
Taking the forging of a large gear blank as an example, the forging drawing is shown in Figure 1, with a diameter of 1000mm, symmetrical top and bottom, and a spoke with a width of 195mm in the radial direction. Due to the excessive forming force during butting, there will be insufficient filling and collapse at the transition of hub, spoke and rim steps when forming on the existing 3500 t hydraulic press of a company.
Original process: the bar is upsetted into a round cake gear blank, and the size is Φ 900mm × 113mm, blanking weight 620kg, fire consumption 6%, two fire forming.
The forging process is simulated by the finite element software DEFORM-3D. Din42crmo4 (20 ~ 1200 ℃) is selected in the gear blank material library; The upper die, blank and lower die are output from Pro / E in STL format; In order to save operation time, take 1 / 4 of the model; The shear friction coefficient is 0 ∙ 3, the thermal conductivity is 11, the initial temperature of gear blank is 950 ℃, and the preheating temperature of die is 200 ℃; The upper die movement rate is 10mm · s-1. Sparse matrix solution and Newton Raphson iterative method are used to solve.
When the shaping force reaches 3500t, the shape and temperature distribution of gear blank are shown in Fig. 2 and Fig. 3: the simulation results are basically consistent with the actual production. When the shaping force is greater than the rated load of 3500t hydraulic press, the upper and lower molds can not be hit, and the defects of underfilling and collapse appear at the step transition; The temperature distribution of gear blank is uneven, and the internal temperature is still 950 ℃, while the surface temperature of spoke has dropped to about 200 ℃. It is precisely because the spoke wall is thin, the size is large, the metal in contact with the die dissipates heat quickly, and the plasticity decreases greatly, which hinders the continuous flow of metal, which is also one of the reasons for the defects.
Improved process: the bar material is upsetted into a round cake gear blank, and then the intermediate hole is punched out through pre forming, and the pressure reducing shunt groove is pressed out at the spoke. The punching diameter is larger than the diameter of the center hole of the forging. The size is shown in Figure 4. The blanking weight is 635kg, the fire consumption is 8%, and the three fire forming.
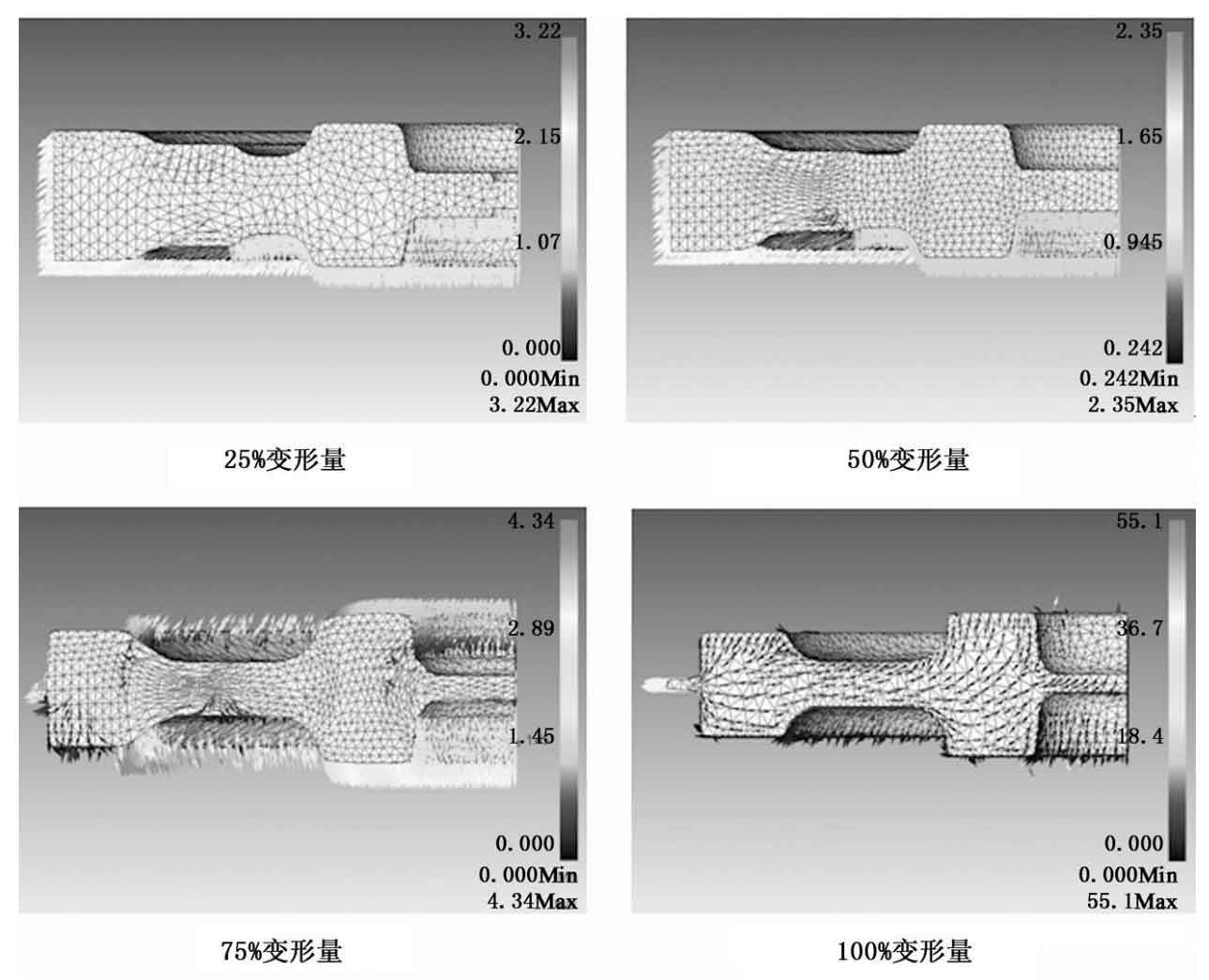
With the improved process, the gear blank can be formed on the existing 3500t oil press of a company, the appearance quality of the step transition is good, and the hub and rim can be filled at the same time. According to the simulation results, the final forming force is only 2900t. Fig. 5 is the metal flow velocity vector diagram of gear blank.
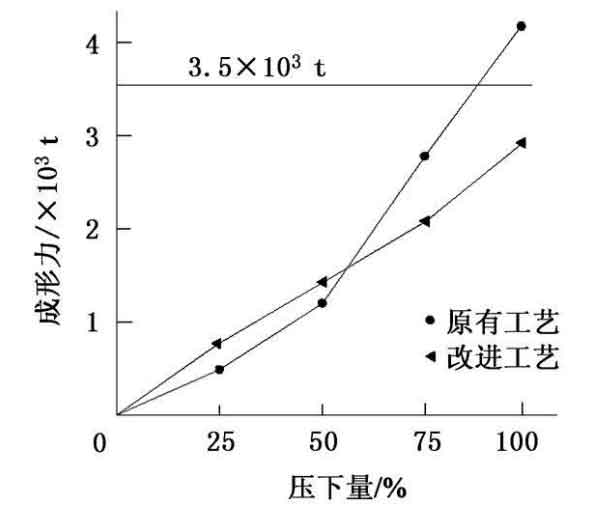
Fig. 6 is a comparison diagram of the forming forces of the two processes. It can be seen from the figure that the original process requires 4200T pressure, and the 3500t oil press can not form at one time, but the improved process can reduce the forming force by 30%. The functions of the pre forging punching diameter larger than the central hole diameter of the forging and the forging of the shunt pressure reducing groove in the middle of the spoke are: to accommodate the excess metal when the upper and lower dies are close, so as to avoid the premature three-dimensional compressive stress and reduce the sharp rise trend of the forming force; The size, shape and position of the shunt decompression groove are the key factors affecting the filling of the hub and rim at the same time.