
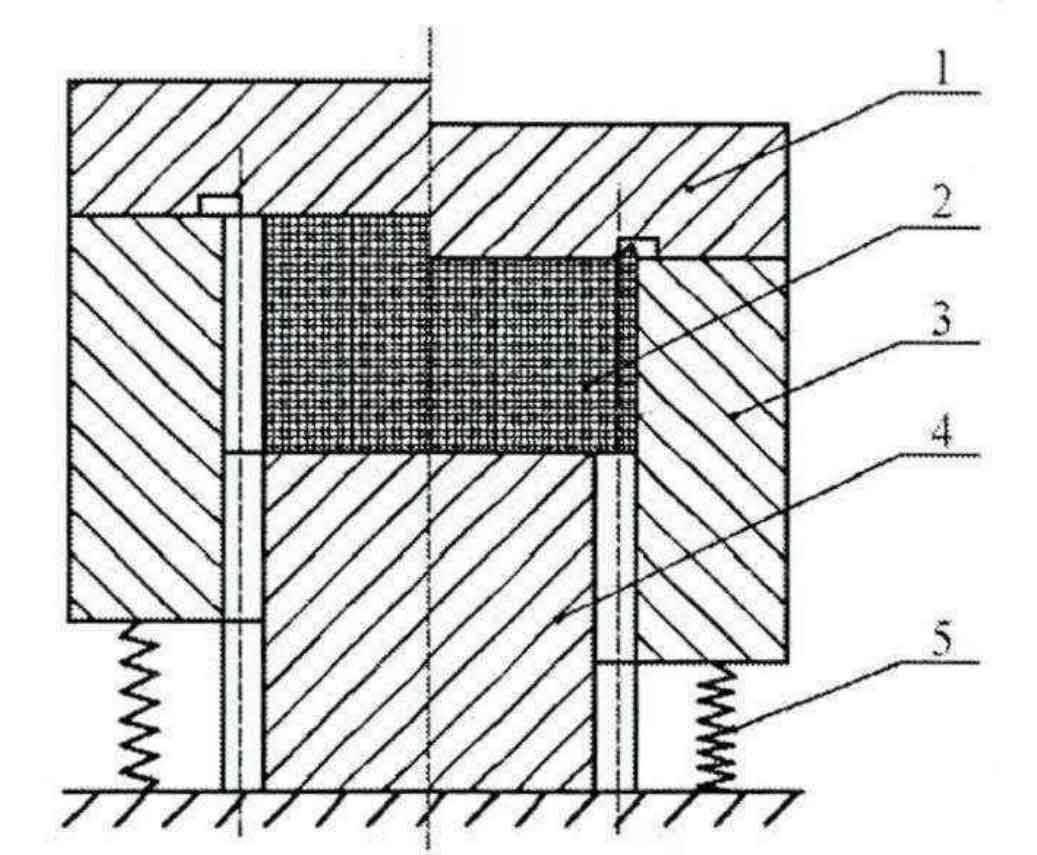
In 1987, British universities first proposed the idea of precision forging hollow parts with floating die. According to the principle of floating die, the molds for manufacturing spur gear and helical gear are designed by Iranian university and British university, and the forming of spur gear and helical gear is comprehensively studied. The process diagram of the floating die is shown in the figure. The four die is in the floating state, and its lower end is provided with an elastic device such as a spring.
Cheng Yu of Xi’an Jiaotong University analyzed the influence of floating die on the forming of spur gear, and found that this method is not only conducive to the filling of upper and lower corners of gear, but also can reduce the forming load. Tan Xianfeng of Nanchang University of Aeronautics and Astronautics compared the punching and extrusion process of spur gear under the two modes of fixed die and floating die, and found that the floating four die structure is not only conducive to the filling of tooth profile, but also can greatly reduce the forming load. Feng chongqian of Yanshan University used the hot precision forging process of floating four die and hollow split flow method to upset and extrude the spur gear. It was found that the floating die can make reasonable use of the friction between the die and return during forming, so as to improve the filling performance of the gear. Fang Quan water of the Henan University of Science and Technology proposed the first mock exam of two stroke straight spur gear cold upsetting extrusion process. It was found that this process can solve the problem of large forming load and dissatisfactory filling of teeth.