
The position of the inner shunting surface is determined by the relative height of the punch and the die core, which plays a role in hindering the radial flow of metal. With the continuous increase of the pressing amount of the punch, the preform of spiral bevel gear makes a part of the metal flow axially to fill the tooth cavity of the die, and a part of the metal flows radially and contacts the die core of the punch and die. The die core of the punch and die hinders the radial flow of the metal and can only flow out from the gap between the punch and the die to form an internal flash. As shown in Figure 1, the formation process of inner flash can be seen intuitively by observing the flow direction of metal.
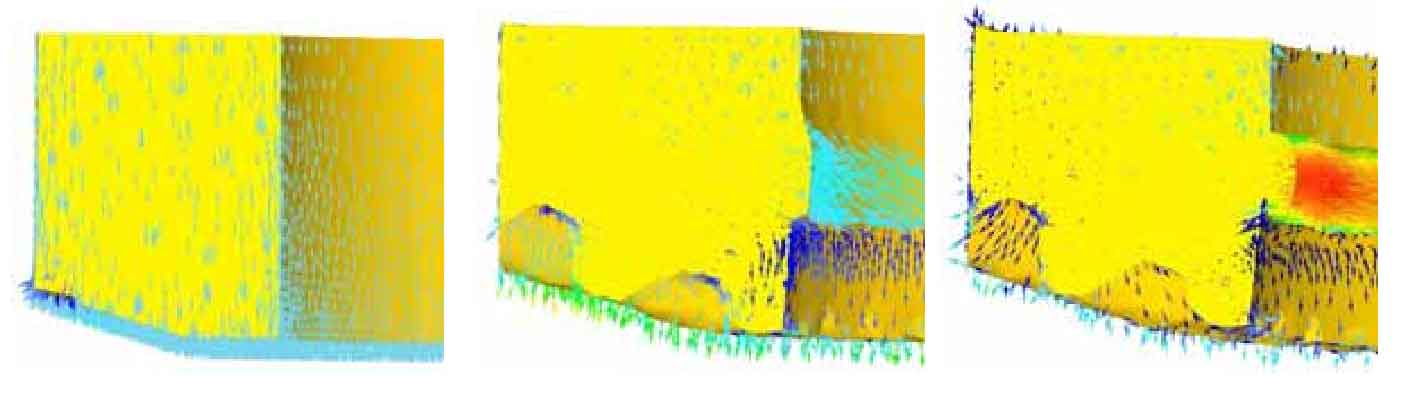
Fig. 1 (a) shows that when the preform of spiral bevel gear comes into contact with the punch and die, the blank is under the pressure of the upper punch, and the internal metal material produces a downward flow speed to fill the tooth cavity of the die. Fig. 1 (b) shows that the metal material is affected by the resistance in the process of filling the tooth cavity of the female die, so that some metal continues to flow axially to fill the tooth cavity of the die, and some metal flows radially, which is hindered by the upper and lower die cores, and only flash is formed at the shunt gap. Figure 1 (c) shows that at the end of tooth formation, part of the metal flows axially to the tooth cavity of the female die to fill the tooth part, so as to make the tooth formation Fuller, and the excess metal material continues to flow along the shunt gap between the male and female dies. At this time, the metal flow speed at the shunt gap is the fastest, which effectively alleviates the sharp rise of forming force.
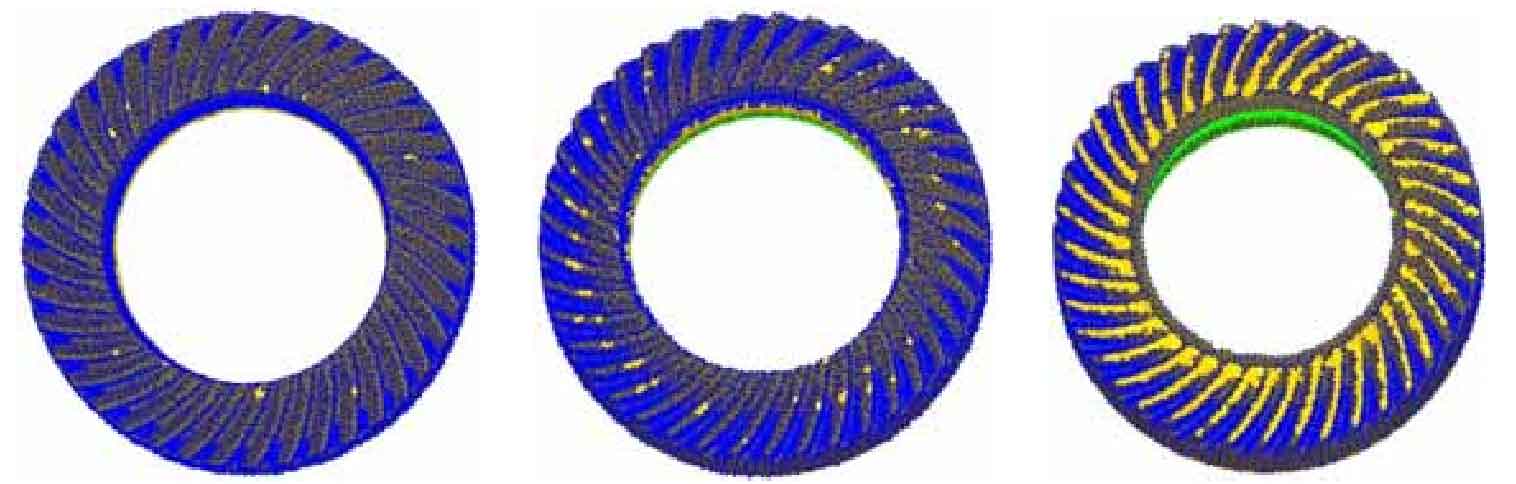
The split gap is selected as 9mm and the cone angle of preform is selected α When the volume of preform of spiral bevel gear remains unchanged, the influence law of different shunting surface positions on forming quality is obtained by adjusting the relative height of punch and die core. Through the numerical simulation results, it can be seen that when the relative position of the inner shunting surface is selected differently, the fullness of the tooth profile is different.
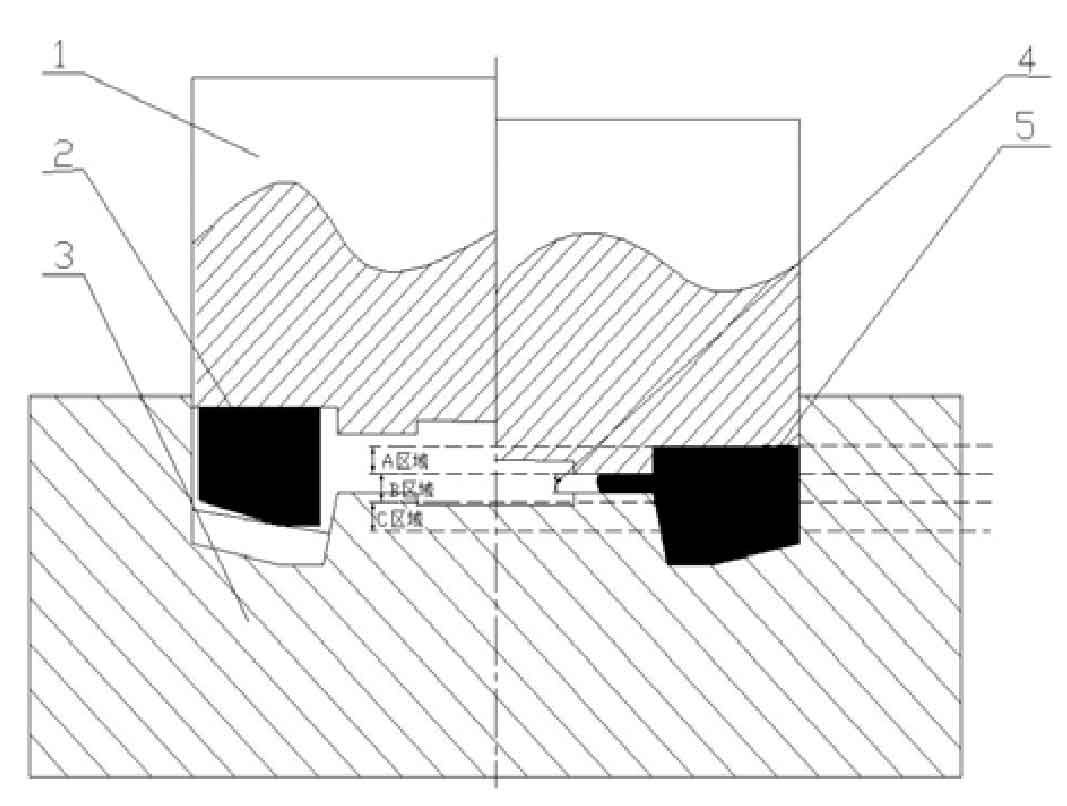
As shown in Figure 2, when the diversion surface is located in area a, the tooth shape of spiral bevel gear is fully filled and the forming quality is good. The formed tooth shape is shown in Figure 3 (a). When the shunting surface is located in area B, the forming quality is good, but it is not full enough. The forming tooth profile is shown in Figure 3 (b). When the shunting surface is located in area C, the tooth shape filling is not full and the forming quality is poor. The formed tooth shape diagram is shown in Figure 3 (c).
According to the above results, when the position of the diversion surface is close to the tooth shape of the female die, with the continuous increase of the downward pressure of the punch, part of the metal flows axially to the tooth shape cavity of the female die, but most of the metal materials have flowed along the radial direction of the diversion gap, which can not play the role of diversion, resulting in serious waste of materials and insufficient filling of the tooth shape of the spiral bevel gear. Therefore, the position of the inner shunting surface should be far away from the tooth shape of the die.