
As shown in the figure, the equivalent stress distribution diagram of five spiral bevel gear blank size schemes is shown, in which (a) (b) (c) (d) (e) corresponds to the equivalent stress distribution diagram of five groups of simulation experiments with inner diameter of 125 mm and outer diameter of 160 mm, 165 mm, 170 mm, 175 mm and 180 mm respectively.
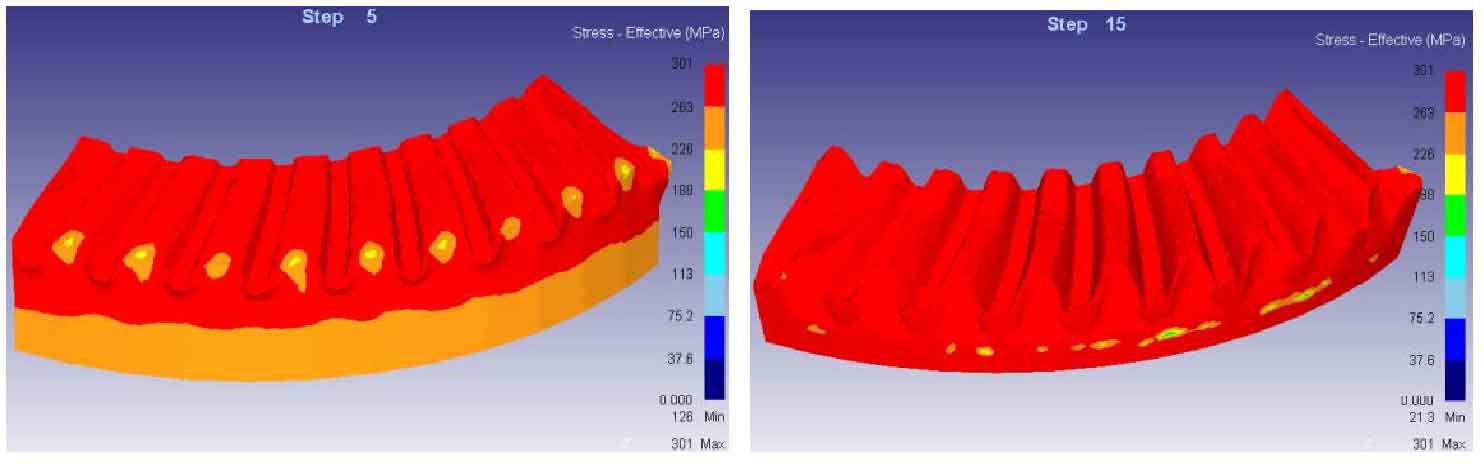
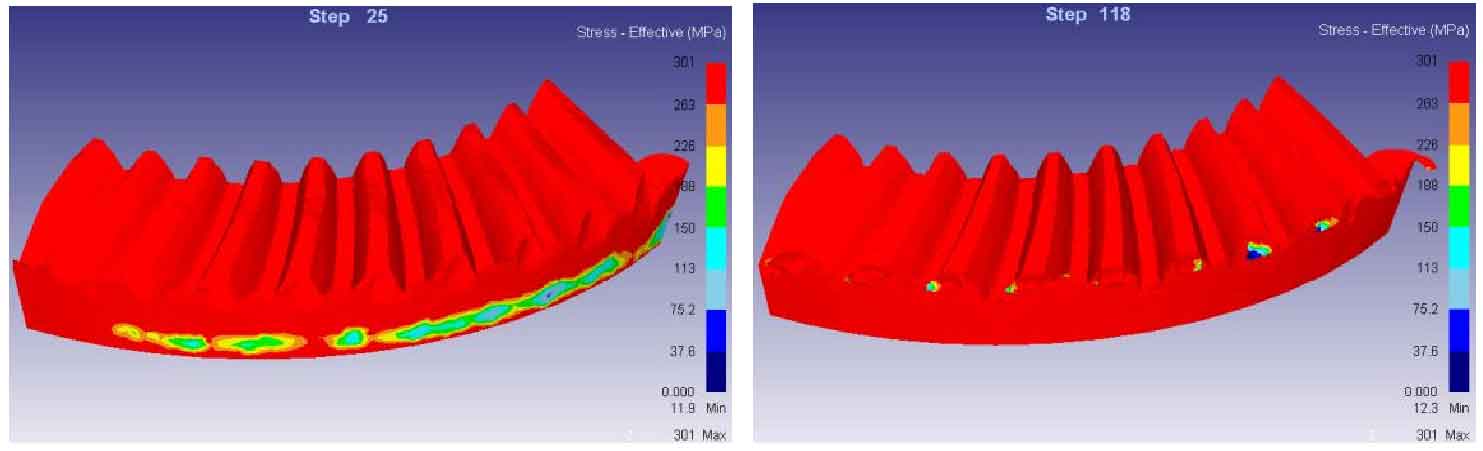
It can be seen from the figure that after the upper die starts moving, the part with the maximum equivalent stress is mainly the part where the blank contacts the upper and lower dies; With the downward movement of the upper die, the equivalent stress in the middle part gradually increases and enters the deformation stage dominated by upsetting deformation. In this process, the equivalent stress is evenly distributed and the value of equal effect force is relatively large; When the upsetting process is finished, it enters the deformation stage dominated by tooth formation. In this process, the metal in the tooth shape flows from the small end to the large end of the spiral bevel gear, and the equivalent stress at the tooth shape is large; After the metal flows to the big end, the blank basically fills the whole die cavity and enters the stage of forming flash. Under large compressive stress, the excess metal flows to the flash groove to form flash. At this time, the equivalent stress of the external metal of the whole blank is basically the same, but the equivalent stress of the internal metal of the forging is small.
It can be seen from the figure that in the whole process of precision forging of spiral bevel gear blanks with different sizes, the maximum equivalent stress is 301 MPa, which proves that the maximum equivalent stress is independent of the blank size. In the whole forming process, the maximum equivalent stress is only small, and the equivalent stress distribution in the forming process is very uniform, which proves that precision forging of automobile rear axle driven spiral bevel gear is feasible and has high practical significance.