
In order to reduce the surface roughness of hard gear and trim the tooth surface texture after grinding, Wang Yanzhong et al studied the grinding honing composite machining method of face gear. The honing transmission principle is similar to that in Figure 1, that is, the production wheel is made into a honing wheel, and the tooth surface is covered with cubic boron nitride to improve the durability and processing efficiency of the tool. In order to avoid the influence of installation error on tooth surface quality, a flexible coupling is connected in series between machine tool spindle and honing wheel. In the honing process, through the meshing between the honing wheel and the workpiece, the hard particles on the honing gear can slide relative to the tooth direction and tooth profile direction of the workpiece tooth surface, so as to cut the workpiece. Later, they also used honing method to finish the surface of face gear with tooth profile. The experiment shows that the maximum tooth surface deviation is only 15.1 μ m. The tooth surface accuracy of face gear is improved.

In recent years, Professor Tang Jinyuan’s team has explored the generalization of cutting tools for the processing of single piece and small batch face gears, and put forward the insert milling and planing processing of face gears. Fig. 2 is the principle and machine tool configuration of the planing processing of a face gear.
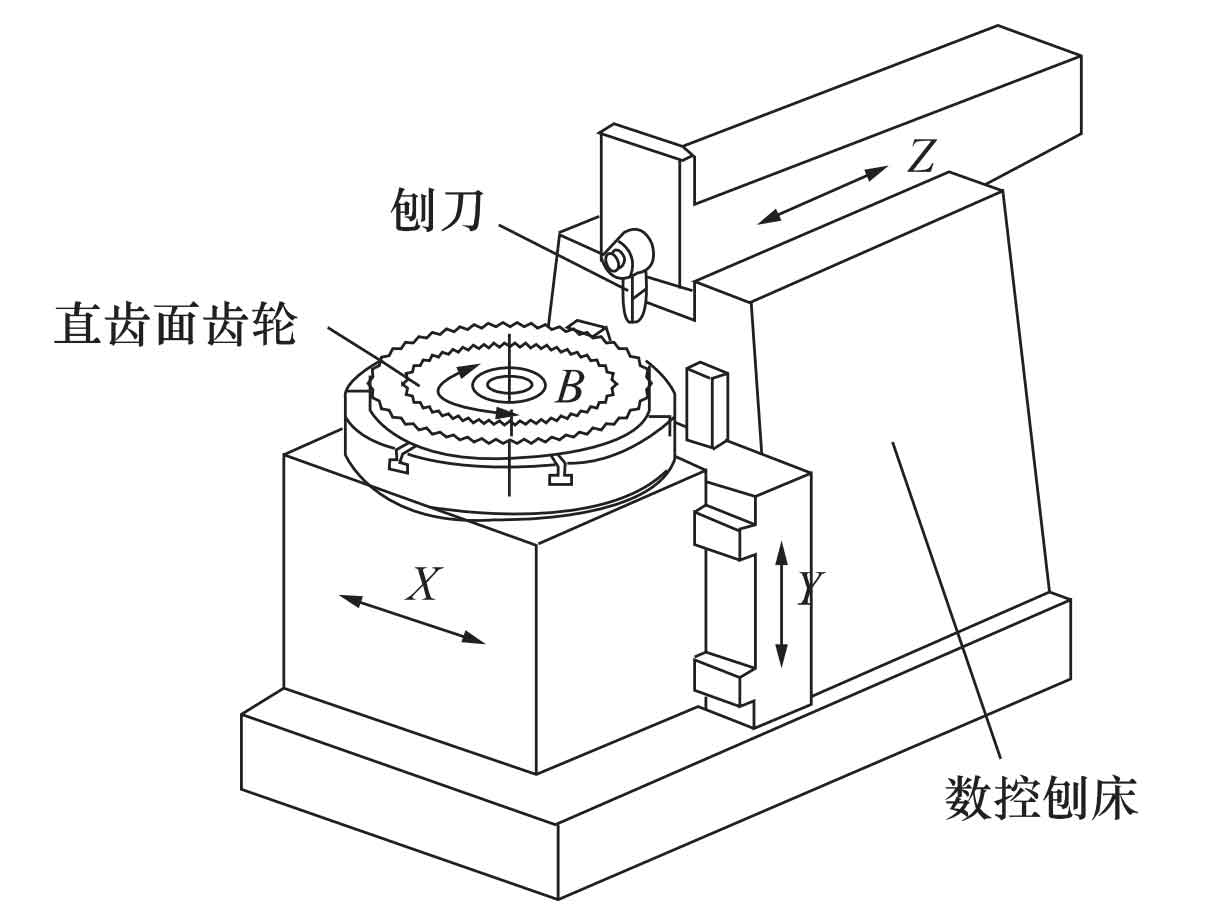
Whether it is insert milling or planing, the requirement for tool profile is not high, and conventional planer or milling cutter can be used. The key core of its machining can be divided into two steps. One is to make the tool simulate the involute of the generating wheel through motion, that is, the cutting edge point of the tool must have a series of discrete positions along the involute of the generating wheel, and this series of discrete positions of the tool are called the basic tool position; Second, both the basic tool position and the face gear need to rotate, and meet the meshing relationship between the production wheel and the face gear. The two machining methods are feasible because the production wheel can be regarded as a cylindrical tensile body, so the reciprocating motion of the tool along the radial direction of the face gear can simulate the discrete involute surface of the production wheel. The efficiency of these two machining methods may be lower than that of gear shaping, but they are of practical significance for the rough machining of small batch face gears, avoiding the design and manufacturing of special tools and reducing the manufacturing cost of tools.