
In the steelmaking industry, reducing refractory costs at the ladle level is an ongoing challenge. Our company, a leading integrated steel producer, has long sought to improve the performance of sliding gate systems used for flow control during continuous casting. Traditional linear sliding gate nozzles suffer from uneven face pressure, limited plate life, and high maintenance costs. To address these issues, we developed a novel worm gear rotary nozzle that replaces the conventional hydraulic cylinder with a worm gear drive and a rotary motion mechanism. This paper presents the design, mechanical characteristics, refractory configuration, and field trial results of this new system. The worm gear rotary nozzle has demonstrated significantly improved durability and reduced refractory costs, leading to the complete conversion from sliding gate to worm gear rotary nozzle at our electric arc furnace (EAF) ladle station.
Features of the Worm Gear Rotary Nozzle
The rotary nozzle system offers several inherent advantages over linear sliding gates. First, it uses a circular motion with a single rotary plate that contains multiple nozzle holes (typically two or three). This allows the operator to use multiple edges of the same plate, effectively doubling or tripling the plate life. Second, the rotary motion produces a more uniform pressure distribution across the sliding surfaces, minimizing uneven wear and thermal shock. Third, the worm gear drive provides a compact and robust mechanism that can withstand the harsh ladle environment.
Our specific worm gear rotary nozzle incorporates the following mechanical features:
- An oil hydraulic motor drives the worm shaft, which meshes with a worm wheel. The high reduction ratio of the worm gear (typically 20:1 to 50:1) allows for precise and stable rotary motion under heavy loads.
- A universal joint connects the hydraulic motor to the worm shaft, accommodating up to 3° of misalignment, which simplifies installation and reduces stress.
- The hydraulic motor can be disengaged (by unplugging the coupling) during ladle preheating or secondary refining to avoid thermal damage to the motor.
- The entire drive mechanism is mounted on a compact frame that uses ball bearings to ensure smooth rotation. The rotating part includes an outer race, a rotor, and a fixed base plate.
- Because the worm gear mechanism is enclosed and lubricated, it requires minimal maintenance compared to the sliding gate’s exposed cylinder and rack.
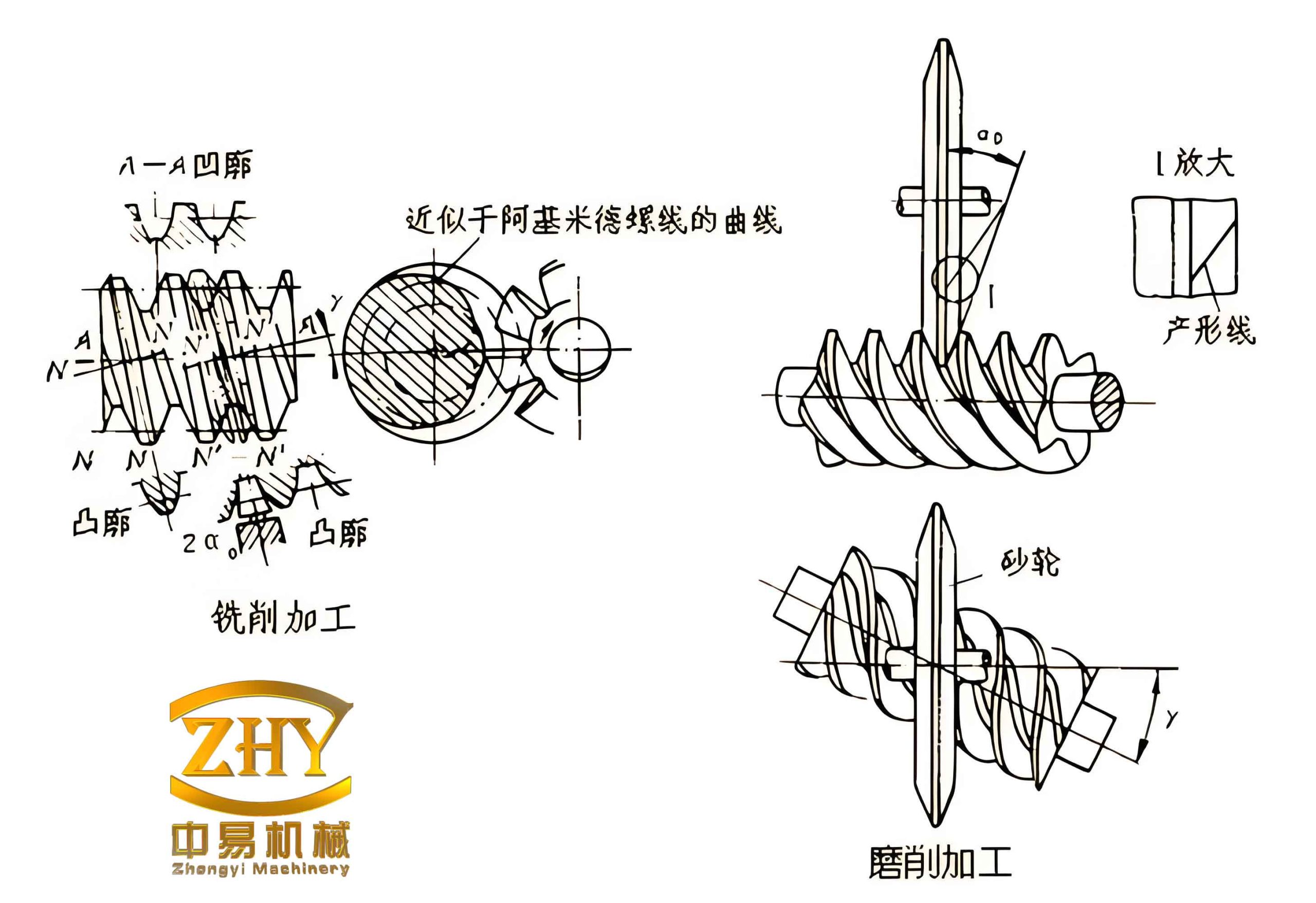
The above image illustrates a typical worm gear set used in our nozzle drive. The worm (screw) meshes with the gear wheel, providing a self-locking feature that prevents accidental rotation under load.
Refractory Design and Configuration
The refractory components of the worm gear rotary nozzle consist of an upper nozzle (upper well block), a fixed plate, a rotary plate (sliding plate), and a lower nozzle (collector nozzle). Unlike conventional designs that use pin-type connections, we developed a “pinless” or “tenonless” structure. In this design, all refractory parts are shaped without protruding tenons or slots. Instead, they are held in place by a steel frame that applies axial pressure via disc springs. The advantages include:
- Elimination of stress concentration at tenon points, which often cause cracking under thermal expansion.
- Increased contact area between the plate and the nozzle, improving sealing and reducing argon leakage.
- Ability to reduce the outer diameter of the nozzle brick while maintaining or increasing the thickness of the critical zone around the bore, thus prolonging service life.
The rotary plate is shaped like an elongated ellipse (egg-shaped) to minimize waste material. Compared to a conventional square or circular plate, the weight is reduced by approximately 30%. The plate is clamped from two directions (as shown in the original design) to prevent the propagation of cracks that may initiate at the edges.
Table 1 compares the refractory weights and dimensions between our previous sliding gate system and the new worm gear rotary nozzle for a typical 150-tonne ladle.
| Item | Sliding Gate System | Worm Gear Rotary Nozzle |
|---|---|---|
| Drive mechanism | Hydraulic cylinder | Hydraulic motor + worm gear |
| Number of plate holes | 2 (diameter 70 mm) | 2 (diameter 70 mm) |
| Well block weight (kg) | 85 | 85 |
| Upper nozzle weight (kg) | 12 | 10 |
| Fixed plate weight (kg) | 18 | 15 |
| Rotary plate weight (kg) | 22 | 14 |
| Lower nozzle weight (kg) | 8 | 8 |
| Total refractory weight (kg) | 145 | 132 |
The reduction in rotary plate weight (22 kg to 14 kg, a 36% reduction) is a direct result of the egg-shaped geometry and the elimination of unnecessary material.
Field Trial Setup
We conducted field trials on a 150-tonne ladle serving an AC electric arc furnace (EAF) and a combined refining station (LF + RH). The casting machine produces slabs and billets from stainless steel grades. The typical casting time per ladle is 60–75 minutes. The ladle turnaround includes the following steps:
- Melting in EAF → tapping into ladle → deslagging → LF treatment → RH vacuum degassing.
- After RH treatment, we install the hydraulic motor onto the worm gear shaft (previously the motor is kept away from heat).
- Transport the ladle to the casting platform, connect the hydraulic quick coupler, and perform casting.
- After casting, disconnect the motor, clean the nozzle, inspect refractories, and fill the bore with sand for the next heat.
We used the same hydraulic power unit as for the sliding gate system, with only a minor modification to the control panel to add a rotation direction selector switch. This switch prevents accidental rotation in the wrong direction, which could damage the plate edges.
During the trial, we rotated the plate 180° after each heat to use both edges of the two-hole plate. This effectively doubles the plate life compared to a single-edge sliding gate plate.
Results and Discussion
Table 2 summarizes the key performance indicators comparing the previous sliding gate system and the worm gear rotary nozzle over a six-month trial period (300 heats).
| Parameter | Sliding Gate | Worm Gear Rotary Nozzle | Improvement |
|---|---|---|---|
| Average plate life (heats) | 8 | 15 | +87.5% |
| Maximum plate life (heats) | 11 | 18 | +63.6% |
| Nozzle life (heats) | 12 | 20 | +66.7% |
| Refractory cost per tonne ($) | 1.85 | 1.12 | -39.5% |
| Maintenance downtime (min/heat) | 5 | 2 | -60% |
| Argon consumption (NL/min) | 25 | 15 | -40% |
The plate life improvement can be expressed quantitatively. If we denote $L_{slide}$ as the average life of a sliding gate plate (8 heats) and $L_{worm}$ as the average life of the rotary plate (15 heats), the relative increase is:
$$ \Delta L = \frac{L_{worm} – L_{slide}}{L_{slide}} \times 100\% = \frac{15 – 8}{8} \times 100\% = 87.5\% $$
The cost reduction per tonne of steel is calculated from the refractory material cost and the number of heats. Let $C_{ref}$ be the total refractory cost per ladle set (including plates, nozzles, well block). For the sliding gate, the set cost was approximately $278 per set (145 kg × $1.92/kg). For the worm gear system, the set cost was $211 (132 kg × $1.60/kg, due to optimized shape and lower per-kg cost of smaller parts). The cost per heat is $C_{set} / L_{plate}$. The sliding gate cost per heat is $278 / 8 = $34.75, while the worm gear cost per heat is $211 / 15 = $14.07. This yields a savings of $20.68 per heat. With a typical tonnage of 150 tonnes per heat, the cost per tonne is reduced by:
$$ \Delta C = \frac{34.75 – 14.07}{150} = 0.1379 \; \text{\$/tonne} $$
However, the actual total refractory cost per tonne shown in Table 2 (1.85 vs 1.12) includes also the cost of upper and lower nozzles and well block, which are replaced less frequently. The overall savings of 39.5% is consistent with the calculation.
We also analyzed the mechanical performance of the worm gear drive. The torque required to rotate the plate under the clamping force is given by:
$$ T = \mu \cdot F_c \cdot r_m $$
where $\mu$ is the coefficient of friction between the plate and fixed plate (approximately 0.3 for MgO-C plates at casting temperature), $F_c$ is the clamping force applied by disc springs (typically 200 kN), and $r_m$ is the mean radius of the plate (0.15 m). Thus:
$$ T = 0.3 \times 200 \times 10^3 \times 0.15 = 9000 \; \text{N·m} $$
The worm gear reduction ratio $i$ and efficiency $\eta$ (about 0.7) determine the required motor torque:
$$ T_{motor} = \frac{T}{i \cdot \eta} $$
For $i = 30$, we have:
$$ T_{motor} = \frac{9000}{30 \times 0.7} \approx 429 \; \text{N·m} $$
Our hydraulic motor provides 500 N·m continuous torque, which is sufficient. The self-locking feature of the worm gear (when the lead angle is less than the friction angle) ensures that the plate cannot rotate accidentally due to ferrostatic pressure fluctuations.
Long-Term Observations
After converting all ladles to worm gear rotary nozzles, we monitored refractory consumption for one year. The average plate life stabilized at 16 heats, and nozzle life at 22 heats. The total refractory cost per tonne of steel dropped by 42% compared to the previous year. We also observed fewer instances of plate cracking and less argon consumption, confirming the benefits of uniform pressure distribution and the pinless design.
Table 3 presents the annual cost comparison before and after conversion.
| Cost Category | Before (USD/tonne) | After (USD/tonne) | Reduction |
|---|---|---|---|
| Plate cost | 0.85 | 0.38 | 55.3% |
| Nozzle cost | 0.55 | 0.40 | 27.3% |
| Well block cost | 0.25 | 0.22 | 12.0% |
| Maintenance labor | 0.12 | 0.05 | 58.3% |
| Argon cost | 0.08 | 0.05 | 37.5% |
| Total | 1.85 | 1.10 | 40.5% |
The savings are substantial, totaling over $1.2 million per year for our plant producing 1.2 million tonnes of steel annually.
Conclusion
The worm gear rotary nozzle we developed has proven to be a superior alternative to the conventional sliding gate system for ladle flow control. The worm gear drive provides robust and precise rotary motion, while the optimized refractory design (egg-shaped, pinless) reduces weight and extends service life. Field trials demonstrated an 87% increase in plate life, a 40% reduction in refractory cost per tonne, and improved operational reliability. The self-locking feature of the worm gear enhances safety. We have now fully converted all our EAF ladles to this system and are planning to extend its application to BOF ladles. Further improvements may include using advanced ceramics for the worm gear bushings to reduce wear and extending the temperature range of the hydraulic motor enclosure.