
The basic method for machining linear contact curve cylindrical gear pairs with single edge milling cutter head is as follows:
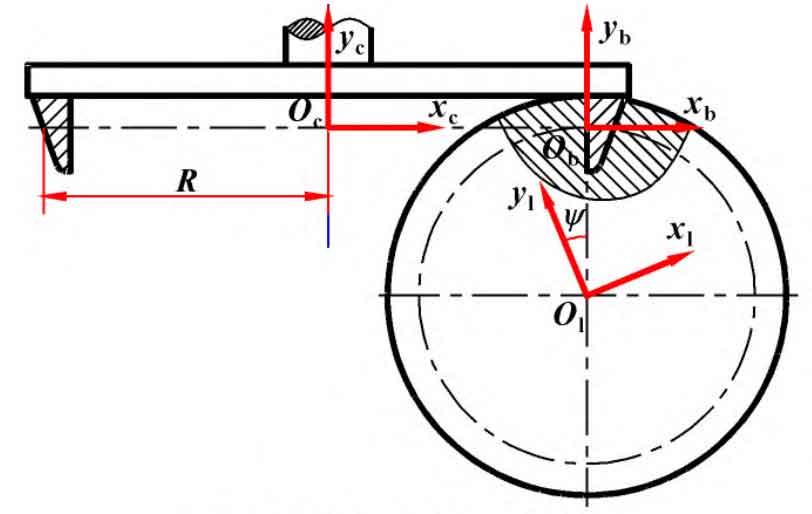
(1) The concave tooth surface of the line contact curve cylindrical gear is milled with a single edge milling cutter with an external edge radius of R. During processing, ensure that the pitch plane of the cutter is tangent to the pitch circle of the line contact curve cylindrical gear to be processed. The cutter head moves left and right at a certain speed. The line contact curve cylindrical gear blank rotates around its own rotation center. The rotation speed is closely related to the cutter head movement speed, so that they are always in a pure rolling state, Until the machining of the concave tooth surface of a tooth is completed; When machining the concave tooth surface of the next tooth, the blank of the line contact curve cylindrical gear rotates for an index of 360 °/Zg, where Zg is the number of teeth of the line contact curve cylindrical gear to be machined. Repeat the previous step to keep pure rolling between the tool and the blank. Repeat this step until all the concave tooth surfaces of the teeth are machined, and then the line contact curve cylindrical gear is reset, as shown in Figure (a);
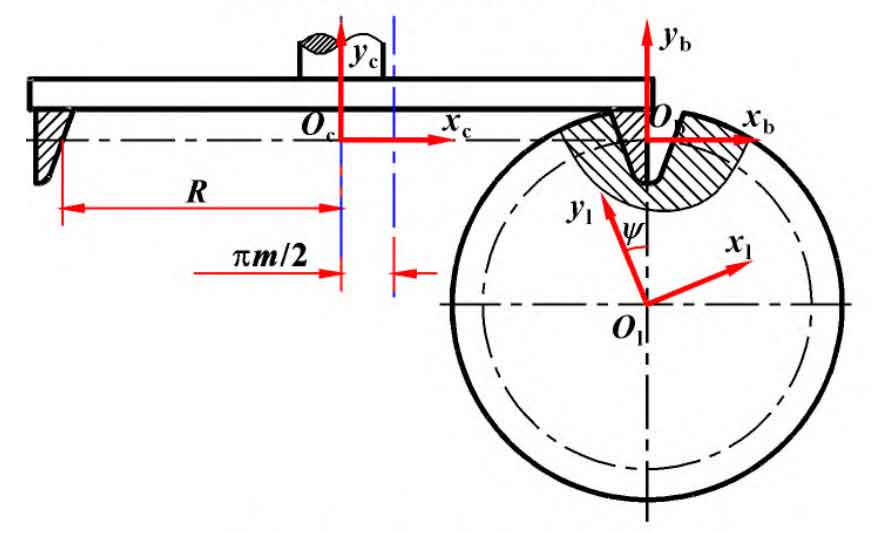
(2) The convex tooth surface of the line contact curve cylindrical gear is milled by using a single edge milling cutter with an internal edge radius of R. During processing, the tool rotation center is offset by π m/2 from the rotation center of the tool used to process the concave tooth surface. m is the module of the line contact curve cylindrical gear to be processed, and then the generating motion mentioned in the processing of the concave tooth surface is repeated for indexing until all convex tooth surfaces are processed, as shown in Figure (b);
(3) The other line contact curve cylindrical gear matched with it still uses these two single edge milling cutters to process concave and convex tooth surfaces in the same way. The line contact curve cylindrical gear pair formed by this processing method can achieve complete line contact in the meshing process, which has been verified theoretically, but no suitable machine tool has been found to verify it.