
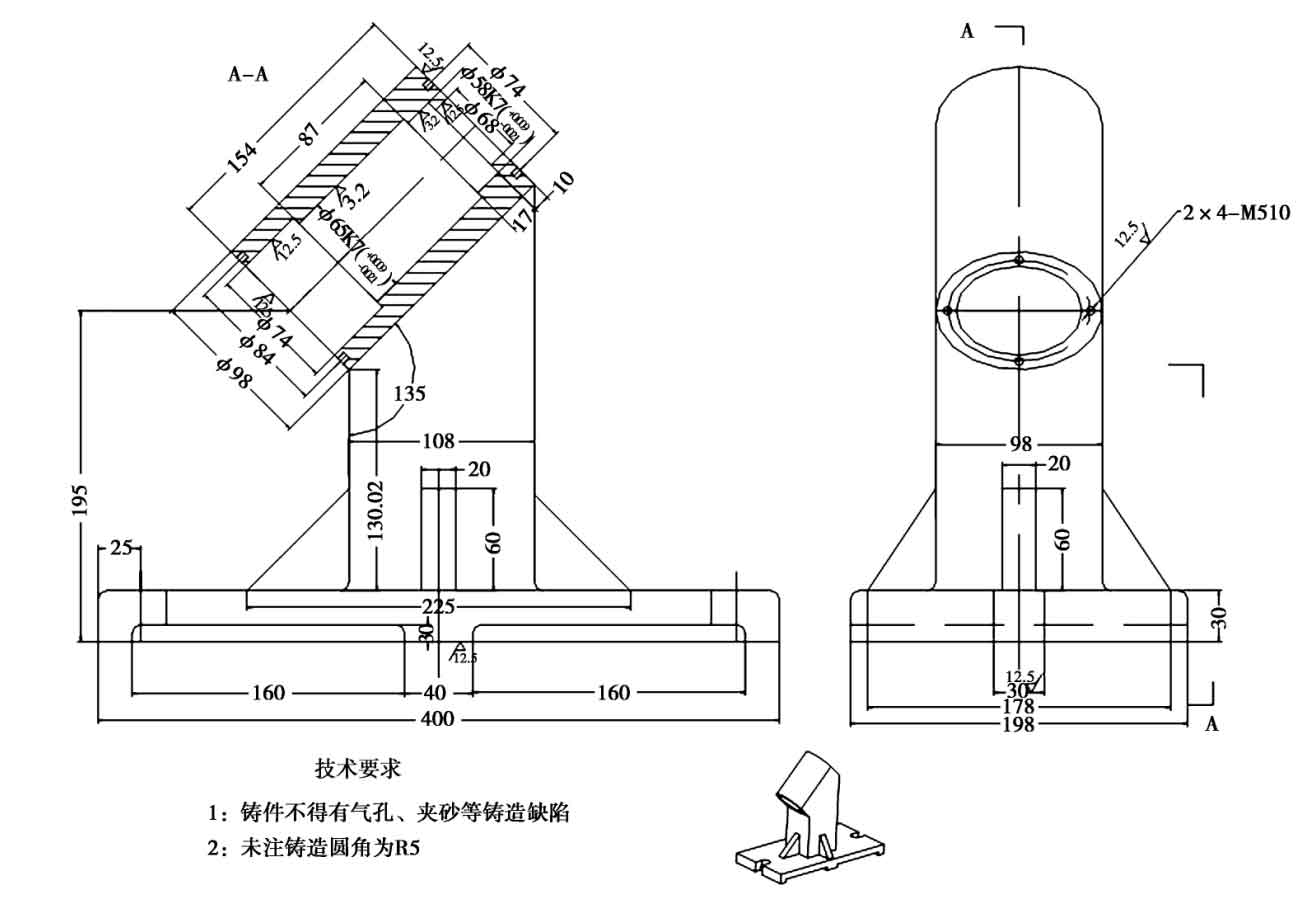
(1) bearing pedestal. The design of the bearing seat is shown in Figure 1. This part is the basic part of the tooling, on which the static indexing plate, cover plate, bolt, bearing and other parts are assembled respectively. In order to ensure the dimensional accuracy and position accuracy of the workpiece, the bearing pedestal design is marked with the dimensional accuracy of the mounting bearing 61809 hole Φ 58k7, because the accuracy of the outer circle of the bearing is a positive tolerance, the fit between the bearing hole and the bearing is an interference fit; The dimensional accuracy of bearing 61810 hole is Φ 65k7. Since the accuracy of the outer circle of the bearing is a positive tolerance, the fit between the hole for installing the bearing and the bearing is an interference fit Φ 58K7、 Φ The surface roughness of 65k7 hole is RA3 2. Fine boring shall be arranged for the process. HT200 gray cast iron is selected as the bearing seat material for annealing treatment. The blank is required to be free of casting defects such as porosity and shrinkage porosity, so as to ensure that the bearing seat has certain mechanical strength and vibration damping.
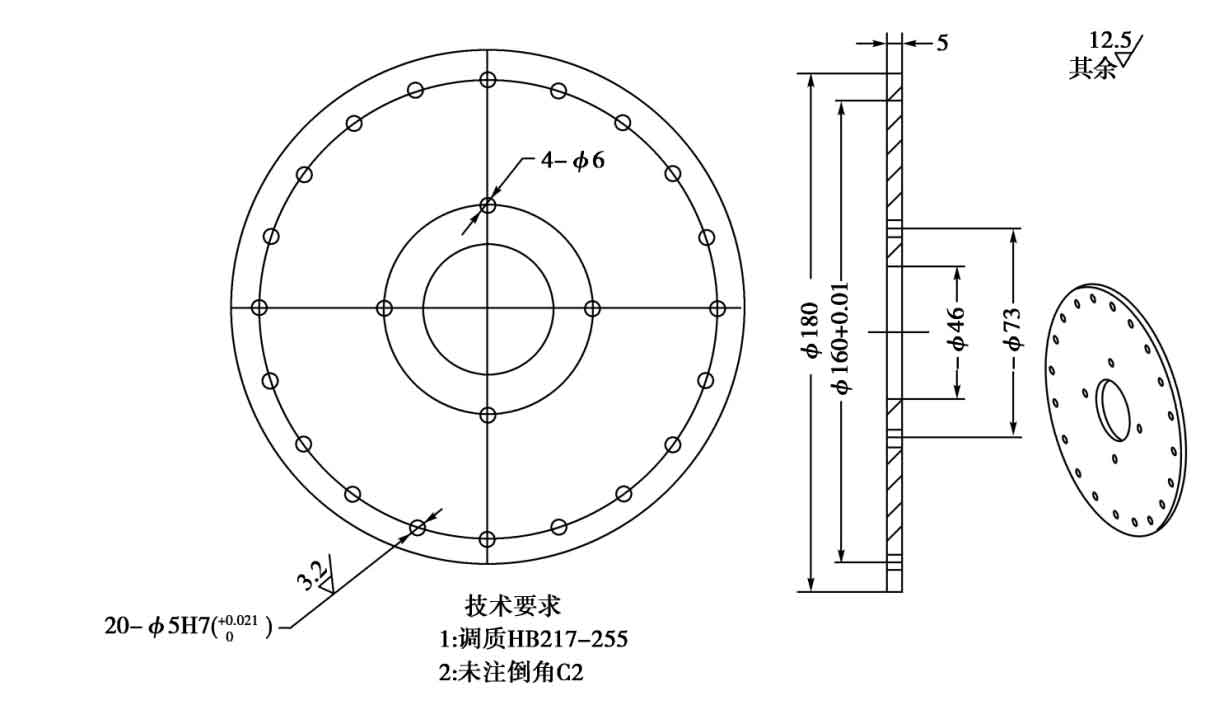
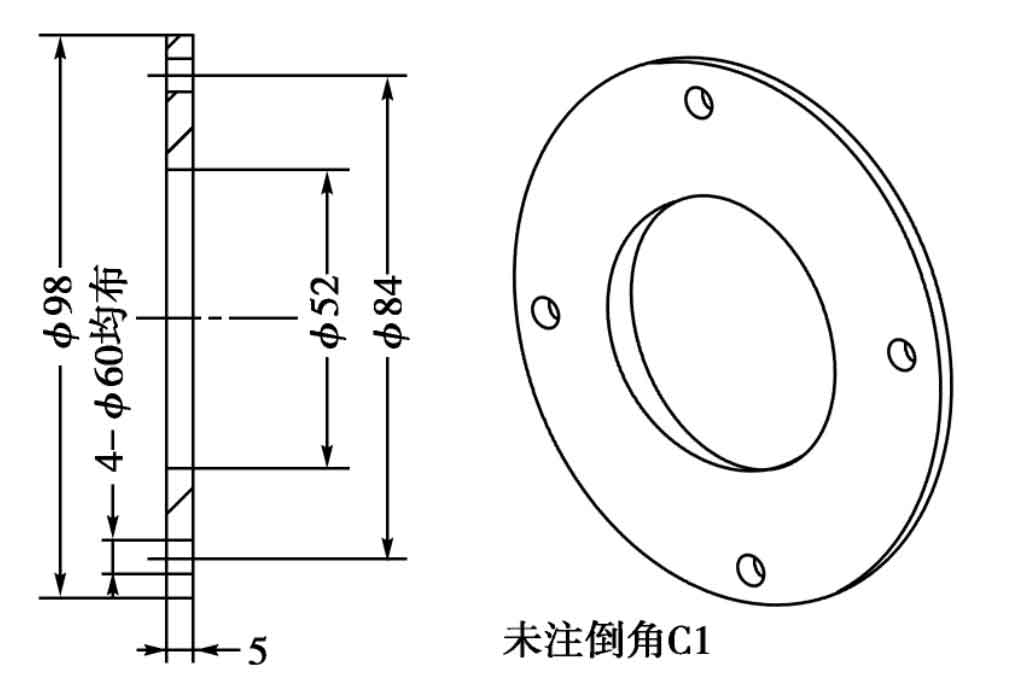
(2) static indexing disc. The design of static indexing disc is shown in Figure 2. This part is used for indexing and positioning of workpiece and is connected with bearing seat, bolt and bolt. There are 20 in the design of static indexing disc- Φ 5H7 pin hole tolerance requirements, because the pin excircle tolerance is Φ 5g6, so the fit between the indexing pin hole of the static indexing plate and the bolt is clearance fit, which is convenient for the assembly, disassembly and positioning of the bolt; 20- Φ The diameter of 5H7 pin hole is Φ 160 ± 0. 01, so the process needs to be arranged to process 20 at the last clamping in the machining center- Φ 5H7 pin hole. 20- Φ The surface roughness of 5H7 inner hole is RA3 2. Therefore, reaming shall be arranged for the process. The material of the static indexing plate is 45# medium carbon quenched and tempered structural steel, which has high strength, good machinability, toughness, plasticity and wear resistance after quenching and tempering treatment.
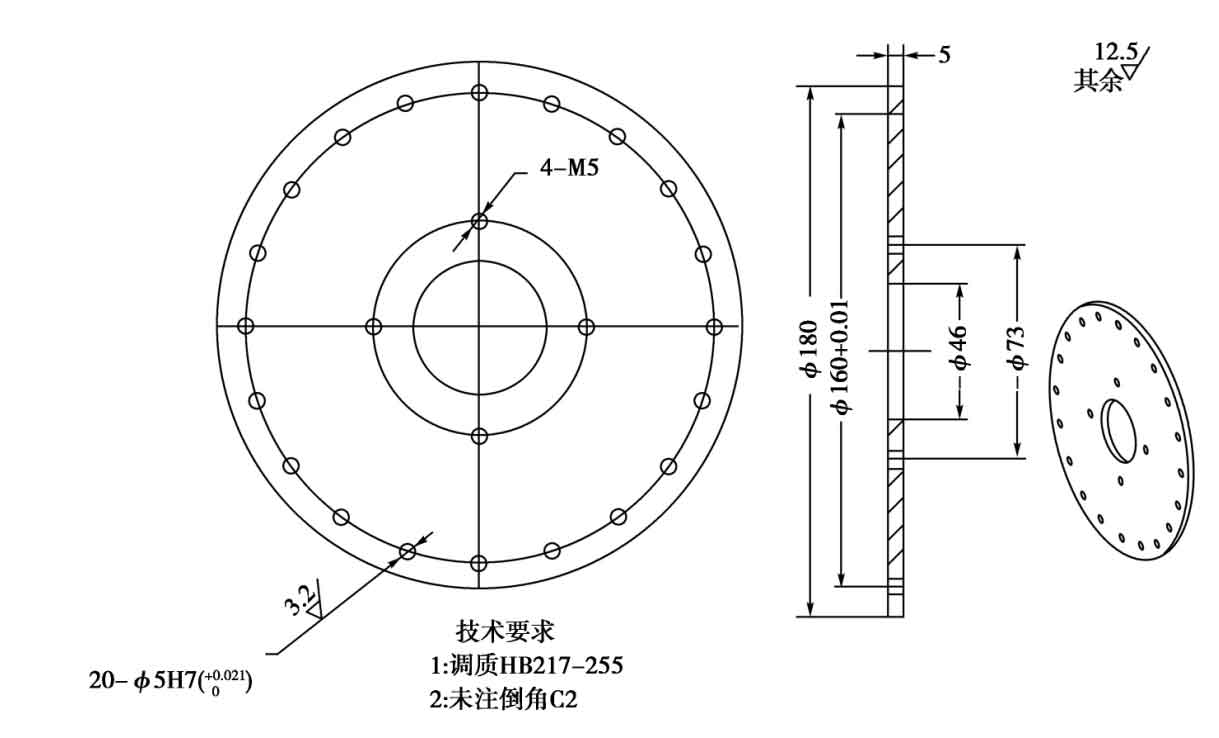
(3) move the indexing disc. The design of the moving indexing disc is shown in Figure 3. This part is used for indexing and positioning of the workpiece and is connected with the connecting sleeve, bolt and bolt. There are 20 in the design of moving indexing disc- Φ 5H7 pin hole tolerance requirements, because the pin excircle tolerance is Φ 5g6, so the fit between the indexing pin hole of the moving indexing plate and the bolt is clearance fit, which is convenient for the assembly, disassembly and positioning of the bolt; 20- Φ The diameter of 5H7 pin hole is Φ 160 ± 0. 01, so the process needs to be arranged to process 20 at the last clamping in the machining center- Φ 5H7 pin hole. 20- Φ The surface roughness of 5H7 inner hole is RA3 2. Therefore, reaming shall be arranged for the process. The moving indexing plate is made of 45# medium carbon quenched and tempered structural steel, which has high strength, good machinability, toughness, plasticity and wear resistance after quenching and tempering treatment.
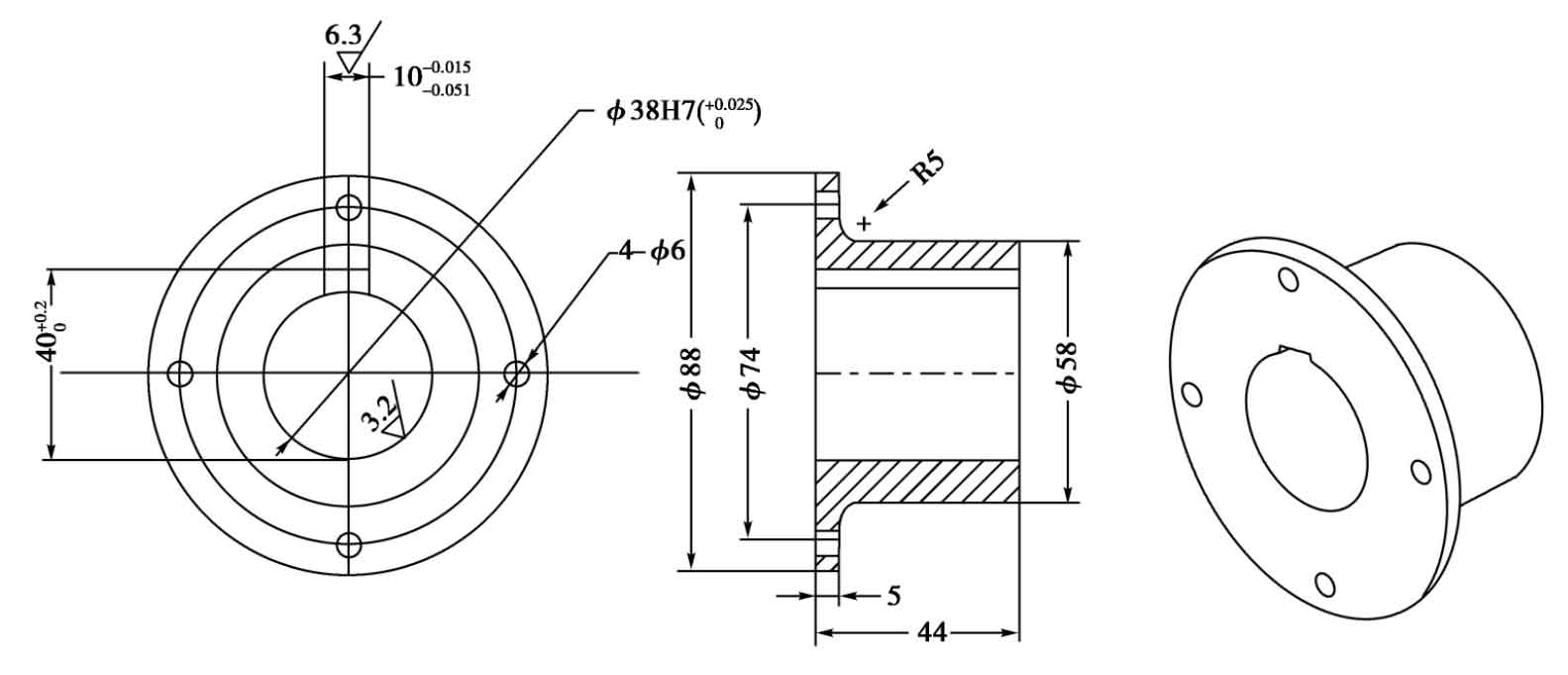
(4) connecting sleeve. The design of the connecting sleeve is shown in Figure 4. This part is used to connect the moving indexing disc, main shaft, bolt, key and other parts. In the design of the connecting sleeve, there are matching holes with the main shaft, and the dimensional accuracy is Φ 38h7, because the dimensional accuracy of the outer circle of the spindle is Φ 38h6, so the fit between the hole connected with the main shaft and the main shaft is a transition fit; The dimensional accuracy of keyway is 10 (- 0.015 / – 0.051). Since the dimensional accuracy of key is 0, the fit between keyway and key is interference fit. Φ The surface roughness of 38h7 hole is RA3 2. Process arrangement and grinding. The material of the connecting sleeve is HT200 gray cast iron for annealing treatment. The blank is required to be free of casting defects such as porosity and shrinkage porosity, so as to ensure that the connecting sleeve has certain mechanical strength and vibration damping.
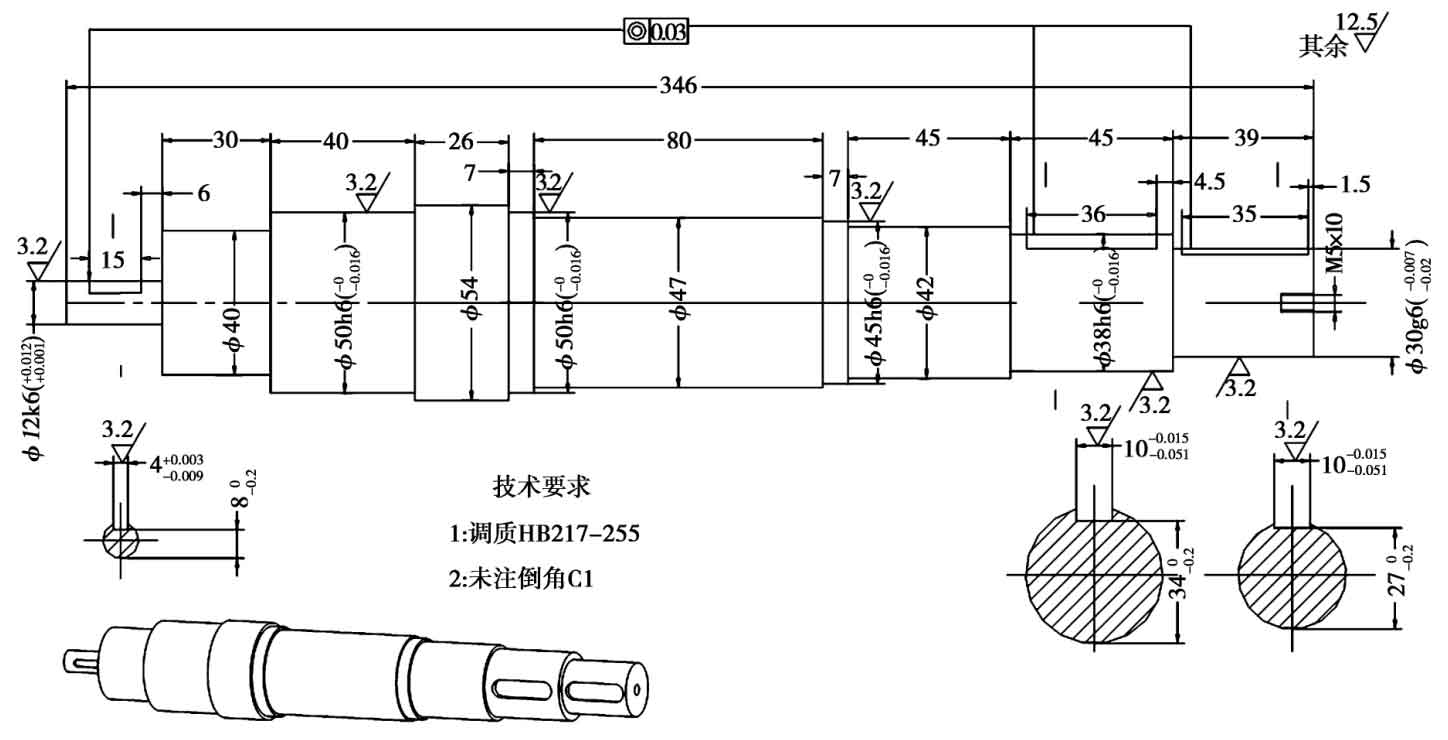
(5) spindle. The design of the main shaft is shown in Figure 5. This part is the key part of the tooling, which is connected with the connecting sleeve, bolt, cover plate, key, bearing and handle. In the spindle design Φ The outer circle tolerance of 30g6 is required, because the tolerance of the hole connected to it on the workpiece is Φ 30h7, so the fit between the workpiece and the spindle is clearance fit, which is convenient for the assembly and disassembly of the workpiece; In the spindle design Φ 38h6 outer circle tolerance requirements, because the tolerance of the hole connected with it on the connecting sleeve is Φ 38h7, so the fit between the connecting sleeve and the main shaft is a transition fit; In the spindle design Φ 45h6、 Φ 50h6 outer circle tolerance requirements. Since the tolerance of the hole connected with the bearing is negative, the fit between the main shaft and the bearing is interference fit; In the spindle design Φ 12k6 outer circle tolerance requirements, because the tolerance of the hole connected with the handle is Φ 12h7, so the fit between the handle and the main shaft is interference fit. At the same time, design requirements Φ 30g6、 Φ 38h6、 Φ 45h6、 Φ 50h6、 Φ The coaxiality of 12k6 outer circle is 0 03 mm。 Φ 30g6、 Φ 38h6、 Φ 45h6、 Φ 50h6、 Φ The surface roughness of 12k6 outer circle is RA3 2. Therefore, the process is arranged for grinding. The spindle material is 45# medium carbon quenched and tempered structural steel, which has high strength, good machinability, toughness, plasticity and wear resistance after quenching and tempering treatment.
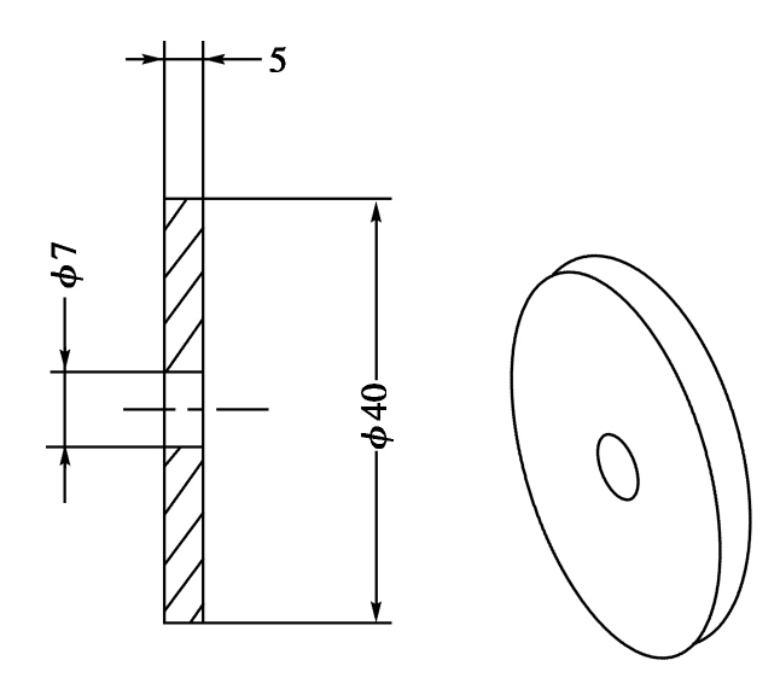
(6) baffle. The baffle design is shown in Figure 6. This part is used for fastening the workpiece and connecting with the workpiece and bolts. The baffle material is Q235-A ordinary carbon steel with good economy.
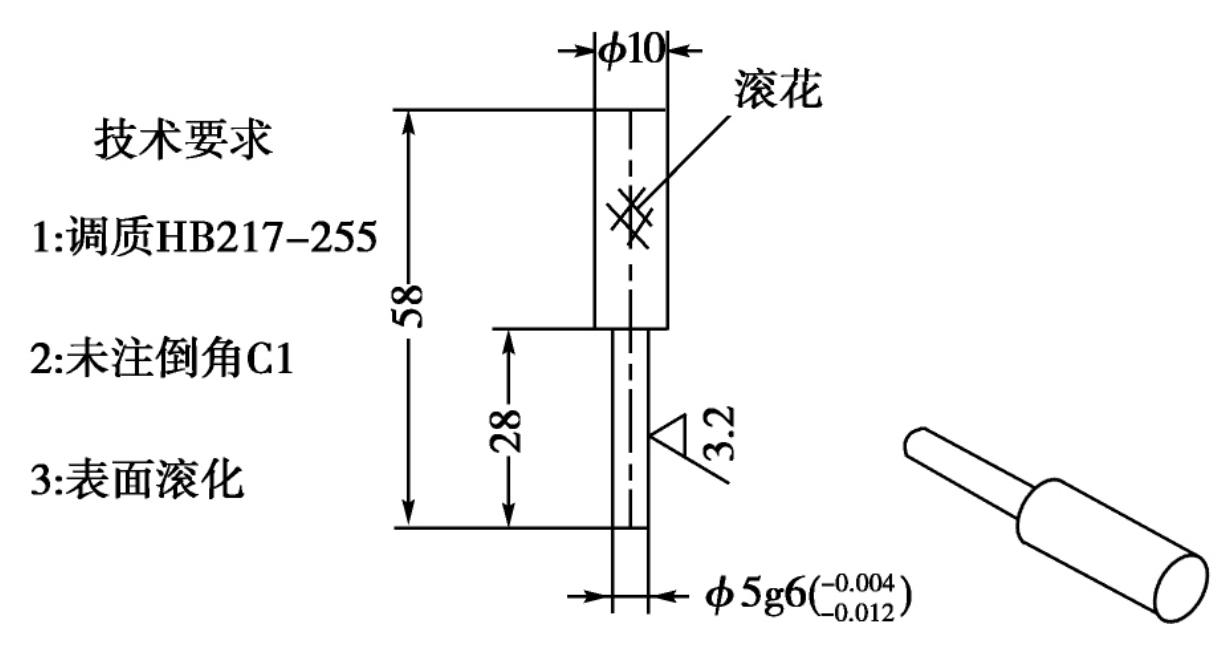
(7) bolt. The pin design is shown in Figure 7. This part is the positioning part of workpiece indexing, which is connected with fixed indexing plate, moving indexing plate and other parts respectively. Bolt design Φ 5g6 the dimensional tolerance of the outer circle, and the dimensional tolerance of the hole on the moving and fixed indexing disc matched with it is Φ 5H7, so the fit between the bolt and the moving and fixed indexing plates is clearance fit, which is convenient for the positioning of the bolt. Pin outer circle Φ The surface roughness of 5g6 is RA3 2. Therefore, the process is arranged for grinding, and the cylindrical surface of the bolt needs knurling. The bolt material is 45# medium carbon quenched and tempered structural steel, which has high strength, good machinability, toughness, plasticity and wear resistance after quenching and tempering treatment.
(8) cover plate. The design of cover plate is shown in Figure 8. This part is the fastener of tooling, which is connected with bearing seat, bolt, plane bearing and other parts respectively. The cover plate is made of Q235-A ordinary carbon steel with good economy.