
It mainly analyzes the root causes from the aspects of part failure form, part design, material, processing, assembly, use and maintenance;
1. Failure mode
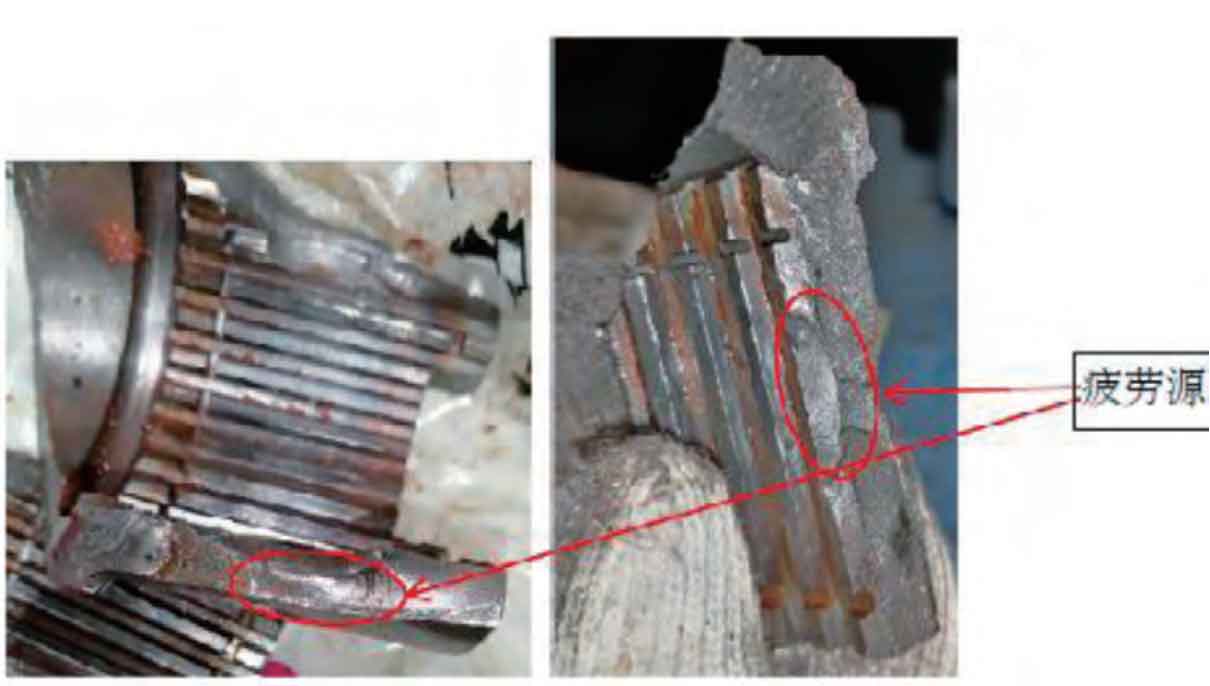
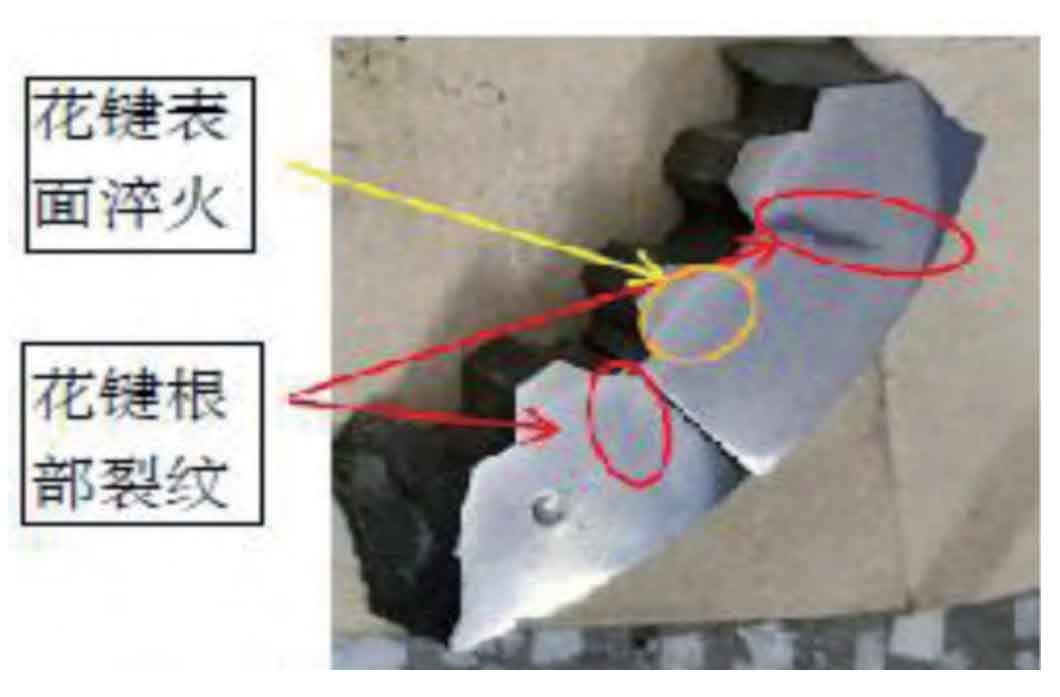
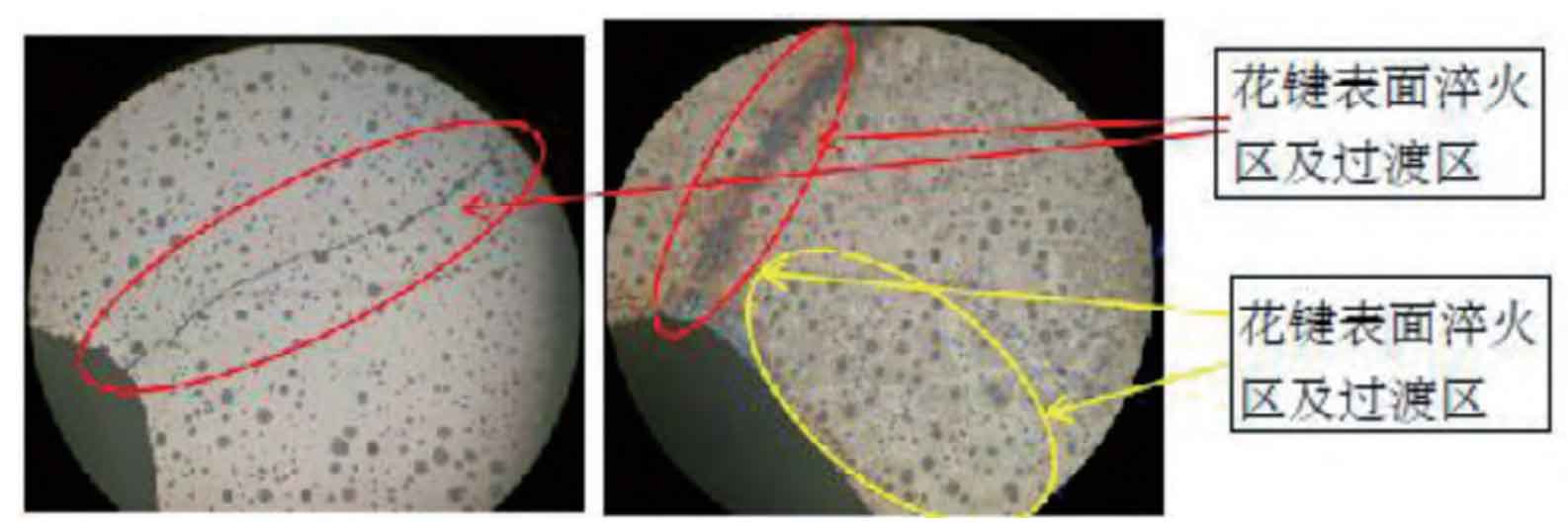
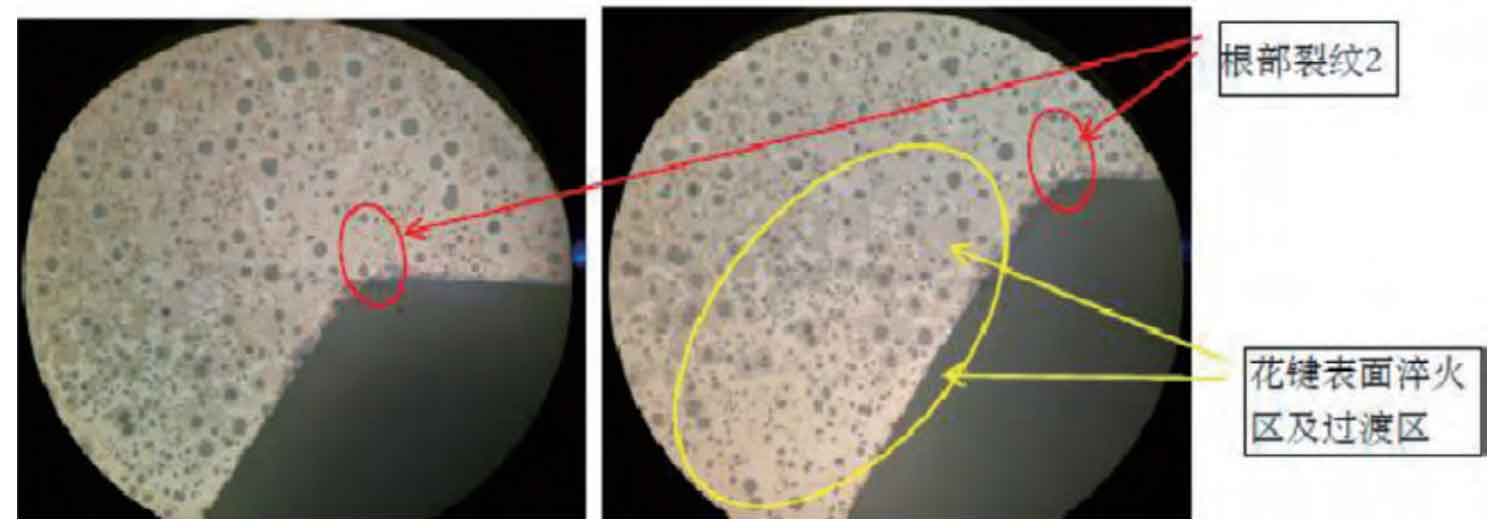
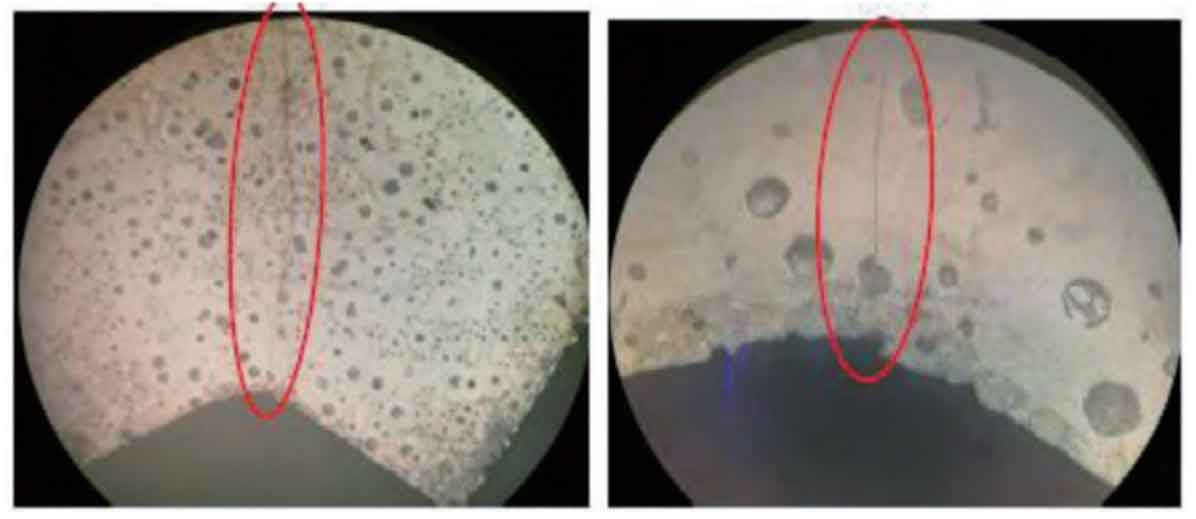
According to the analysis of macroscopic fracture failure pictures (Fig. 1 ~ 6), the fracture is fatigue fracture, which originates from the spline root, and the crack extends along the stress release direction. The spline surface is quenched, and the quenched area ends at the R angle of the spline root.

At present, the shape of the hardening layer of the common gear induction heating tooth is shown in Fig. 7, in which (a) of Fig. 7 is the most ideal shape of the hardening layer of the gear induction heating tooth; Figure 7 (d) (E) because the tooth root is not hardened, the bending fatigue strength is low, especially when the hardened layer just ends at the transition surface of the tooth root, the performance is the worst, which is not allowed.
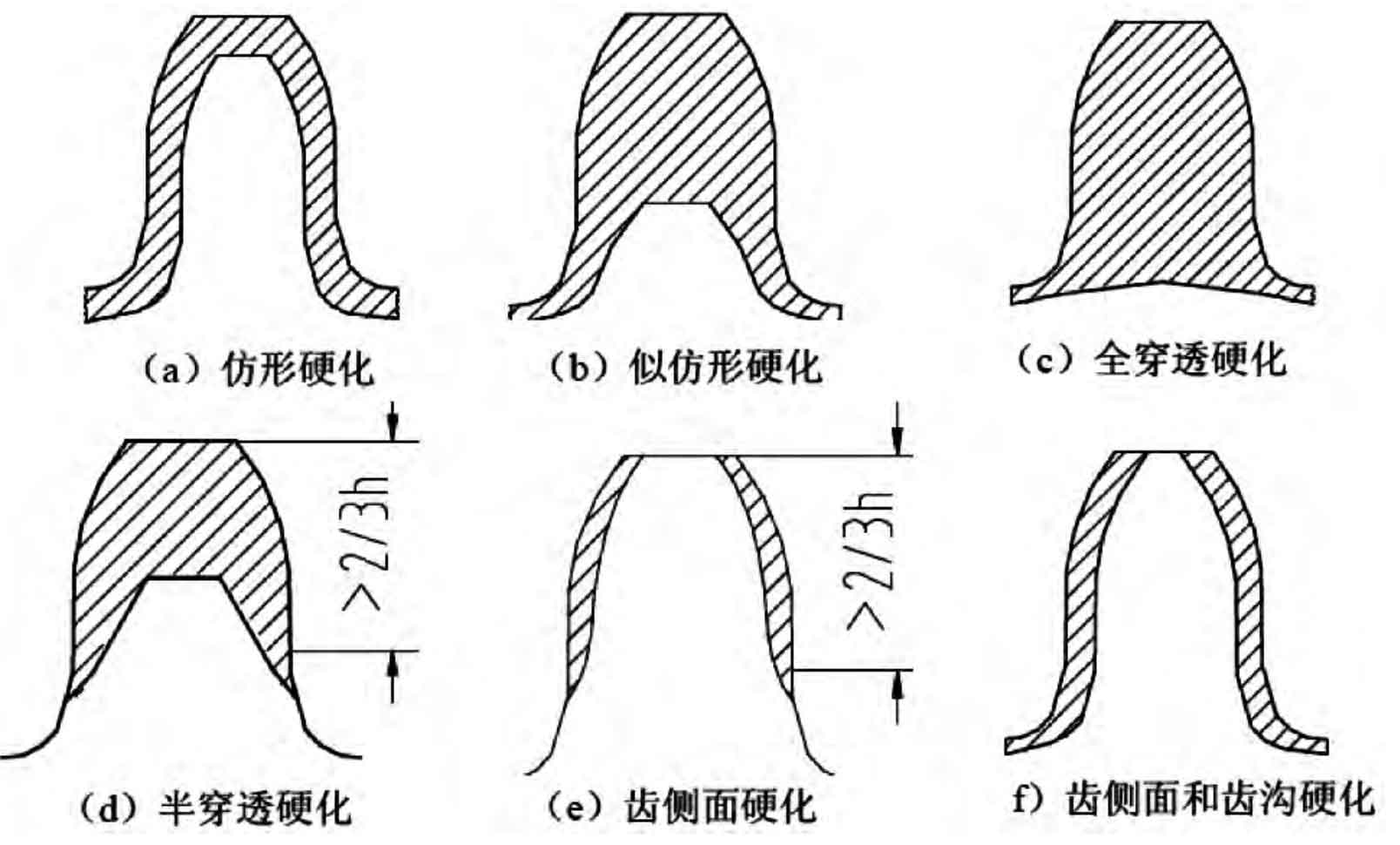
General technical conditions for heat treated parts of construction machinery requires that for non carburized gears with modulus less than or equal to 4, whether it is tooth like hardening, tooth like hardening or full penetration hardening, the depth of hardened layer at the tooth bottom shall not be less than 0.5mm.
From the above data analysis, the quenching area ends at the R angle of the spline root, and the anti eccentric bearing capacity is poor, which is easy to lead to fatigue failure, and the bearing capacity becomes poor, resulting in fatigue failure.
2. Gear hub material analysis
| Material Science | Tensile strength / MPa | Yield strength / MPa | Elongation after fracture% |
| QT | 920 ~ 1034 | 759 ~ 874 | 2.1~ 3.9 |
QT parts are designed and selected, and the mechanical properties of the materials are as follows Table 1: heat treatment requirements: quenching and tempering treatment hb285 ~ 331 failure gear hub hardness test results show that its surface hardness is 302hb and tensile strength is 979mpa, which meets the design technical requirements. Table 2 shows the direct reading spectral analysis results of the fractured gear hub material. It can be seen that the material meets the requirements.
| Chemical composition | C | Si | Mn | P | S | Mg | Cu | Conclusion |
| Standard value | 3.5 ~ 4.0 | 2.0 ~ 2.8 | ≤ 0.60 | ≤ 0.10 | ≤ 0.01 | 2.0 ~ 2.8 | ≤ 0.80 | / |
| Measured value | 3.58 | 2.26 | 0.24 | 0.032 | 0.023 | / | / | Conform to QT material |
3. ANSYS analysis of design structure stress
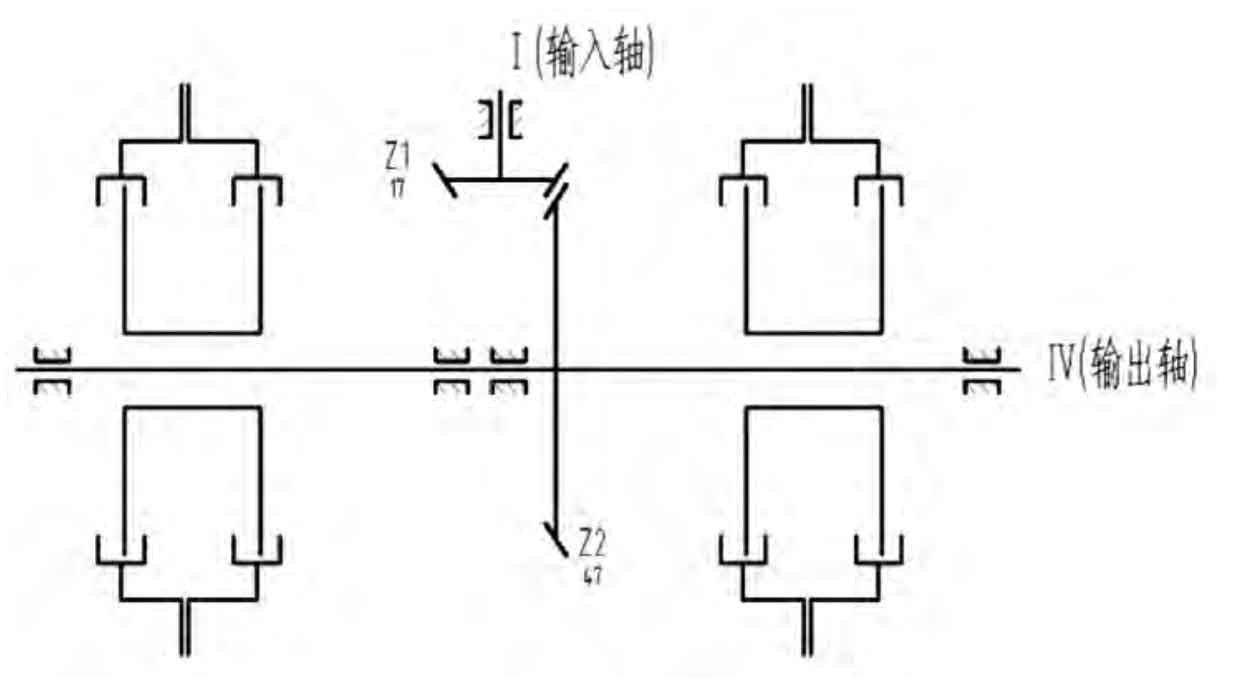
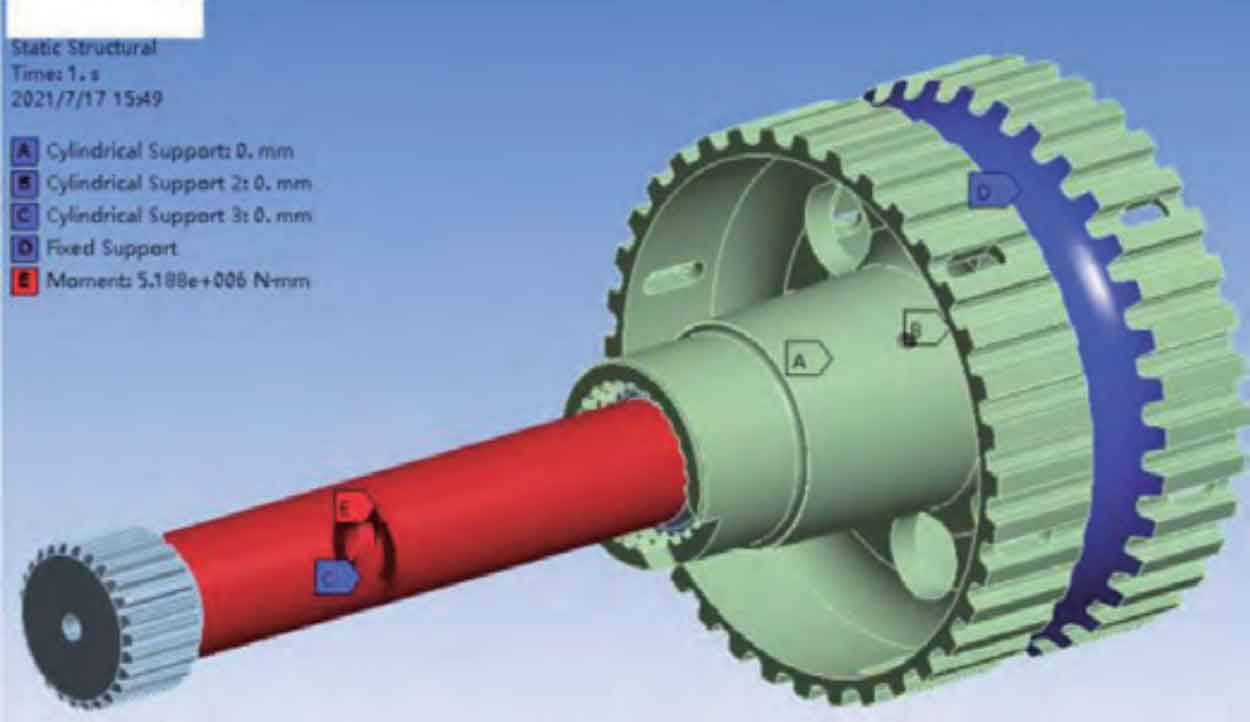
When the central transmission works, the gear hub mainly bears the role of cyclic alternating torsional shear stress. In order to facilitate the analysis, take the stress under the limit working condition of the bulldozer as the research object, and analyze the gear hub with the torsional stress direction shown in Figure 8. The analysis results are shown in Figures 9 and 10.
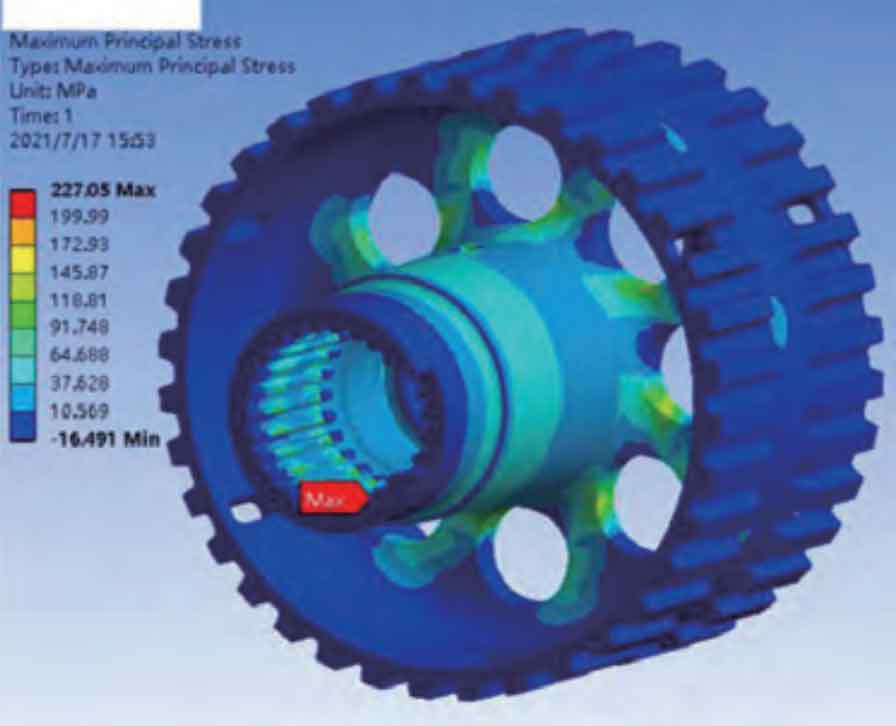
The maximum stress of the gear hub is mainly concentrated at the root of the spline, but it meets the material requirements. The reason why the design strength is not satisfied is excluded.

4. Part size inspection
After checking, the dimension inspection data of parts and the installation dimension of the whole machine meet the requirements of the drawing.
5. Use and environmental inspection
It is understood that the whole assembly process is completed under the guidance of process documents and meets the requirements of assembly process; The whole machine is under normal soil working condition. The whole machine is normally maintained according to the operation and maintenance instructions, and there are no other abnormalities.
Through the analysis of five key factors affecting the failure of parts, due to the influence of quenching area, the anti eccentricity ability of parts is limited and the bearing capacity becomes worse, which is the main reason for the fracture of parts. The heat treatment process needs to be optimized.