outer teeth are formed, the deformation is large, resulting in serious plastic deformation of the inner teeth in the corresponding area. Figure 5 shows that the internal and external teeth are extruded together, and the external teeth are in a stable forming state.
When the spur gear blank enters the forming area through the female die splitting and extrusion area, the lower end face is in a free state, the resistance of metal downward flow is far less than that of radial flow filling the tooth top, and the tooth top of the outer tooth has a collapse angle. When the outer teeth are extruded, the inner teeth in the corresponding area also undergo plastic deformation. Due to the joint action of flanging, outer tooth forming and mandrel constraint, the inner tooth profile has been completely closed. Because the internal tooth punch is a simple flat punch, it does not process the corresponding external tooth profile structure. At the end of forming, the blank of spur gear does not completely form the external teeth, and a large amount of cutting allowance is reserved. Figure 6 shows the end state of extrusion of internal and external teeth.

Due to the severe plastic deformation of the internal teeth during the co extrusion of the internal and external teeth, the simulation of the external tooth finishing has lost its significance, so the simulation analysis is no longer carried out.