
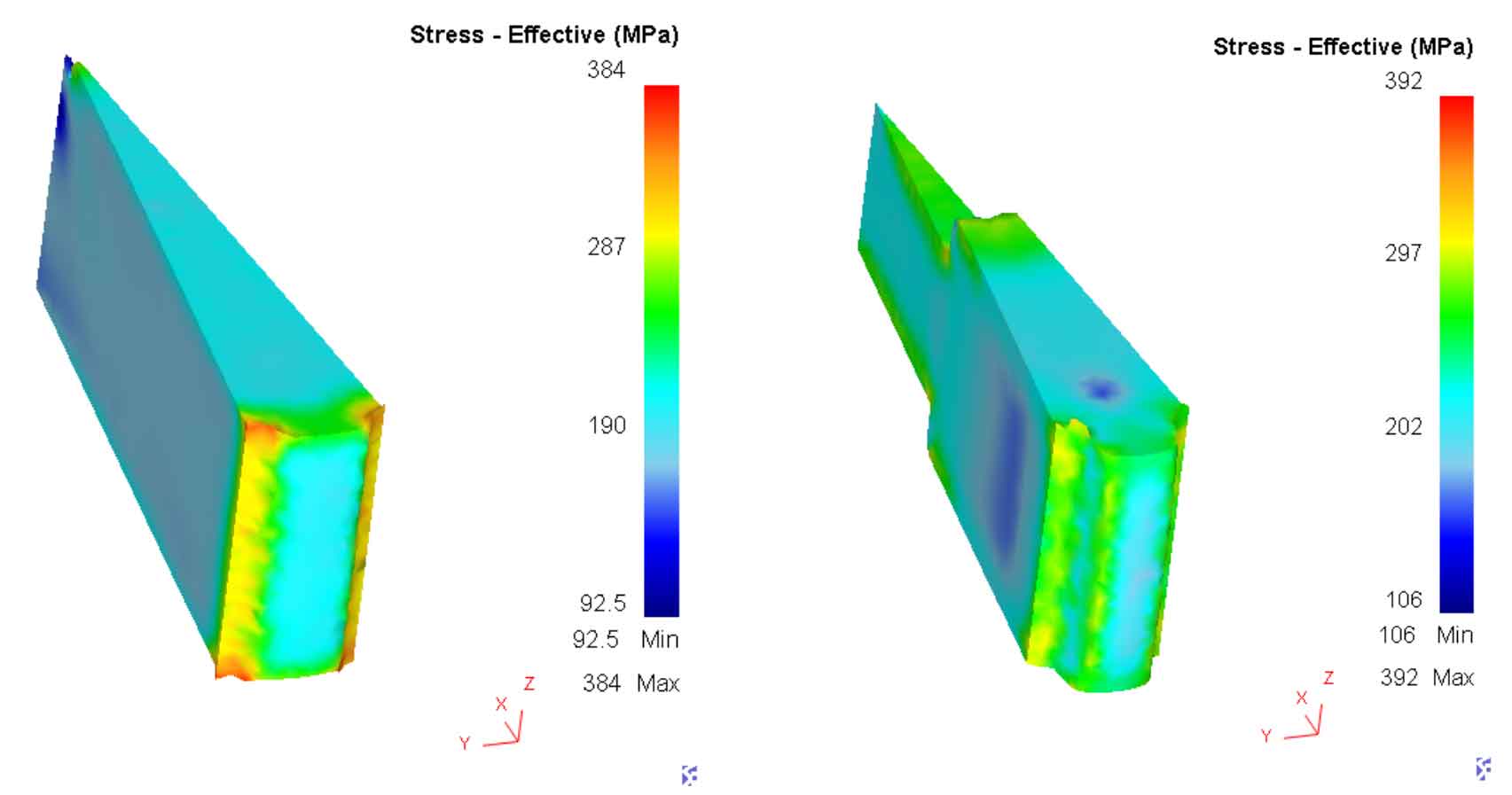
As shown in Figure 1, the second-order effect force field of scheme is shown. As shown in figure a, in the initial stage of spur gear forming, the equivalent stress is small, the tooth root first contacts the tooth concave die, the metal flow resistance increases, and the equivalent stress is large. With the progress of the forming process, the equivalent stress changes continuously. As shown in figures C and D, the equivalent stress is the largest at the tooth root and tooth profile of the end face.
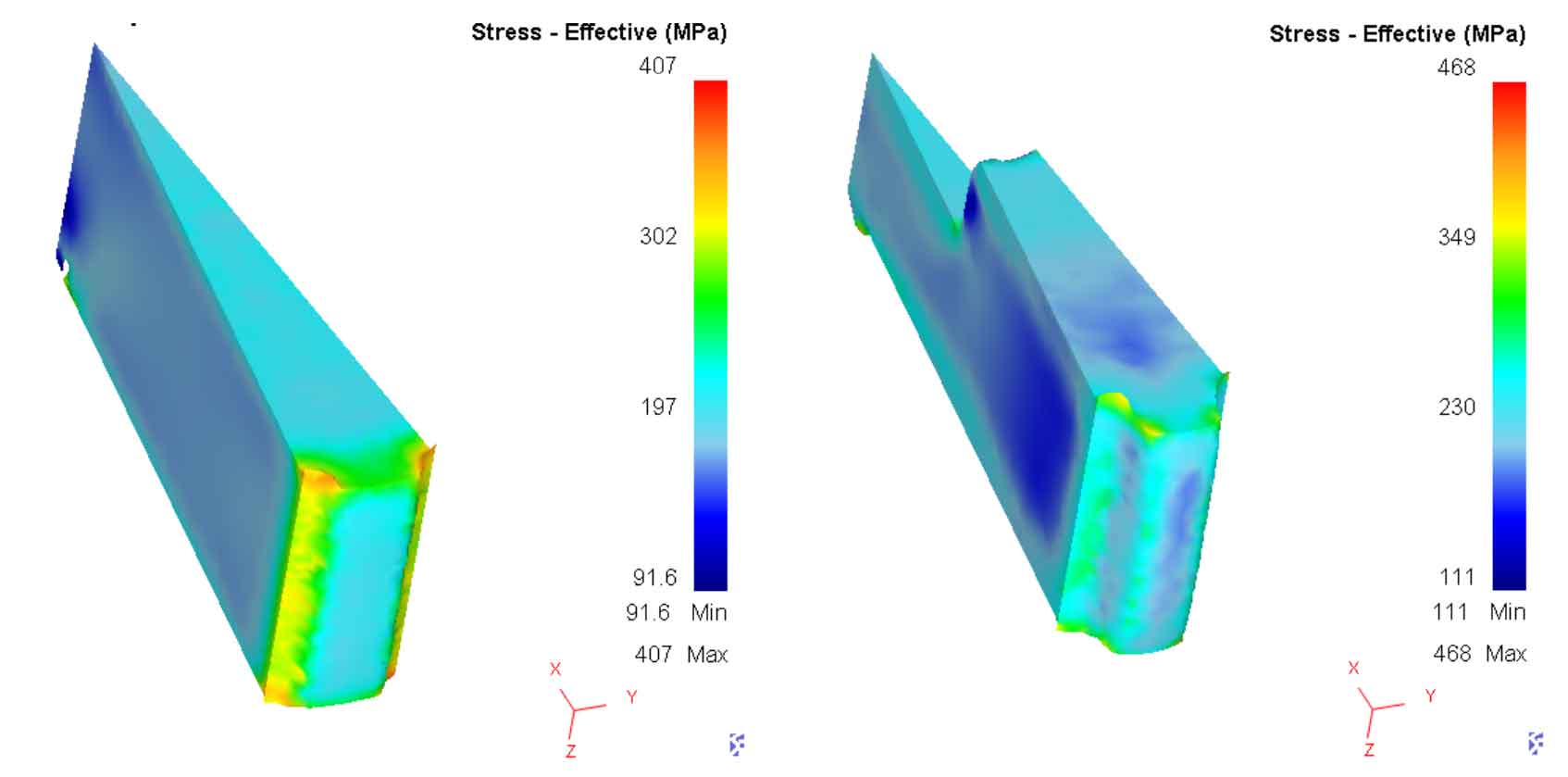
(b) Initial stage of extrusion
(d) End of forming
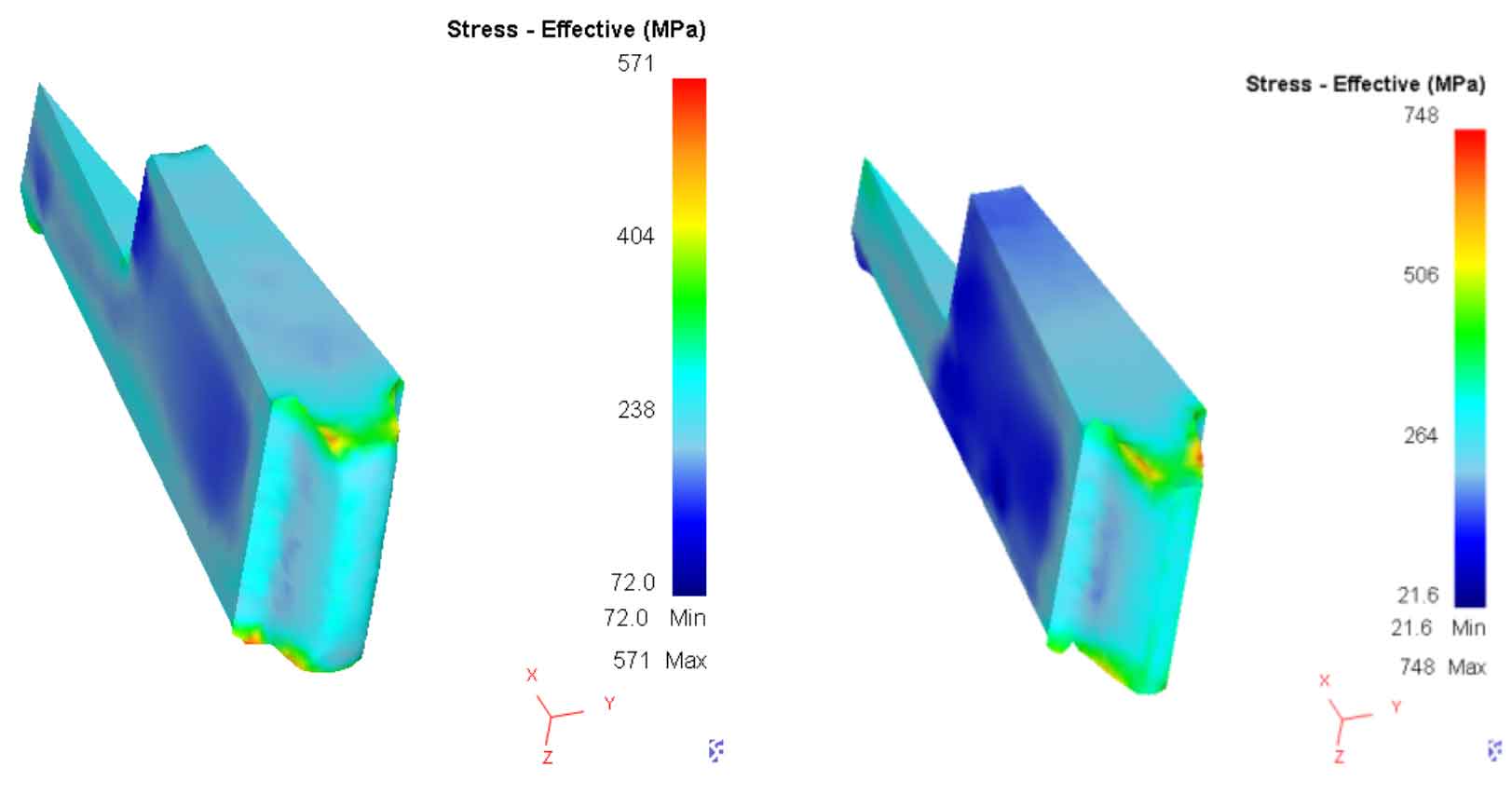
As shown in Figure 2, the third-order effect force field of scheme is shown. The initial stage of spur gear forming is the upsetting stage. As shown in figure a, the tooth root first contacts the tooth concave die, the metal flow resistance increases and the equivalent stress is large. With the progress of the forming process, as shown in figures B, C and D, the equivalent stress changes continuously in the extrusion forming stage, but the overall stress distribution of the blank is uniform, which improves the stress distribution at the tooth root and tooth shape of the end face.
(b) Initial stage of biaxial extrusion
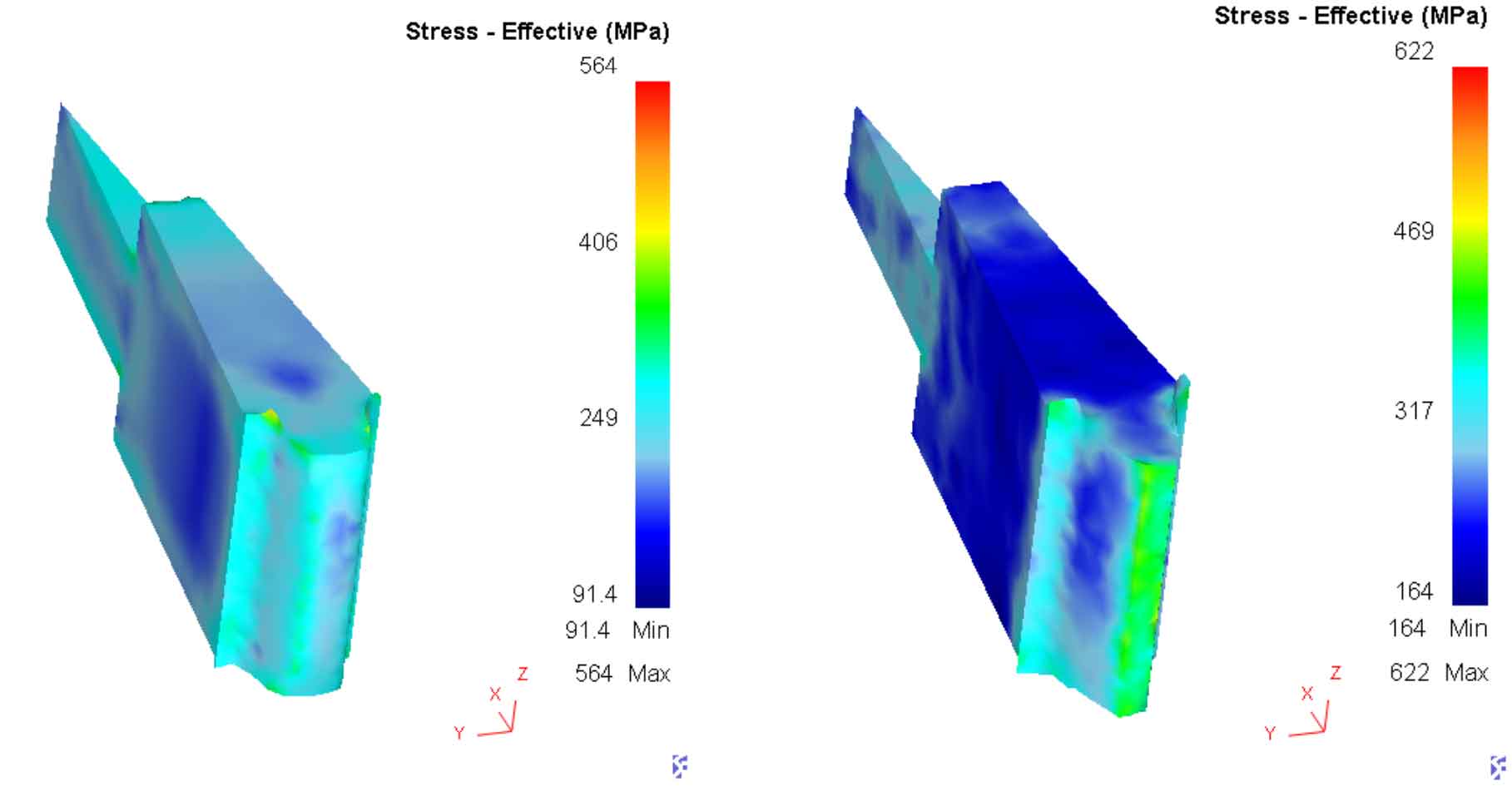
(d) End of forming
In the traditional upsetting forming process of spur gear, the forming force of spur gear is perpendicular to the flow direction, and the blank is compressed in the axial direction. According to the principle of volume incompressibility, the metal will fill the tooth cavity along the radial direction, which makes it difficult to fill the metal and easy to produce microcracks at the tooth root. In scheme 3, the upper extrusion punch and the lower extrusion punch make relative extrusion movement to make the metal flow direction consistent with the tooth filling direction until the end of forming. According to this principle, in theory, the metal can fill the cavity of the die, and in the process of extrusion forming, the extrusion expansion force continues until the end of forming, the stress state of the blank is improved, and the generation of micro cracks at the tooth root can be avoided.
To sum up, although the die structure of the three-phase scheme is more complex than the other two schemes, the metal flow of spur gear is uniform, the die wear is small, and the equivalent stress distribution is uniform. The three schemes are the best forming scheme.