
Referring to the tooth size of cold precision forging preform, the closed hot die forging die chamber is designed and modeled in CATIA. Import the die digital simulation and gear blank digital simulation of each scheme into the pre processor module of DEFORM software. The billet preheating temperature and die speed in the gear hot die forging process of 20CrMoH material have been studied. The setting of hot die forging process parameters can refer to relevant conclusions. For the setting of pre-processing simulation parameters:
- The preform property is defined as AISI4120, and the preform material type is set as AISI4120;
- Because the geometry of hot die forging preform of driven spiral bevel gear is very complex, it is necessary to take into account the requirements of simulation accuracy and ensure the efficiency of calculation when meshing, so the relative meshing method is adopted and the number of spiral bevel gear preform mesh is determined to be 200000; In order to reduce the volume loss caused by blank mesh distortion in the forming process, FEM + mesh mode is activated;
- Set the workpiece temperature to 1150 ℃, set the lower die as tooth die, and set the upper and lower die temperature to 250 ℃ (preheating temperature); The lower die is fixed, and the moving speed of the upper die is set to 10mm / sec;
- the friction coefficient is set to 0.3 due to high forming temperature of hot die forging and good lubrication between blank and die; The heat conduction coefficient between spiral bevel gear blank and the outside world is set to 5.
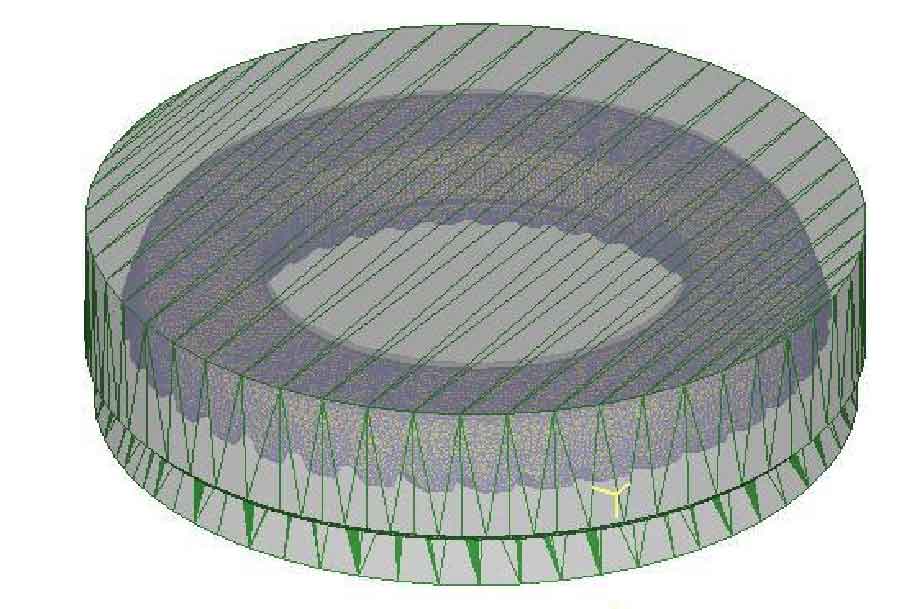
The figure shows the hot die forging model of driven spiral bevel gear after setting process parameters.