
According to the optimized preform shape and process parameters, the other parameters are set to the same value as. Use DEFORM software to simulate and analyze the process of gear pre forging and gear final forging. The comparison between the shape of gear pre forging and that of gear final forging is shown in Fig. 1a, and the filling of gear final forging is shown in Fig. 1b.
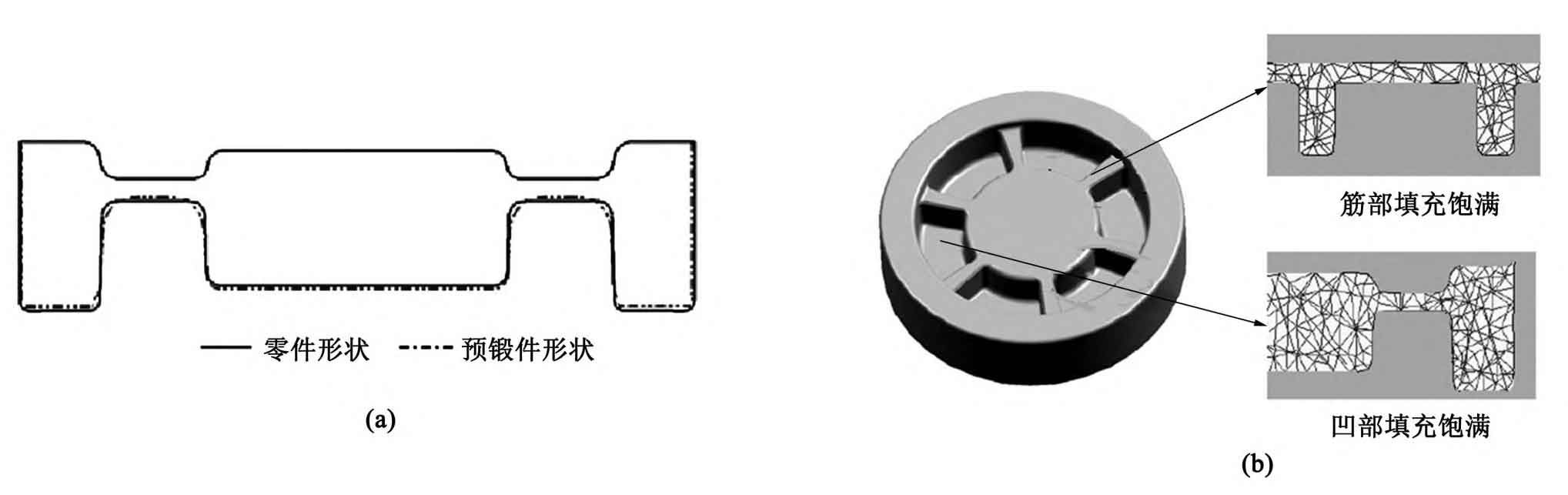
It can be seen from Fig. 1b that after two steps of pre forging and final forging, the final gear forging is fully filled in the rib and recess, and the filling rate of the final gear forging is very high. Based on the analysis of Fig. 1a, it can be seen that due to the deep and narrow cavity of the rib of the part, the deformation resistance and flow resistance of the material are large, so the rib cannot be filled fully. After the preform shape optimization, the inclination and fillet radius of the preform cavity are optimized, so that the rib cavity is easy to fill. The difficulty of deformation in the later stage of part forming is reduced, and finally the rib is filled fully and the end face is flat.
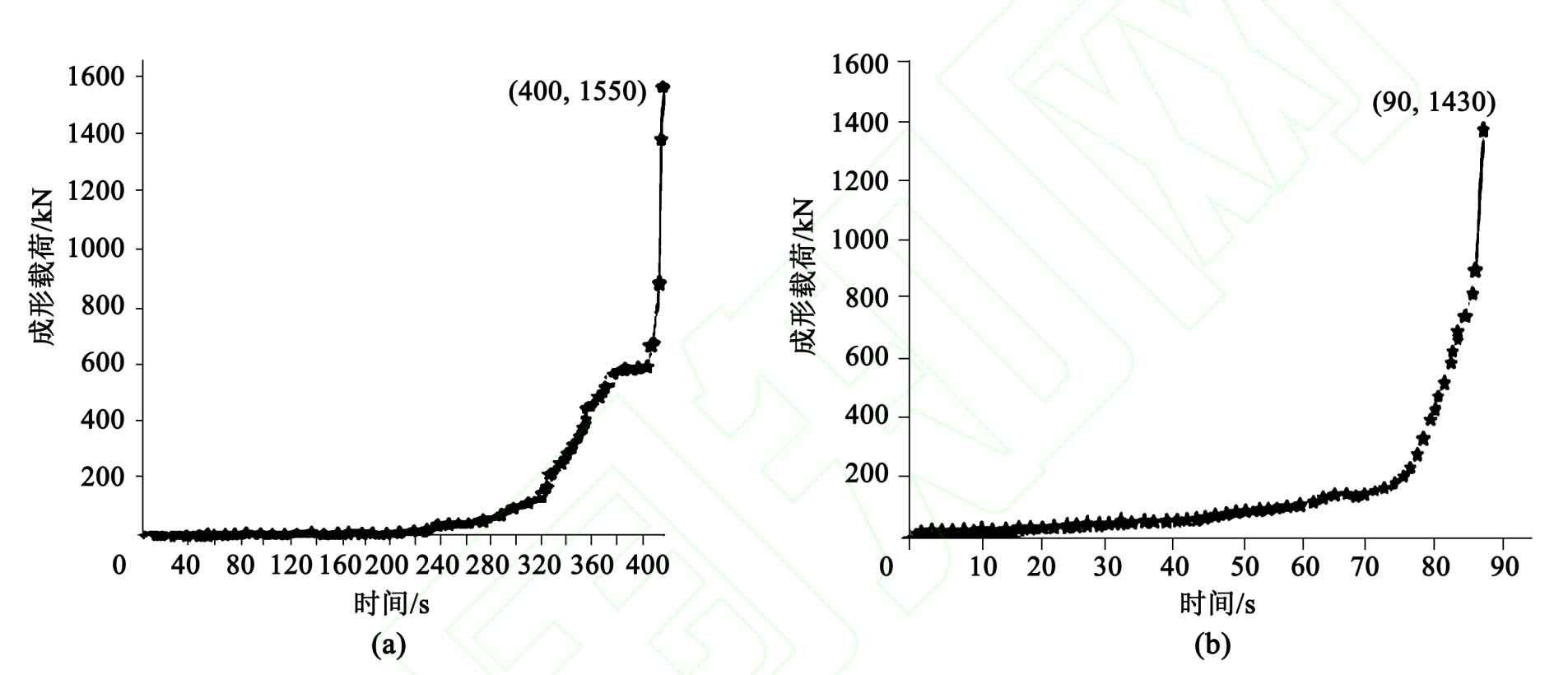
The change of forming load of gear forgings during pre forging and final forging is shown in Figure 2. In the gear pre forging stage, due to the gentle slope and fillet radius of the pre flow chamber, the forming load rises smoothly, and the maximum forming load is only 1550 kn. The force on the die is relatively mild, which is conducive to the improvement of the service life of the die. In the final forging process of gear, the load increases sharply in the later stage of forming, which is caused by the filling of corners. At the same time, because the upper die of gear final forging is provided with a shunt chamber, which can make the excess material flow into it, the maximum forming load of gear final forging is only 1430 kn, which is also of positive significance to improve the service life of the die.
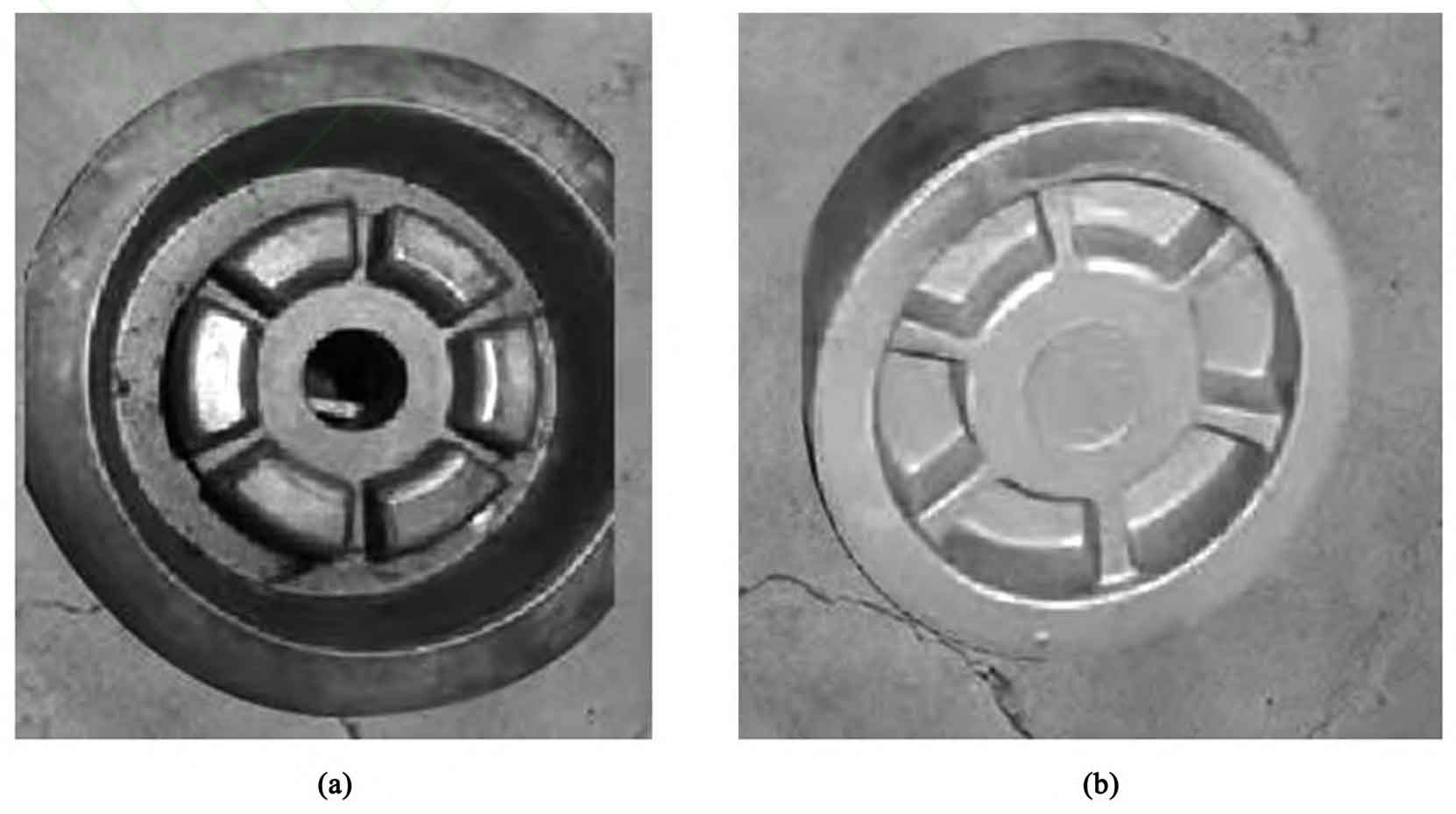
The pre forging die obtained according to the optimized shape of gear pre forging is shown in Fig. 3a. 20 gear pre forgings are produced according to the optimized process parameters for verification. A gear pre forging is shown in Fig. 3b.
Refer to the preform in Figure 3, and check the filling condition of 20 gear pre forgings. The filling condition of all gear pre forgings is excellent and the forming quality is qualified. Then, the 20 gear pre forgings are used for final forging on a 3000 kn press to obtain the final forgings. The product qualification rate and the average value of the maximum forming load of the 20 gear final forgings are counted and compared with the product qualification rate and the maximum forming load of the current factory. The results are shown in the table.
| Forging | Pass rate /% | Maximum forming load / kn |
| Manufactor | 91.7 | 1960 |
| Optimization rate | 100.0 | 1550 |
| Improvement amount /% | 9.05 | 20.91 |
It can be seen from the data in the table that the qualified rate of the optimized products has increased from the current 91.5% 7% is increased to 100%, and the maximum forming load is reduced from the current 1960 kn to 1550 kn, a decrease of 20 91%。 Through the shape and parameter optimization of gear pre forging, the simultaneous optimization of qualified rate and maximum forming load is realized, and the effectiveness of the pre forming optimization method based on electric field method and composite bee colony algorithm is verified.