
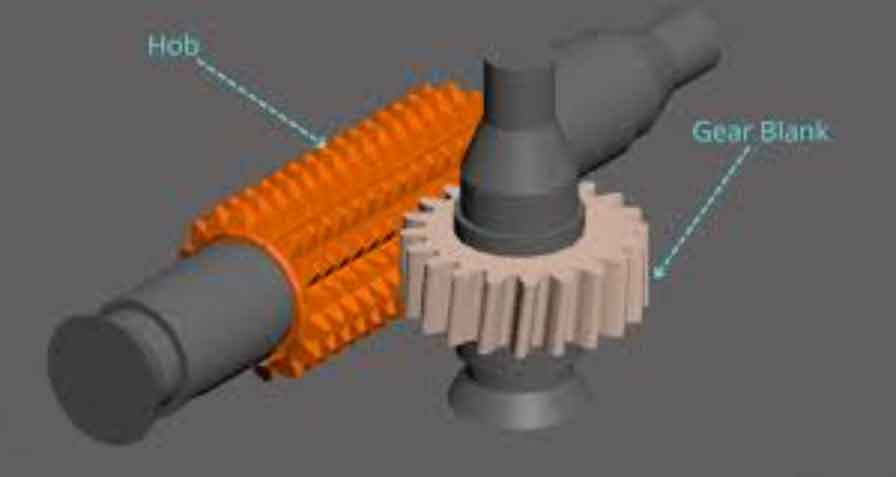
In the automotive transmission industry, back taper gears are widely utilized for their ability to enhance meshing performance and reduce noise. Among these, gears with flat roots present unique challenges in manufacturing, particularly during gear hobbing processes. This article delves into the program debugging and analysis for hobbing back taper teeth with flat roots using unequal-pitch hobs, aiming to facilitate rapid production changeovers, minimize scrap, and boost efficiency. As a practitioner in gear manufacturing, I have encountered numerous instances where the complexity of flat-root back taper gears necessitates meticulous program adjustments. Through this first-person perspective, I will share insights into the principles, debugging methods, and practical solutions, emphasizing the critical role of gear hobbing in achieving precision.
Back taper gears are characterized by a gradual reduction in tooth thickness from one end to the other, creating a conical tooth flank. This design is essential in applications like synchronizer hubs or clutch sleeves, where it aids in smooth engagement and disengagement. Typically, back taper gears are categorized into two types: those with slanted roots and those with flat roots. The former is relatively straightforward to produce via gear hobbing, as it involves standard hobs and coordinated axis movements. However, flat-root back taper gears require specialized approaches due to their constant root diameter, which precludes conventional radial infeed. This necessitates the use of unequal-pitch hobs and sophisticated CNC program debugging to achieve the desired tooth geometry.
To understand the nuances, let’s first examine slanted-root back taper gears. In these gears, the root cone is inclined, allowing for a simpler gear hobbing process. The key parameters include the gear width \(B\), root cone angle \(a_h\), tooth depth variation \(d_H\), and tooth thickness variation \(d_S\). The relationships are derived from basic trigonometry:
$$d_H = B \tan(a_h)$$
$$d_S = B \tan(a_S) = d_H \tan(a_h)$$
Here, \(a_S\) represents the tooth flank cone angle, which is related to the pressure angle \(a_n\) by \(\tan(a_S) = \tan(a_h) \tan(a_n)\). In gear hobbing, this is achieved by synchronizing the X-axis (radial) and Z-axis (vertical) movements on a CNC hobbing machine. For instance, as the hob moves vertically, the radial infeed compensates for the root cone, producing the slanted root. This process is widely documented and implemented, but it serves as a foundation for contrasting with flat-root gears.
Flat-root back taper gears, in contrast, feature a cylindrical root surface with no inclination. This imposes a constraint: the radial infeed cannot be used to create the tooth thickness variation. Instead, an unequal-pitch hob—designed with progressively varying tooth thickness along its axis—is employed. The gear hobbing process then requires simultaneous interpolation of the Y-axis (hob shift) and Z-axis (vertical feed) to generate the back taper. Essentially, the hob traverses vertically while shifting laterally to cut the tooth flank at different sections, ensuring a uniform change in tooth thickness from the large end to the small end. This dual-axis synchronization is critical and often customized with specialized CNC programs.
The gear hobbing program for flat-root back taper gears typically follows one of two toolpath strategies: midline division or symmetric division. Midline division involves adjusting the entire tooth profile simultaneously, making program modifications simpler. Symmetric division allows separate adjustments for the upper and lower ends, offering more control but increasing complexity. In my experience, midline division is preferred for quick setups, and I will focus on its debugging analysis. A key aspect is the ratio between the Z-axis and Y-axis movements, often set based on the hob design. For example, if the hob has a Z-to-Y speed ratio of 0.3:1, the program must maintain \(\Delta Z / \Delta Y = 0.3\) throughout the cut.
To illustrate, consider a clutch sleeve with flat-root back taper teeth. The gear parameters might include a large-end tooth thickness \(S_{n1} = 5.000\,\text{mm}\), small-end tooth thickness \(S_{n2} = 4.472\,\text{mm}\), gear width \(B = 13.88\,\text{mm}\), and corresponding ball distance \(M_{op}\) values. The goal in gear hobbing is to achieve these specifications through precise coordinate adjustments. The following table summarizes typical parameters used in debugging:
| Parameter | Large End | Small End | Unit |
|---|---|---|---|
| Tooth Thickness \(S_n\) | 5.000 | 4.472 | mm |
| Ball Distance \(M_{op}\) | 140.263 | 138.954 | mm |
| Gear Width \(B\) | 13.88 | mm | |
| Hob Shift Length \(L_Y\) | 46.267 | mm | |
| Z-to-Y Ratio | 0.3:1 | – | |
During gear hobbing, the initial step involves setting the X, Y, and Z coordinates in the CNC program interface. The X-axis controls the radial position for root diameter, while Y and Z handle the hob shift and vertical feed, respectively. Debugging often starts with adjusting the root diameter to match the drawing. Once the root is within tolerance, attention shifts to the ball distance \(M_{op}\), which indicates tooth thickness accuracy. The changes in \(M_{op}\) relative to coordinate shifts can be derived from the gear geometry. For instance, the variation per unit change in Z-axis is calculated as:
$$\Delta M_{op}/\Delta Z = (M_{op1} – M_{op2}) / B = (140.263 – 138.954) / 13.88 = 0.094\,\text{mm/mm}$$
Thus, a positive shift in Z by 1 mm decreases the upper-end \(M_{op}\) by 0.094 mm and increases the lower-end \(M_{op}\) by 0.094 mm, expressed as:
$$\Delta Z + 1\,\text{mm} \rightarrow \Delta M_{op} \pm 0.094\,\text{mm}$$
Similarly, for the Y-axis, the hob shift length \(L_Y = B / 0.3 = 46.267\,\text{mm}\) yields a sensitivity factor:
$$\Delta M_{op}/\Delta Y = (M_{op1} – M_{op2}) / L_Y = (140.263 – 138.954) / 46.267 = 0.028\,\text{mm/mm}$$
So, a positive Y shift reduces both ends’ \(M_{op}\) by 0.028 mm:
$$\Delta Y + 1\,\text{mm} \rightarrow \Delta M_{op} – 0.028\,\text{mm}$$
These relationships are pivotal for quick debugging in gear hobbing. Suppose the first trial cut yields \(M_{op}\) values of \(M_0 + \Delta M_1\) (upper) and \(M_0 + \Delta M_2\) (lower), with \(M_0\) as the target. To equalize them, the Z-axis offset is computed:
$$\Delta Z = 0.5(\Delta M_1 – \Delta M_2) / 0.094$$
After applying this offset to all Z coordinates, both ends will have \(M_{op} = M_0 + 0.5(\Delta M_1 + \Delta M_2)\). Then, to reach the target \(M_0\), the Y-axis offset is determined:
$$\Delta Y = 0.5(\Delta M_1 + \Delta M_2) / 0.028$$
Adjusting the Y coordinates accordingly centers the \(M_{op}\) on \(M_0\). This systematic approach streamlines the gear hobbing process, reducing trial runs and material waste.
Another critical aspect in gear hobbing of flat-root back taper gears is the tooth flank slope, often specified as a ratio or as tooth alignment error \(f_{Hb}\). This slope essentially dictates the difference in tooth thickness between the large and small ends. Since the unequal-pitch hob has a continuously varying tooth thickness, modifying the Y-axis shift length alters this difference, thereby adjusting the slope. For example, if the desired slope ratio changes from 0.019:1 to 0.021:1, the required change in hob shift length is:
$$\Delta Y’ = \left[ \frac{0.021 – 0.019}{0.019} \right] \times (Y_2 – Y_1)$$
By symmetrically adjusting the Y coordinates as \(Y_1” = Y_1 – \Delta Y’/2\) and \(Y_2” = Y_2 + \Delta Y’/2\), the new slope is achieved. After cutting, fine-tuning of \(M_{op}\) can follow the earlier method. This flexibility is crucial in gear hobbing to accommodate design variations or heat treatment distortions.
To further elaborate on gear hobbing program optimization, let’s consider the mathematical modeling of the process. The hob’s tooth profile can be described by a series of equations that account for its unequal pitch. For a hob with linear tooth thickness variation, the thickness at any point along its axis \(z\) is given by \(t(z) = t_0 + k z\), where \(t_0\) is the base thickness and \(k\) is the taper rate. During gear hobbing, the workpiece rotation \(\theta\) is synchronized with the hob’s axial feed \(z\) and shift \(y\), governed by the differential relationship:
$$\frac{d\theta}{dz} = \frac{1}{p(z)}$$
Here, \(p(z)\) is the pitch function of the hob. For a constant lead, this integrates to a linear function, but for back taper gears, the program must impose a nonlinear relationship to produce the conical tooth flank. In practice, CNC systems use polynomial interpolation for Y and Z axes. A common form is:
$$Y(z) = Y_0 + \alpha z + \beta z^2$$
where \(\alpha\) and \(\beta\) are coefficients derived from the gear geometry. The Z-axis movement is typically linear, so \(z\) progresses from \(z_1\) to \(z_2\) over the gear width \(B\). The table below summarizes key equations used in gear hobbing program calculations:
| Variable | Equation | Description |
|---|---|---|
| Tooth Depth Variation \(d_H\) | $$d_H = B \tan(a_h)$$ | Root cone angle effect |
| Tooth Thickness Variation \(d_S\) | $$d_S = B \tan(a_S) = d_H \tan(a_h)$$ | Flank cone angle relationship |
| Hob Shift Sensitivity \(S_Y\) | $$S_Y = \frac{\Delta M_{op}}{\Delta Y} = \frac{d_S}{L_Y}$$ | Change in ball distance per Y-unit |
| Vertical Feed Sensitivity \(S_Z\) | $$S_Z = \frac{\Delta M_{op}}{\Delta Z} = \frac{d_S}{B}$$ | Change in ball distance per Z-unit |
| Program Coordinate Ratio | $$\frac{\Delta Z}{\Delta Y} = \text{hob design ratio}$$ | Maintained constant during hobbing |
In actual gear hobbing operations, these equations guide the initial program setup. However, real-world factors like tool wear, machine deflection, and material properties necessitate empirical adjustments. For instance, after several production runs, the hob may experience wear that alters the effective tooth thickness. To compensate, the Y-axis shift might be increased incrementally, which underscores the importance of regular monitoring and debugging in gear hobbing.
Beyond single-gear production, gear hobbing for flat-root back taper gears often involves batch processing with multiple workpieces. Here, program debugging extends to ensuring consistency across batches. Statistical process control (SPC) methods can be integrated, where \(M_{op}\) measurements are plotted over time to detect trends. If deviations occur, the program offsets are adjusted based on the sensitivity factors. For example, if the average \(M_{op}\) drifts by +0.05 mm, the Y-axis might be shifted by \(\Delta Y = -0.05 / 0.028 \approx -1.79\,\text{mm}\) to correct it. This proactive approach minimizes scrap and maintains quality in high-volume gear hobbing.
Furthermore, the choice of hob material and coating impacts the gear hobbing process. Unequal-pitch hobs are typically made from high-speed steel (HSS) or carbide, with coatings like TiN or AlCrN to enhance wear resistance. During debugging, if excessive tool wear is observed, it may affect the tooth profile accuracy. In such cases, the program might include wear compensation curves, where the Y and Z coordinates are gradually modified over the hob’s lifespan. This advanced technique requires deep understanding of gear hobbing dynamics and is often implemented in modern CNC systems.
Another consideration in gear hobbing is the alignment of the hob relative to the workpiece. Misalignment can cause asymmetrical tooth flanks, leading to noise and premature failure. For flat-root back taper gears, this is critical because the back taper must be uniform around the circumference. The program debugging should thus include checks for radial runout and axial alignment. Using a dial indicator, the hob’s position can be verified, and any offsets entered into the CNC program. This adds a layer of precision to the gear hobbing process.
To encapsulate the debugging workflow, I have developed a step-by-step guide based on my experiences. This guide emphasizes the iterative nature of gear hobbing for complex geometries:
- Initial Setup: Input preliminary X, Y, Z coordinates into the CNC program, ensuring the Z-to-Y ratio matches the hob design (e.g., 0.3:1).
- Root Diameter Adjustment: Perform a trial cut and measure the root diameter. Compensate the X-axis until the root is within tolerance.
- Ball Distance Debugging: Measure \(M_{op}\) at both ends. Use the sensitivity equations to calculate \(\Delta Z\) and \(\Delta Y\) offsets, then update the program.
- Tooth Flank Slope Tuning: If the slope ratio requires change, adjust the Y-axis shift length symmetrically, then re-check \(M_{op}\).
- Validation: Conduct a full cut and verify all dimensions, including tooth thickness, root diameter, and surface finish.
This methodology has proven effective in reducing setup times from hours to minutes, showcasing the efficiency gains in gear hobbing. Additionally, simulation software can be used to visualize the toolpath and predict errors before actual cutting, further enhancing debugging accuracy.
In conclusion, gear hobbing of flat-root back taper gears is a sophisticated process that demands careful program debugging and analysis. By leveraging unequal-pitch hobs and understanding the mathematical relationships between axis movements, manufacturers can achieve rapid production changeovers and high-quality outputs. The insights shared here, from sensitivity calculations to practical adjustment steps, underscore the importance of a systematic approach in gear hobbing. As technology advances, integrating AI for predictive debugging or adaptive control could further revolutionize this field, but for now, mastering these fundamentals remains key to success in automotive transmission manufacturing.