
Sizing belt is one of the key process parameters to ensure the forming of spur gears. Whether the length of sizing belt is reasonable or not is an important factor affecting the forming quality of extruded spur gears. In order to study the influence of the length L of the sizing belt on the forming of spur gears, the numerical simulation is carried out when the length L of the sizing belt is 5mm, 10mm, 15mm, 20mm and 25mm respectively. The other process parameters are tooth top fillet r = 1.2mm and die angle α= 45 ° and splitting angle thickness t = 2.5mm.
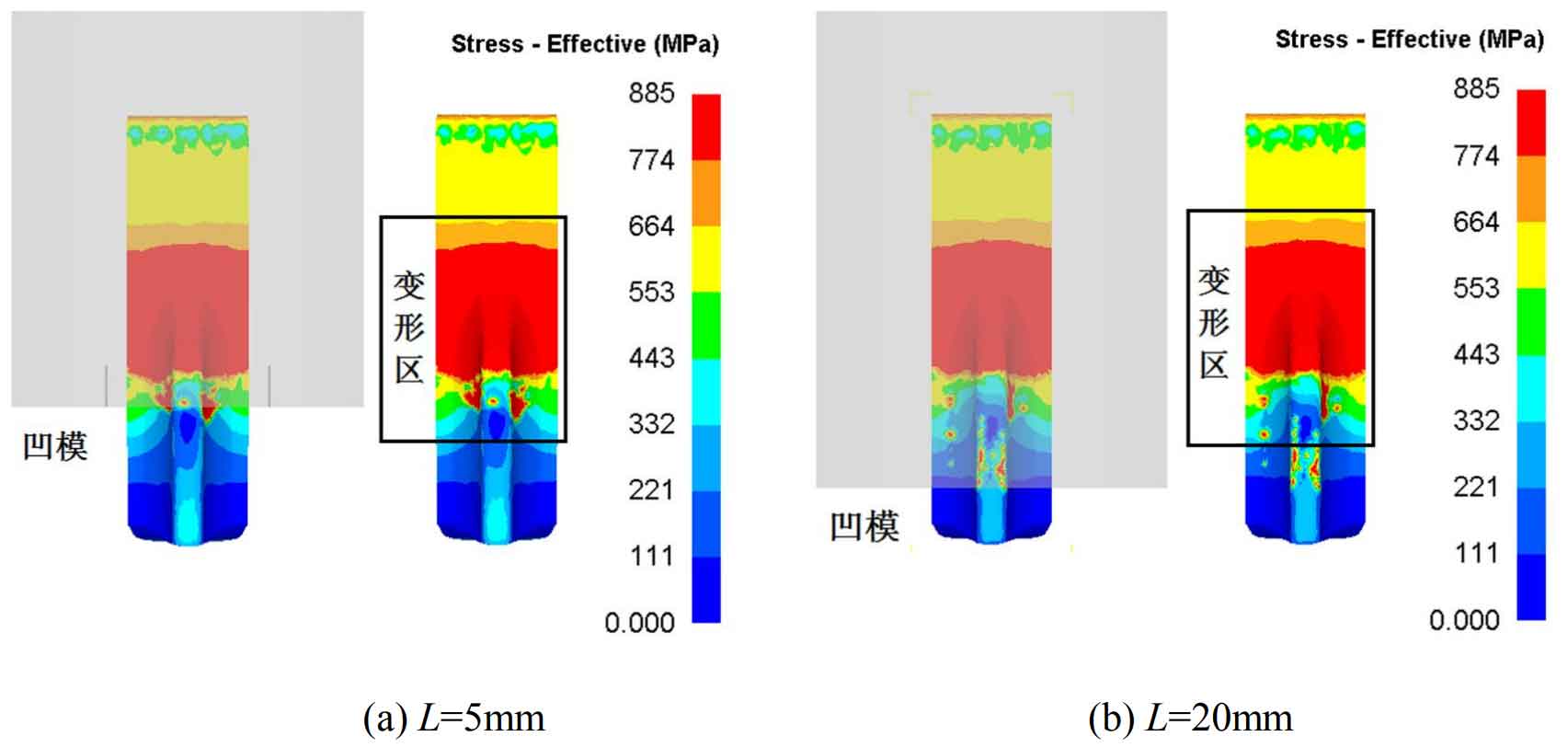
Figure 1 is the cloud diagram of equivalent stress distribution of cold extruded spur gear under different sizing belt lengths. When the length of the sizing belt is 5mm, as shown in Fig. 1 (a), the deformation area exceeds the sizing belt area. At this time, the tooth profile of the extrusion has not been fully formed, and the plastic deformation will continue after earlier separation from the die. Due to the lack of constraint of the die surface, the plastic deformation after separation from the die is irregular deformation, the forming quality of the straight tooth cylindrical gear after extrusion is poor, and the accuracy of tooth profile and tooth orientation is low. When the length of the sizing belt is 20mm, as shown in Fig. 1 (b), the deformation area is within the sizing belt, and only rigid movement is made in the sizing belt after tooth shape plastic deformation, which can effectively ensure the forming quality and accuracy of straight tooth cylindrical gear after extrusion.
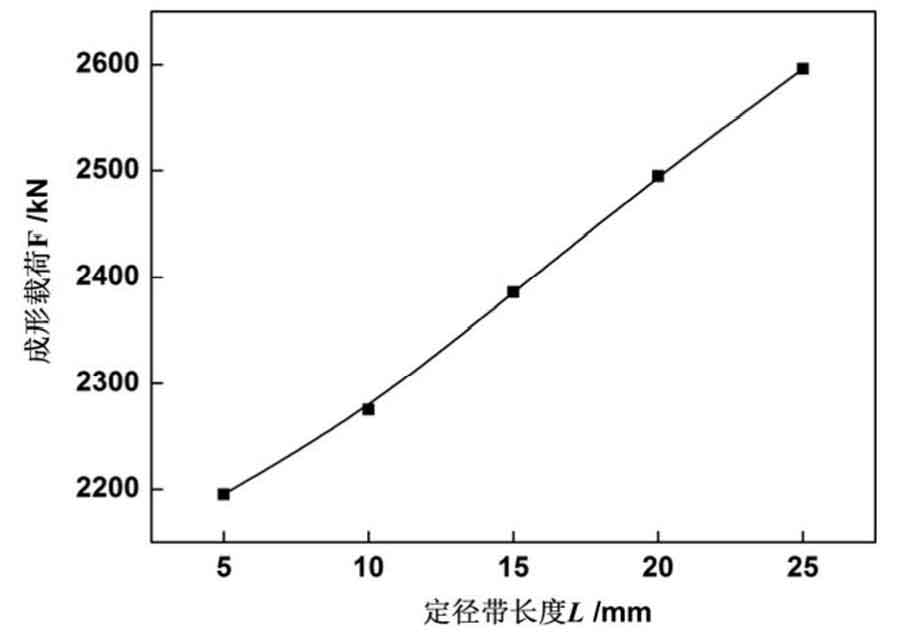
Figure 2 shows the effect of sizing strip length on cold extrusion forming load. The forming load increases with the increase of sizing strip length. This is because in the stable forming stage of cold extrusion, the deformation degree remains unchanged. With the increase of the length of the sizing band, the splitting shear power remains unchanged, the contact area between the blank and the toothed die increases, which increases the friction power, so the forming load gradually increases. When the length of sizing strip L = 5mm, the maximum forming load is about 2195.2kn; When the length of sizing strip L = 25mm, the maximum forming load is about 2595.9kn, and the forming load increases by 15.4%.
To sum up, when the length of the sizing belt is large, the cold extrusion forming quality and forming accuracy of spur gears can be guaranteed, but the length of the sizing belt is too long, the contact surface between the formed gear and the die is too large, and the forming load becomes larger. At the same time, too long sizing belt will destroy the phosphating saponification layer on the blank surface, resulting in the defects of extrusion surface strain and die sticking, and even ring cracks or fish scale cracks on the extrusion surface. The main reason is that under the action of friction between the extrusion and the toothed die, the flow speed of the outer metal layer is faster than that of the central layer. When the additional tensile stress generated by the inner metal and the outer metal is large enough, annular or fish scale cracks appear on the surface of the extrusion. Therefore, the tooth profile quality and surface quality should be considered in the selection of sizing belt length.