
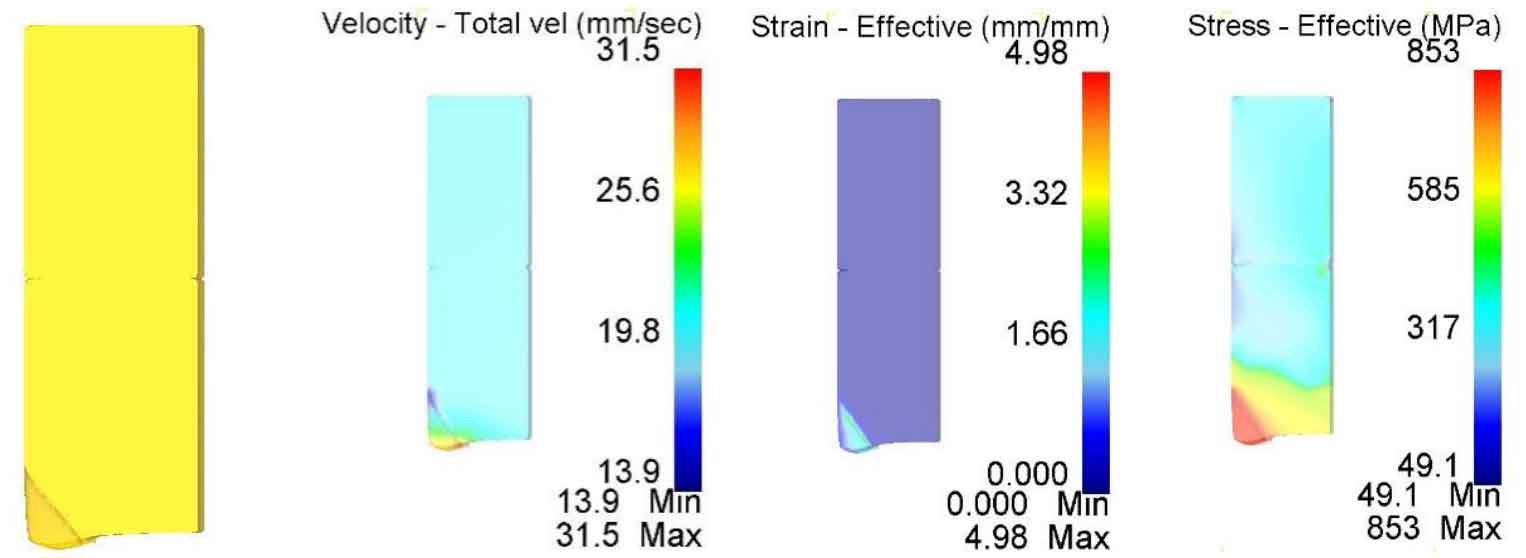
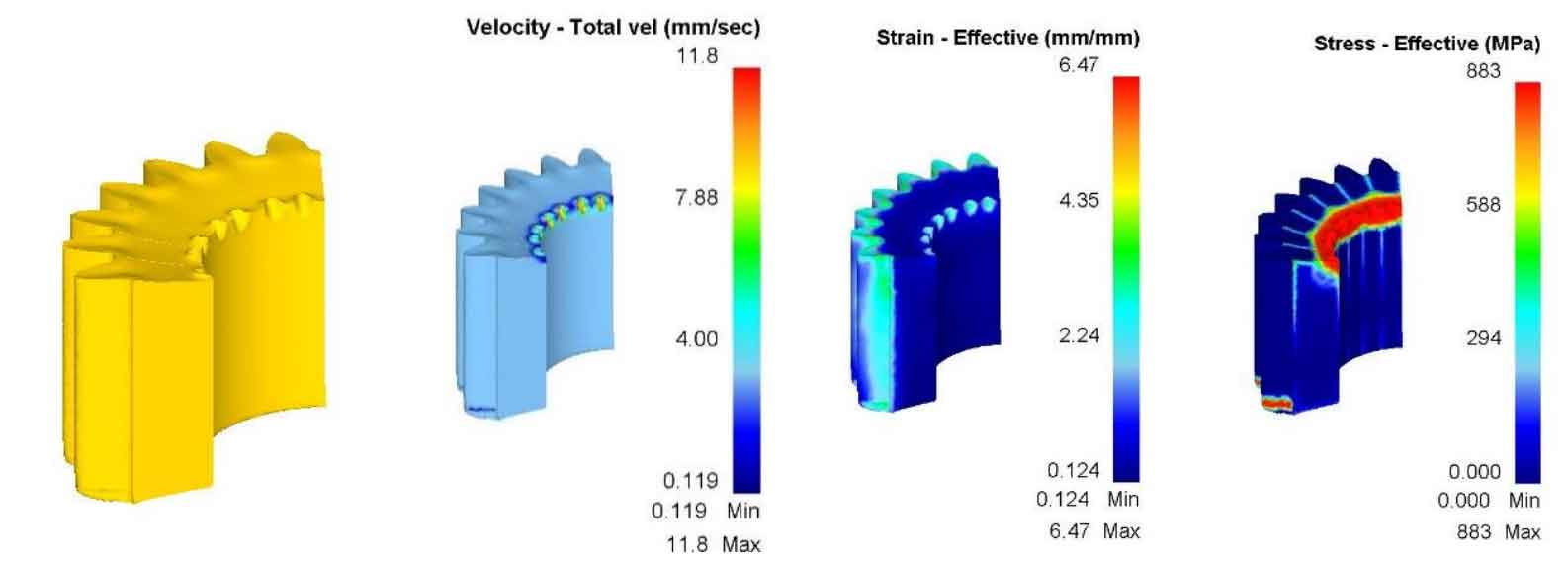
Stack two spur gear ring blanks into the outer tooth female die sleeve, and insert the spur gear ring blank with the extrusion flat punch with mandrel downward with the press until the step surface contacts the upper blank. The upper blank is extruded downward by the flat punch. Due to the joint constraints of the female die sleeve, the flat punch core bar and the lower blank, the upper blank has only slight plastic deformation. The two spur gear blanks move downward at a speed slightly less than that of the press, and the tooth head of the external tooth female die reacts on the lower blank and begins to split and squeeze. When the spur gear blank is initially in contact with the head of the splitting and extrusion area, the flow rate is slow. Due to the streamlined design of the head of the splitting and extrusion area of the external tooth female die, the friction resistance during forming is greatly reduced. Once the spur gear blank is split, the metal flows rapidly along both sides of the splitting surface, and enters the forming area first, resulting in convex on the lower end face of the part. Figure 1 shows continuous extrusion and external tooth splitting extrusion.
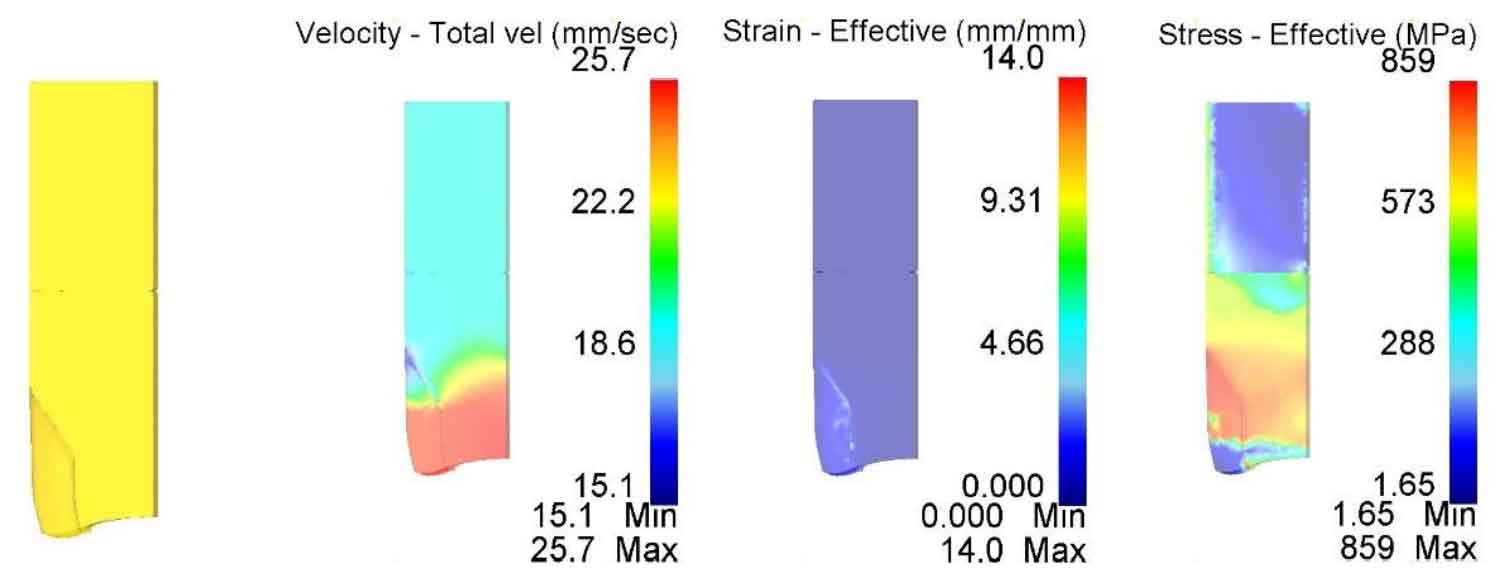
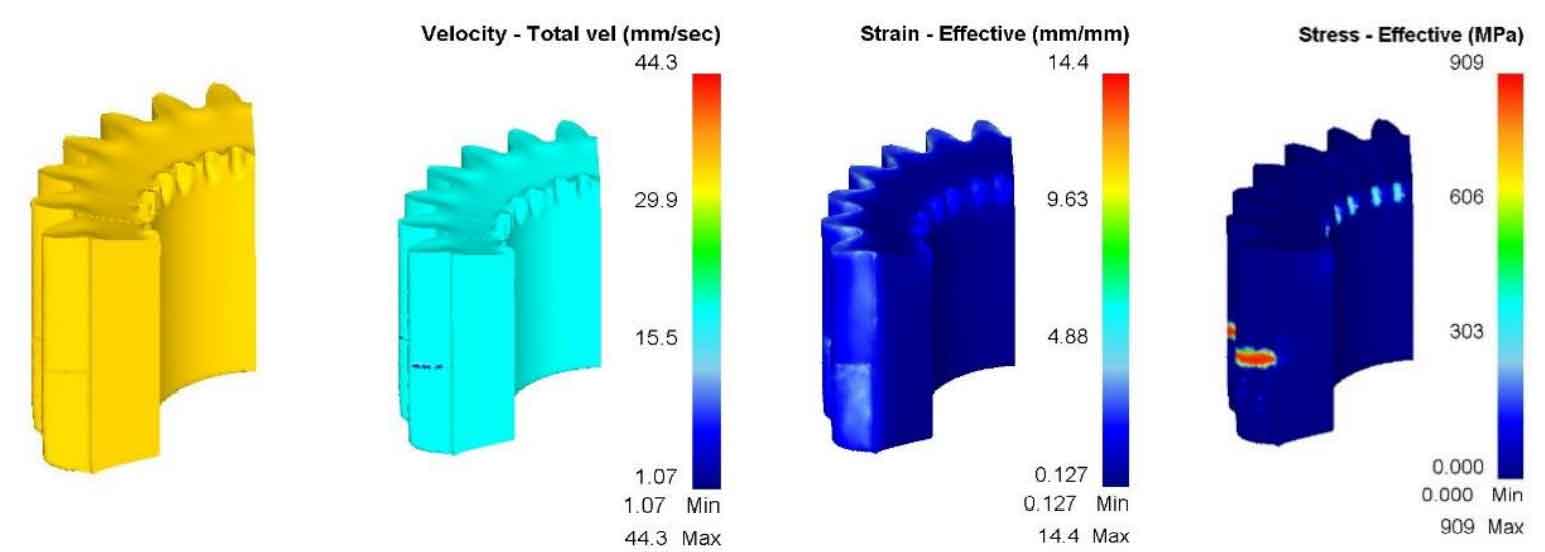
The spur gear blank enters the forming area through the splitting and extrusion area. The lower end of the spur gear blank is in a free state. The resistance of metal downward flow is far less than that of radial flow filling the tooth top, and the tooth top of the outer tooth produces collapse angle. After the lower end blank completely passes through the female die splitting and extrusion area and the forming area, it enters the stable forming external tooth stage. At this time, the upper end blank moves downward at a constant speed, and the metal flow velocity at the action part of the lower end blank and the splitting and extrusion area is slow. After entering the forming area, the end of the whole spur gear blank rigidly translates the forming external tooth downward at approximately the same speed. However, when the external teeth are stably formed, the friction resistance between the spur gear blank and the external tooth cavity is significantly greater than that between the blank and the mandrel, and the flow velocity in the inner ring of the spur gear blank is significantly greater than that in the outer ring. Figure 2 shows continuous extrusion and stable forming state of external teeth.
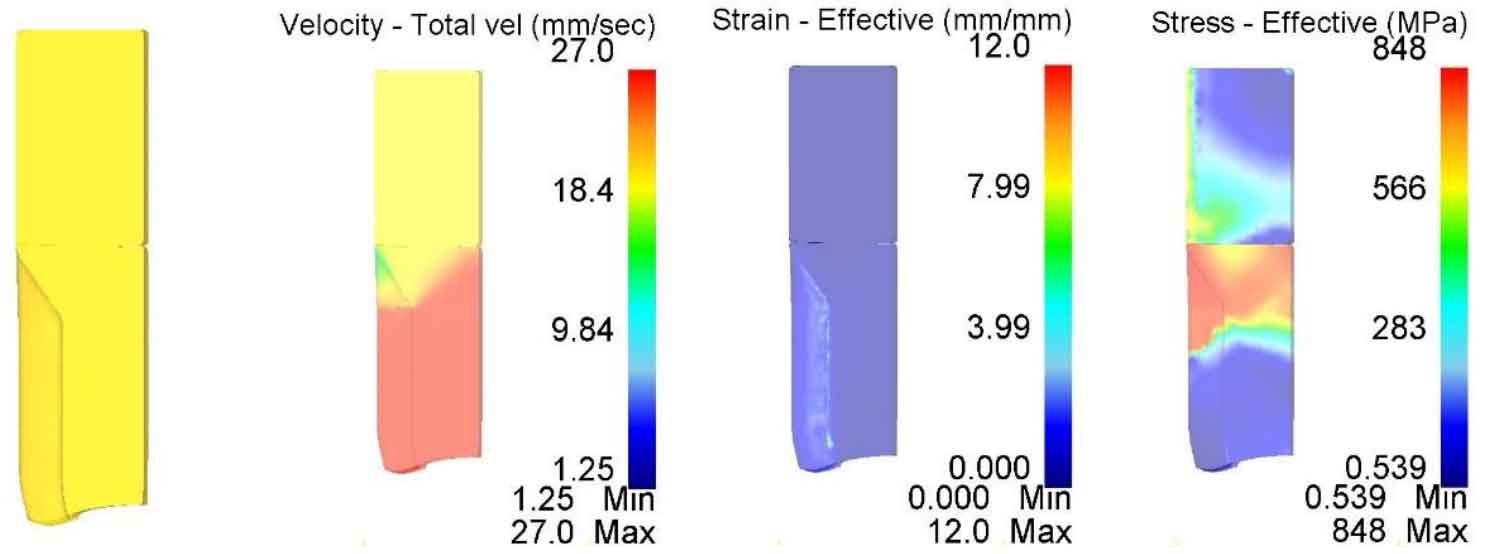
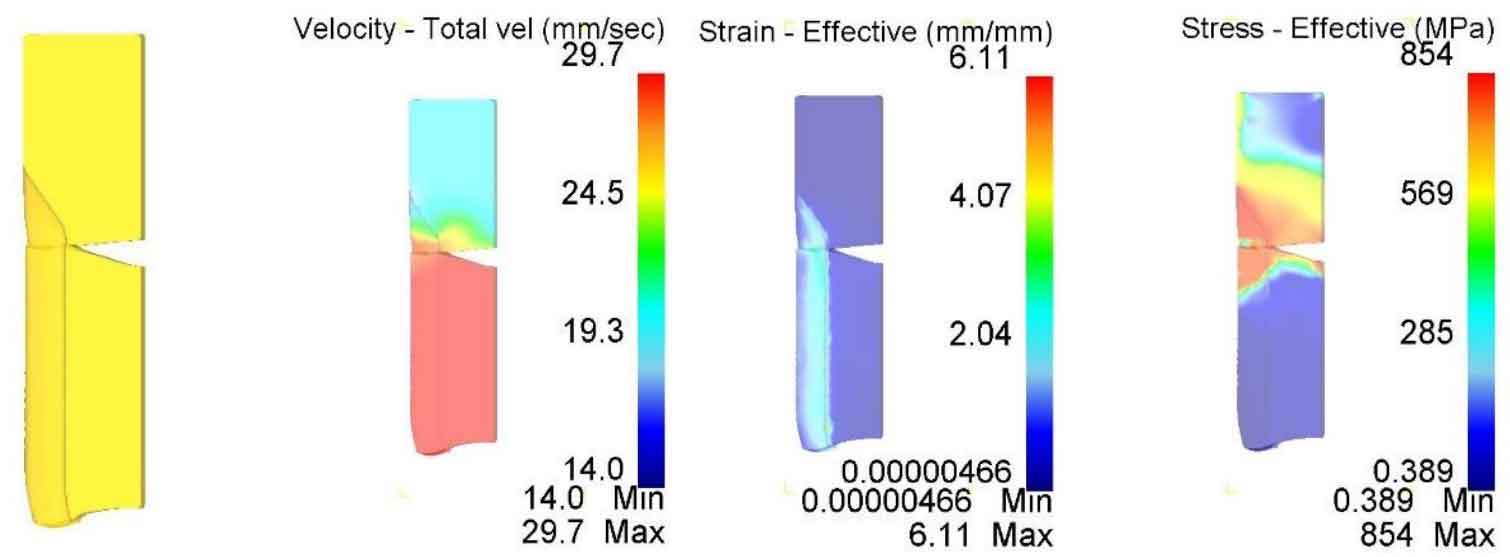
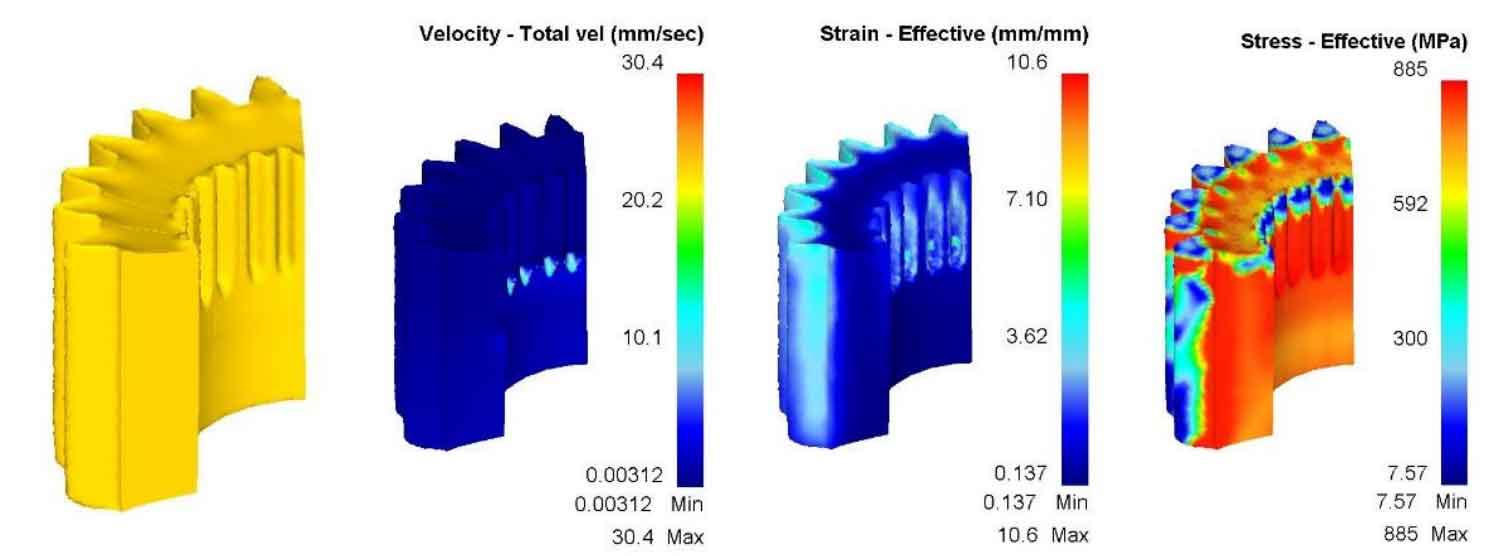
The external teeth are stably formed until the split metal at the head of the external tooth female die approaches the end of the lower blank. At this time, the flow speed in the split extrusion area of the outer ring of the lower blank is significantly lower than that of the inner ring. The metal flow speed of the inner ring is fast and begins to separate from the upper blank. Figure 3 shows the initial separation state of spur gear blank after continuous extrusion.
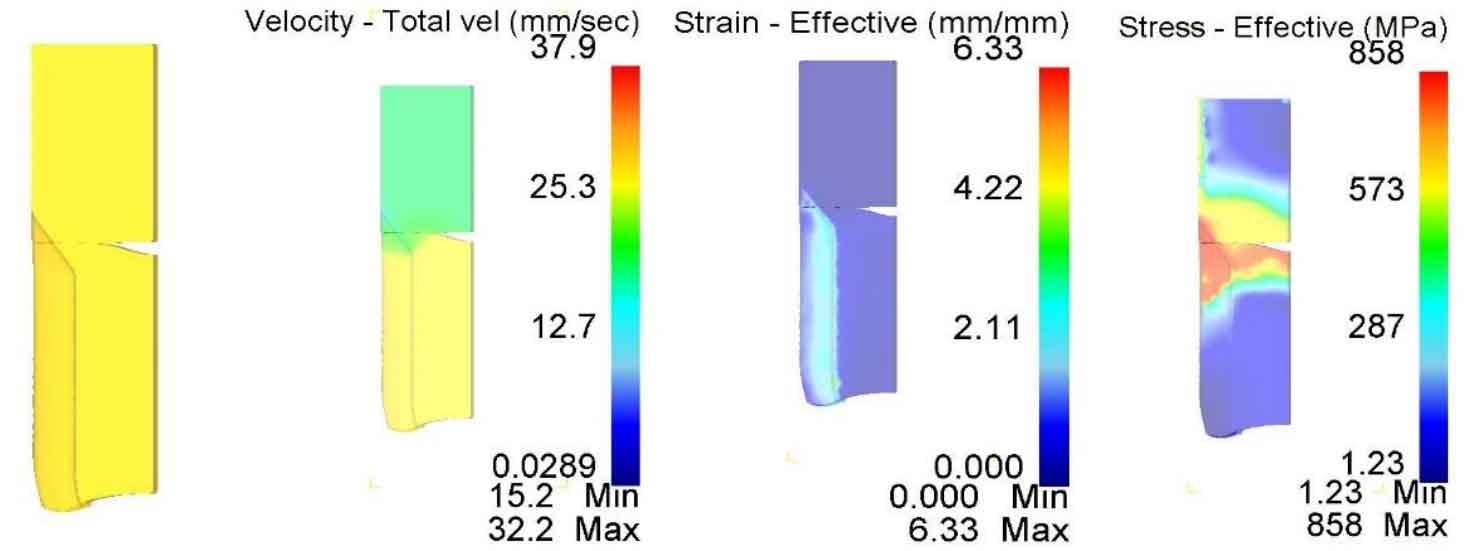
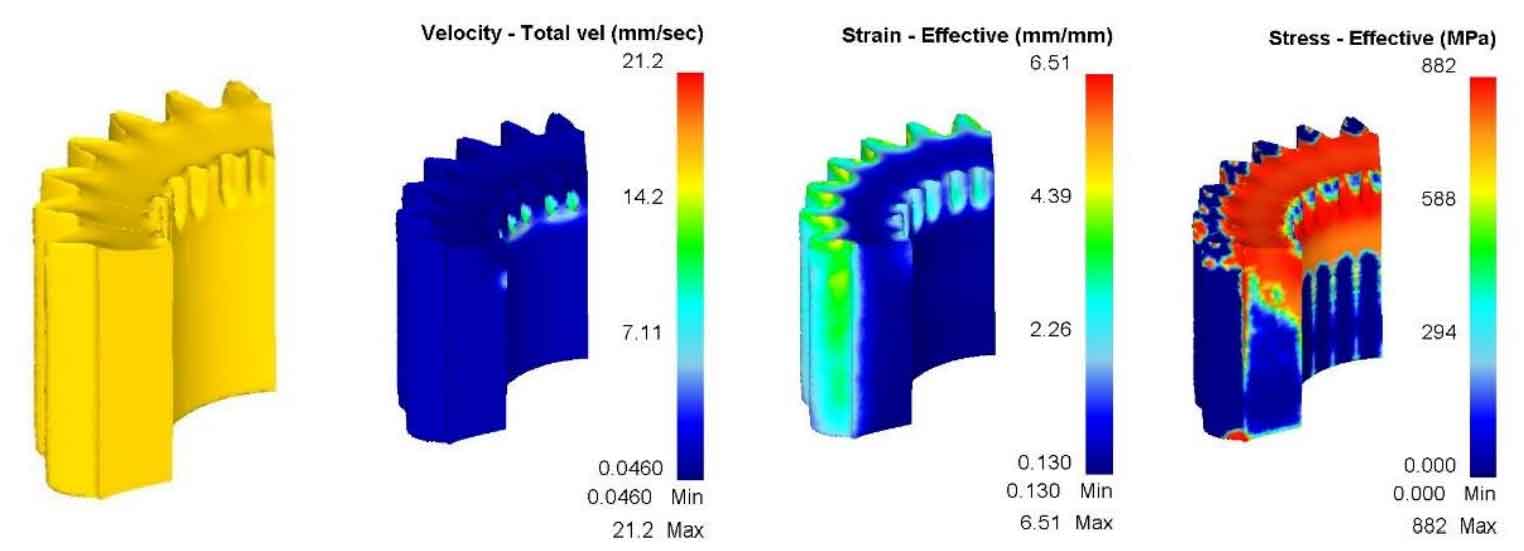
The spur gear blank is extruded and continues to go down, and the end of the lower blank and the head of the upper blank are in the splitting extrusion area at the same time. The outer ring metal of the lower blank is affected by the friction resistance of the outer tooth concave model cavity, resulting in the flow velocity difference between the inner and outer ring metal and shrinkage cavity on the upper end face. When the upper end blank is split extruded, the end of the lower end blank is still in the split extrusion area, which is equivalent to providing a certain back pressure for the split extrusion of the upper end blank, preventing the rapid flow of metal after the upper end blank enters the split extrusion area from producing large bulges, and improving the radial filling capacity of the tooth shape. Figure 4 shows the continuous extrusion and simultaneous splitting extrusion of double blanks of spur gear.
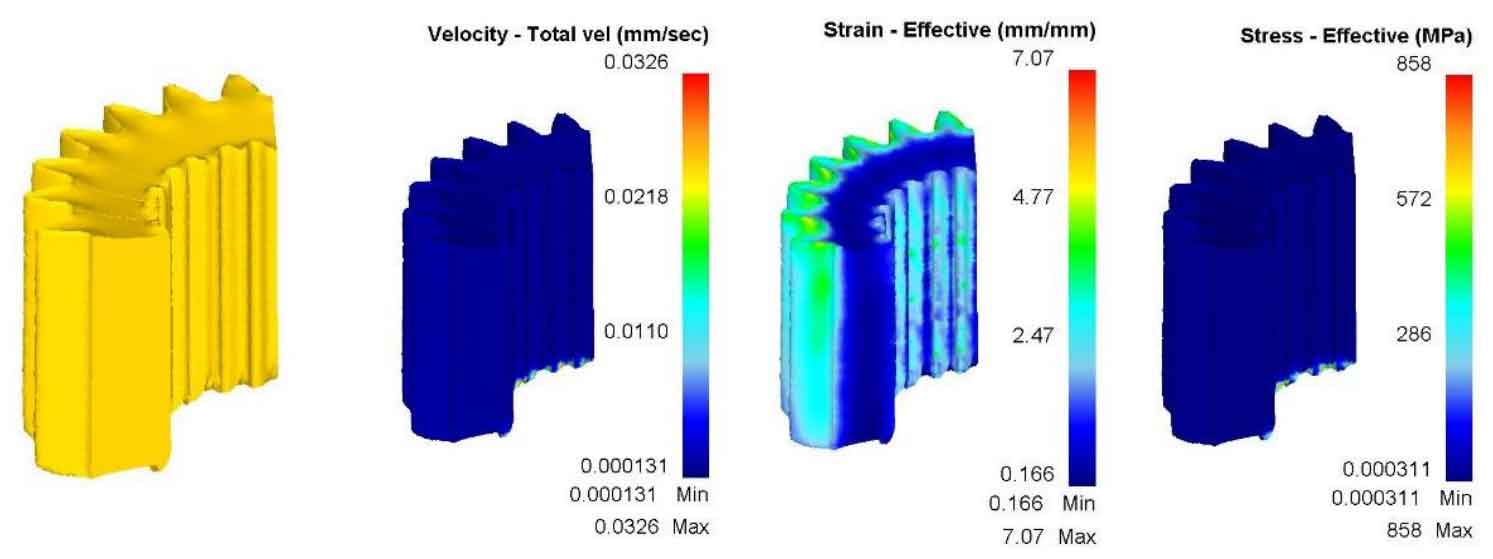
When the flat punch extrudes the upper blank into the forming area through the splitting extrusion area, the upper blank pushes the lower blank out of the splitting extrusion area and enters the forming area. The metal flow velocity of the lower blank of the spur gear tends to be uniform. At this time, the shrinkage hole generated by the lower blank of the spur gear will not continue to increase. At this time, the punch unloading return, add a new blank and reload. The lowest blank is pushed out of the concave mold cavity at a stable speed. The intermediate blank starts to enter the stable forming stage of outer teeth, and the whole forming process is repeated to realize continuous extrusion. Figure 5 shows the end state of continuous extrusion and single continuous extrusion.
In order to clearly see the deformation process of finishing outer teeth and forming inner teeth in one picture at the same time, the simulation results are mirrored. During continuous extrusion, the first part has no back pressure and serious forming defects. Taking the blank of the second spur gear as the research object, the analysis and research of finishing the external teeth and forming the internal teeth at the same time are carried out.
Put the second spur gear blank formed by continuous extrusion into the tooth guide sleeve of the finishing female die, the end of the outer tooth is in contact with the finishing die opening, and the downward guide area of the inner tooth punch is inserted into the inner hole of the part until the head of the inner tooth punch is in contact with the blank, and the extruded blank of the punch head is plastically deformed, Because the upper end face of spur gear blank is in a free state and constrained by the guide area of internal tooth punch, the metal flows upward to form small flanging. The punch drives the spur gear blank to move downward into the die finishing area, and the metal flow rate on the corresponding tooth surface is relatively slow and small plastic deformation occurs. Figure 6 shows the initial contact state of finishing the outer teeth and forming the inner teeth at the same time.
In the initial stage of extruding blank by internal punch of spur gear, there is little difference between the deformation and forming load of external gear finishing and internal gear forming, and the external gear finishing and internal gear forming are carried out at the same time. When the internal tooth punch continues to split and squeeze the internal teeth downward, the forming load of the formed internal teeth is greater than that of the finishing external teeth. The punch drives the spur gear blank to move downward as a whole, and the external teeth are finished first. Figure 7 shows the stable finishing state of external teeth when finishing external teeth and forming internal teeth at the same time.
The internal tooth punch drives the spur gear blank downward for stable finishing. When the internal tooth punch extrudes and forms the intersection between the internal tooth and the finishing external tooth area, the metal flow is blocked during the spur gear blank finishing, resulting in accumulation on the tooth surface, resulting in the increase of forming force. The internal tooth punch continues to extrude and form the internal tooth and complete the finishing of the whole external tooth at the same time. The metal on the tooth surface at the end of the external tooth flows upward to produce longitudinal burrs. Fig. 8 shows the finishing state of the outer teeth when finishing the outer teeth and forming the inner teeth at the same time.
The internal tooth punch drives the blank to continue downward until the lower end face of the blank contacts the bottom of the finishing die. The blank of spur gear remains fixed, and the internal tooth punch moves downward to extrude the blank and form internal teeth stably. At this time, the metal of spur gear blank only produces a certain flow in the action area of internal tooth punch. Fig. 9 shows the stable forming state of the inner teeth when finishing the outer teeth and forming the inner teeth at the same time.
The internal teeth are stably extruded by the internal tooth punch until the end of the spur gear blank. When the head of the internal tooth punch splits and extrudes the spur gear blank close to the lower end face, the metal flow at the internal tooth forming part of the lower end face is not constrained, a part of the metal flows radially to produce reaming, and the excess metal forms longitudinal burrs to flow out. The internal tooth punch stops moving and exits the finishing die back. At the same time, the lower ejection will complete the external tooth finishing and the ejection of internal tooth forming parts. Figure 10 shows the forming completion state when finishing the outer teeth and forming the inner teeth at the same time.