
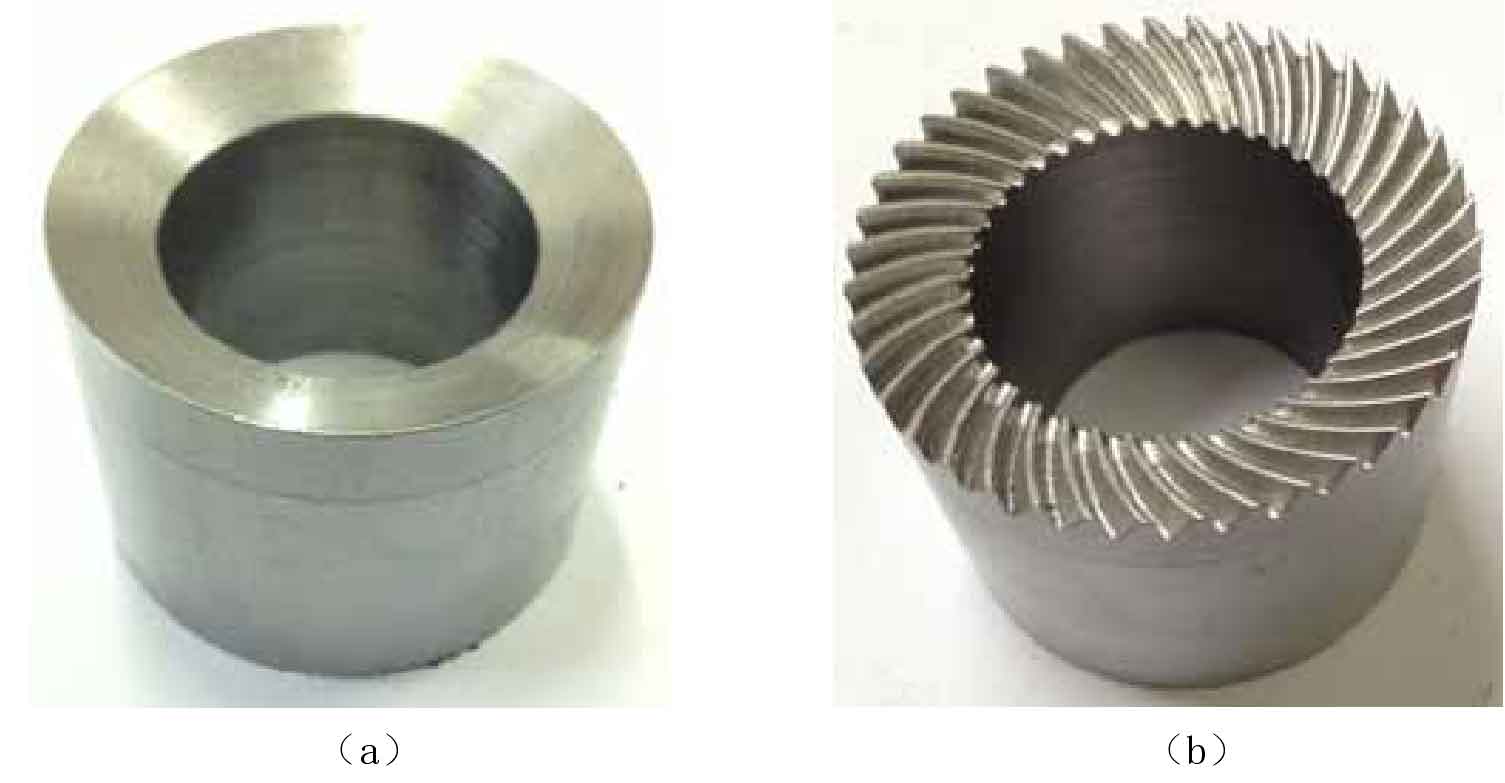
Among the designed parts, the tooth shape concave die of spiral bevel gear is the most critical part. Because the tooth shape part is arc-shaped and has taper, it increases the machining difficulty. Therefore, we first turn it into a part with taper (as shown in Fig. 1a), and then use the multi electrode cavity EDM method to machine the tooth shape part. The electrode used in the tooth cavity of EDM female die directly affects the accuracy and surface roughness of the tooth shape, and the electrode is very easy to lose, so that the accuracy of the processed tooth shape is about 1 level lower than that of the electrode. For the final forging formed by forging, the accuracy of the tooth shape of spiral bevel gear is lower than that of the die. Therefore, high-precision electrode should be selected as far as possible to process the tooth shape die of spiral bevel gear. After the tooth shape is formed, The working surface of the precision forming die for spiral bevel gear is polished to improve the surface finish of the die and reduce the resistance of metal flow in the forming process. Fig. 1b is the tooth shape part diagram of the female die.

The parts in other parts have simple structure and can meet the accuracy requirements by using ordinary turning processing methods. The processed mold parts are shown in Figure 2, and the precision forming mold assembly of spiral bevel gear is shown in Figure 3.
