
Cold extrusion process is a complex elastic-plastic deformation process with many influencing factors. Die shape, material properties, lubricant selection and extrusion equipment all affect the forming results. The forming process involves a series of problems such as material nonlinearity, boundary condition nonlinearity and geometric nonlinearity.
During the design of cold extrusion die for spur gear, a large number of process parameters need to be adjusted and modified. With the gradual popularization of computer technology in the field of material plastic forming and the rapid development of computing software and hardware, more and more cold extrusion dies begin to apply numerical simulation technology to the design and development of die. At the same time, more and more software companies develop more accurate Easy to use and practical numerical simulation software. At present, the commonly used pressure forming simulation and analysis software are deform, forge simulact and MSC Marc et al., each software has its own characteristics. The application of numerical simulation technology to die design can not only obtain the flow of material in the forming process, but also observe the stress-strain distribution, temperature change, velocity vector, forming force change, streamline distribution and die stress distribution.
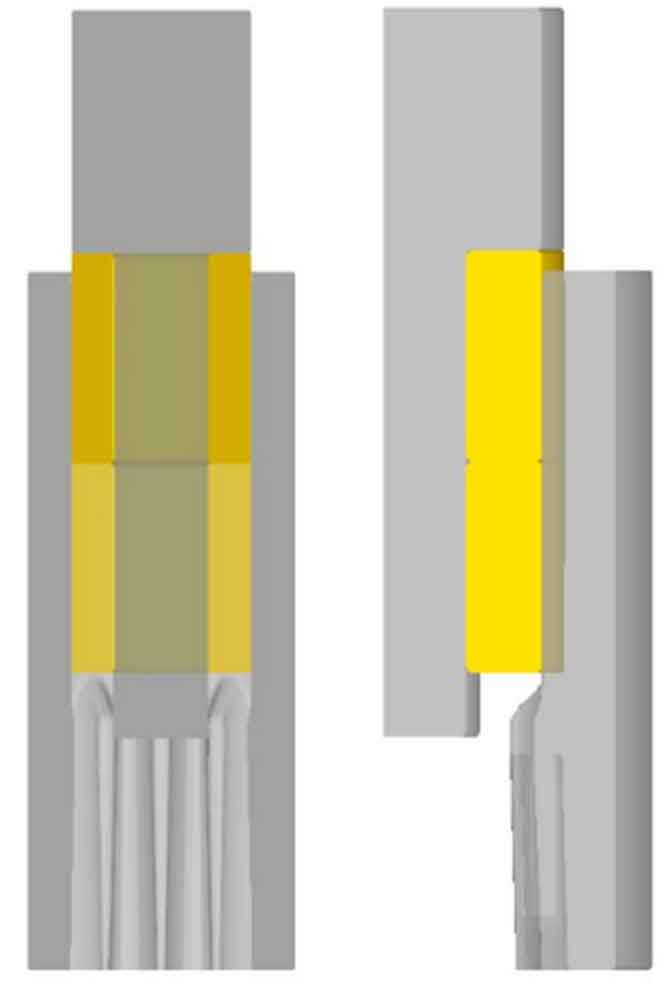
The finite element model is established by DEFORM software. Firstly, the three-dimensional solid model of cold extrusion of spur gear is established by CATIA, and the actual extrusion model is appropriately simplified, and then converted into STL file readable by deform. As the spur gear is an axisymmetric part, two teeth are selected to establish the finite element model, as shown in Figure 1. The model consists of a punch with mandrel, a tooth shaped die and two annular blanks.
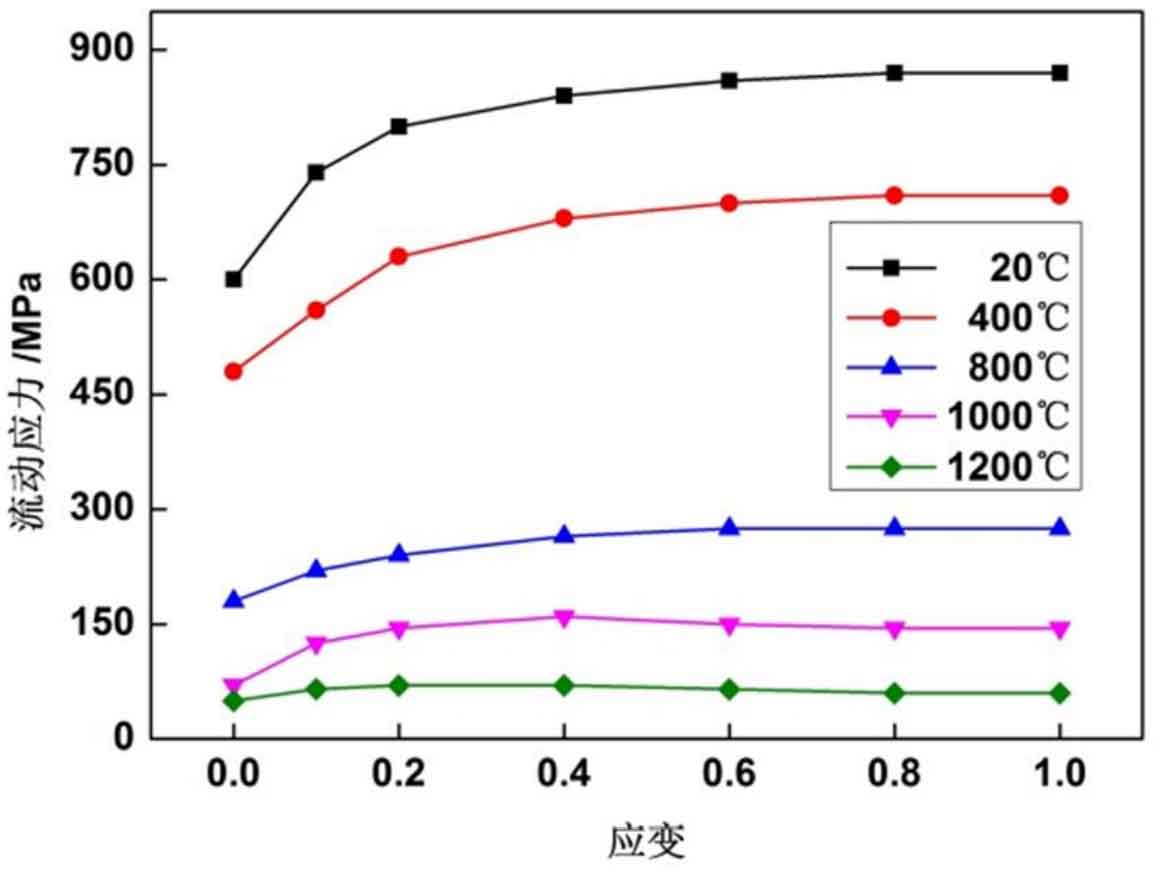
As the forming of spur gear belongs to precision forming, the influence of springback of spur gear after extrusion forming on forming quality and forming accuracy needs to be considered. Therefore, the blank is defined as elastic-plastic body, and the material of spur gear is 20CrMnTi. The corresponding material aisi-4120 [70-2200f (20-1200c)] in deform material library is selected, with young’s modulus of 206754mpa and Poisson’s ratio of 0.3, The stress-strain relationship is shown in Figure 2. In the simulation process, it is assumed that the material is isotropic and the deformation process follows von Mises yield criterion. The mold is defined as a rigid body, ignoring the elastic deformation of the mold. Because the cold extrusion of spur gear is carried out at room temperature, the blank and ambient temperature are set at 20 ℃. The friction type between blank and die is shear friction, and the friction coefficient is m = 0.08. Pushing speed v = 20mm / s.