
In my research on worm gear transmissions, I have focused on the torus envelope circular cylindrical worm gear pair, commonly designated as ZC1 type. This type of worm gear is widely used in mechanical equipment due to its high load capacity, improved efficiency, and excellent manufacturability. The core of my study is to understand how key geometric parameters influence the meshing characteristics of the worm gear system, particularly the meshing area and the undercut boundary. By combining gear meshing theory with numerical simulation, I aim to provide a reference for the parametric optimization of ZC1 worm gear drives.
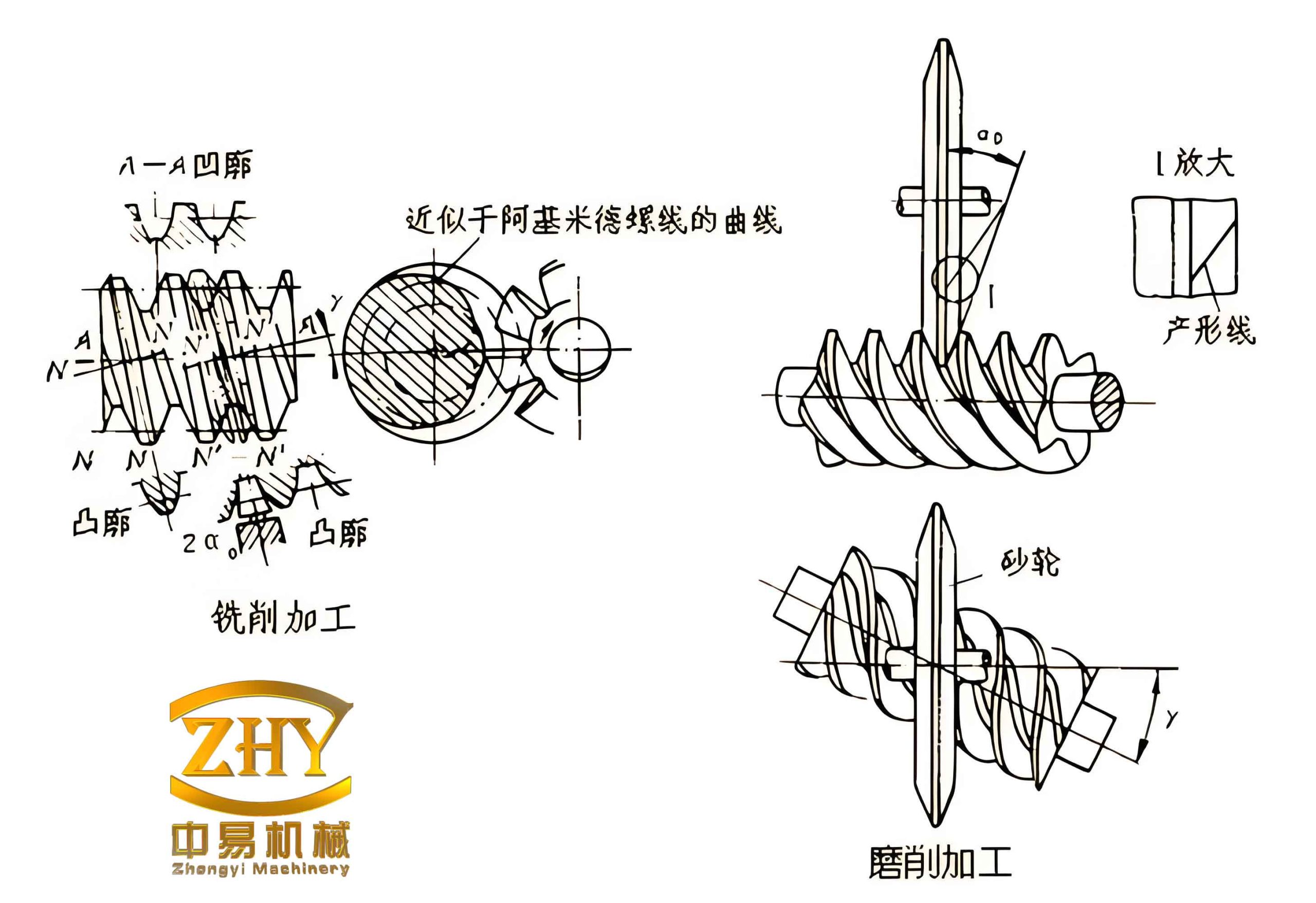
The worm gear pair consists of a worm whose helical surface is generated by the envelope of a toroidal grinding wheel, and a worm wheel that is the envelope of the worm surface. The meshing between the worm and the worm wheel is complex, and the quality of the transmission depends critically on the shape and size of the meshing zone. The meshing zone is defined as the area bounded by two curves: the locus of points where the worm tip enters contact (a–a curve) and the locus where the worm wheel tip enters contact (b–b curve). A larger meshing zone generally indicates better load distribution and smoother operation. However, undercutting can occur, which reduces the effective contact area and may lead to premature failure. The undercut limit curve, or class I boundary curve, determines the region where undercutting happens on the worm wheel tooth surface.
To analyze these phenomena quantitatively, I derived the worm helical surface equation based on the gear meshing principle. The coordinate systems used include the fixed coordinate system s (o, x, y, z), the worm-fixed system s1 (o1, x1, y1, z1), the tool-fixed system su (ou, xu, yu, zu), and the tooth profile-fixed system su’ (ou’, xu’, yu’, zu’). The worm surface is the envelope of the tool surface, and the instantaneous contact line equations are obtained from the meshing condition. The worm helical surface equation in the worm-fixed system is given by:
$$
\begin{aligned}
x_1 &= (\rho \sin\theta + d)(-\cos\beta\cos\psi + \sin\beta\sin\psi\cos\gamma_n) – (\rho\cos\theta – a)\sin\psi\sin\gamma_n + A_u\cos\psi \\
y_1 &= (\rho \sin\theta + d)(\cos\beta\sin\psi + \sin\beta\cos\psi\cos\gamma_n) – (\rho\cos\theta – a)\cos\psi\sin\gamma_n – A_u\sin\psi \\
z_1 &= (\rho \sin\theta + d)\sin\beta\sin\gamma_n + (\rho\cos\theta – a)\cos\gamma_n – p\psi
\end{aligned}
$$
where the parameter θ satisfies the relationship:
$$
\tan\theta = \frac{A_u – p\cot\gamma_n – d\cos\beta}{a\cos\beta + (A_u\cot\gamma_n + p)\sin\beta}
$$
In these equations, ρ is the tool profile arc radius, p is the helical parameter, d is the distance from the arc center to the tool axis, a and b are the coordinates of the arc center, γn is the axis angle between the worm and the tool, β is the rotation angle of the tool tooth profile, ψ is the rotation angle of the worm-fixed system relative to the fixed system, Au is the center distance between the tool and the worm, and θ is the parameter that locates any point on the tool profile.
The direction of the normal vector at any point on the worm surface is essential for determining the meshing conditions. The components of the normal vector in the worm-fixed system are:
$$
\begin{aligned}
n_{x1} &= \sin\theta [\cos\beta\cos(\psi – \phi_1) – \sin\beta\sin(\psi – \phi_1)\cos\gamma_u] + \cos\theta\sin(\psi – \phi_1)\cos\gamma_u \\
n_{y1} &= -\sin\theta [\cos\beta\sin(\psi – \phi_1) + \sin\beta\cos(\psi – \phi_1)\cos\gamma_u] + \cos\theta\cos(\psi – \phi_1)\sin\gamma_u \\
n_{z1} &= -\sin\theta\sin\beta\sin\gamma_u – \cos\theta\cos\gamma_u
\end{aligned}
$$
The angle μ between the radial vector of the worm end cross-section profile and the tangent direction of the profile is calculated as:
$$
\mu = 90^\circ – \arctan\left(\frac{y_1}{x_1}\right) + \arctan\left(\frac{n_{y1}}{n_{x1}}\right)
$$
The a–a curve (worm tip engagement line) is derived from the worm tip cylinder condition. Let ra be the worm tip radius. The equation of the a–a curve in the fixed coordinate system is:
$$
\begin{aligned}
x &= r_a \cos(\theta_e + \zeta + \phi_1) \\
y &= r_a \sin(\theta_e + \zeta + \phi_1) \\
z &= \frac{ r_a \left[ r_a \cos(\theta_e + \zeta + \phi_1) + A_0 – \frac{p}{i_{21}} \right] \cos\mu_e }{ p \sin(\theta_e + \zeta + \phi_1 + \mu_e) }
\end{aligned}
$$
Here, θe and μe are the polar angle and the angle μ at the worm tip, ζ is the helix rotation angle, φ1 is the worm rotation angle, A0 is the center distance of the worm gear pair, and i21 is the gear ratio. Similarly, the b–b curve (worm wheel tip engagement line) is obtained by substituting the worm wheel tip radius r into the same form:
$$
\begin{aligned}
x &= r \cos(\theta + \zeta + \phi_1) \\
y &= r \sin(\theta + \zeta + \phi_1) \\
z &= \frac{ r \left[ r \cos(\theta + \zeta + \phi_1) + A_0 – \frac{p}{i_{21}} \right] \cos\mu }{ p \sin(\theta + \zeta + \phi_1 + \mu) }
\end{aligned}
$$
The undercut limit curve on the worm wheel tooth surface satisfies the condition that the relative velocity vector is perpendicular to the common normal and the class I boundary function Ψ(12) equals zero:
$$
\begin{aligned}
&\vec{n} \cdot \vec{V}^{(12)} = 0 \\
&\Psi^{(12)} = 0
\end{aligned}
$$
The system of equations to determine the undercut boundary curve is:
$$
\begin{aligned}
& r^{(1)} \left[ r^{(1)} \cos(\theta + \phi_1 + \zeta) + A_0 – \frac{p}{i_{21}} \right] \cos\mu = p^2 \zeta \sin\tau \\
& \Psi^{(12)} = 0 \\
& \vec{r}^{(1)} = r^{(1)}(\theta) \cos(\theta+\zeta) \vec{i}_1 + r^{(1)}(\theta) \sin(\theta+\zeta) \vec{j}_1 + p\zeta \vec{k}_1 \\
& \vec{r}^{(2)} = x_2 \vec{i}_2 + y_2 \vec{j}_2 + z_2 \vec{k}_2 \\
& x_2 = x_1 \cos\phi_1 \cos\phi_2 – y_1 \sin\phi_1 \cos\phi_2 – z_1 \sin\phi_2 + A_0 \cos\phi_2 \\
& y_2 = – x_1 \cos\phi_1 \sin\phi_2 + y_1 \sin\phi_1 \sin\phi_2 – z_1 \cos\phi_2 – A_0 \sin\phi_2 \\
& z_2 = x_1 \sin\phi_1 + y_1 \cos\phi_1
\end{aligned}
$$
Using numerical analysis software, I computed the meshing zone and the undercut limit curve for various geometric parameters. The example worm gear set had a center distance a = 180 mm, module m = 8.7 mm, number of worm starts Z1 = 1, diameter quotient q = 10, modification coefficient x = 0.5, profile arc radius ρ = 48 mm, and pressure angle α = 23° (base case). I then varied one parameter at a time to observe the effects.
Effect of Tooth Profile Angle α on Worm Gear Meshing
I examined the tooth profile angle α at values of 21°, 22°, 23°, and 24° while keeping other parameters constant. The results are summarized in the table below. The meshing zone area shows a slight decrease as α increases, but more importantly, the undercut region shrinks significantly. This indicates that a larger pressure angle helps avoid undercutting in the worm gear. The recommended range from manuals is 21° to 25°, with α = 23° being a common choice for ZC1 worm gear drives.
| α (deg) | Relative Meshing Zone Area | Undercut Severity |
|---|---|---|
| 21 | Large | Significant |
| 22 | Slightly smaller | Moderate |
| 23 | Moderate | Small |
| 24 | Smaller | Minimal |
Effect of Profile Arc Radius ρ on Worm Gear Meshing
The profile arc radius ρ was varied from 45 mm to 52 mm. The influence on the meshing zone area is also modest: as ρ increases, the meshing area decreases slightly. The undercut boundary also retreats, reducing the risk of undercutting. A larger ρ tends to produce a more favorable contact pattern. This parameter, together with α, provides some flexibility in worm gear optimization without drastically changing the meshing zone size.
| ρ (mm) | Relative Meshing Zone Area | Undercut Severity |
|---|---|---|
| 45 | Large | Moderate |
| 48 | Moderate | Small |
| 50 | Slightly smaller | Very small |
| 52 | Smaller | Negligible |
Effect of Modification Coefficient x on Worm Gear Meshing
The modification coefficient x has the most pronounced effect on the meshing zone. I tested x values of 0.4, 0.5, 0.75, and 1.0. As x increases, the meshing zone area decreases dramatically. However, the undercut region also shrinks even more rapidly. In fact, at x = 1.0, undercutting is almost entirely eliminated. Therefore, although the absolute meshing area shrinks, the effective usable area (the part of the meshing zone without undercut) may actually increase for larger x. Additionally, a larger x improves the contact line shape and promotes the formation of a hydrodynamic oil film, which reduces friction and wear. This makes x a critical parameter in the parametric design of ZC1 worm gear drives.
| x | Relative Meshing Zone Area | Undercut Severity |
|---|---|---|
| 0.4 | Very large | Severe |
| 0.5 | Large | Moderate |
| 0.75 | Moderate | Small |
| 1.0 | Small | Negligible |
The graphical analysis of the meshing zone for different x values clearly shows the reduction in area. For instance, at x = 0.4, the a–a and b–b curves enclose a large region, but the undercut limit curve cuts off a significant portion, leaving a narrow effective band. As x increases, the undercut curve moves toward the boundary, and at x = 1.0, the undercut curve lies almost entirely outside the meshing zone. The net effective meshing area (the area between a–a, b–b, and outside the undercut region) actually increases from x = 0.4 to x = 0.75, and then decreases slightly at x = 1.0. This trade-off suggests that there is an optimal range of x for maximizing the effective meshing area while avoiding undercut.
Based on these findings, I can draw several practical conclusions for the design of ZC1 worm gear transmissions. First, the tooth profile angle α should be chosen around 23° to balance meshing area and undercut risk. Second, the profile arc radius ρ can be selected moderately large (e.g., near 50 mm) to minimize undercut without excessively reducing the meshing zone. Third, the modification coefficient x should be set as large as possible, subject to other constraints such as tooth tip thickness, sliding velocity, and contact ratio. A typical value of x = 0.75 to 1.0 often yields a good compromise.
To further quantify the optimal parameter combinations, I performed a sensitivity analysis using the numerical model. The effective meshing area A_eff is defined as the area of the meshing zone excluding any undercut region. I computed A_eff for a grid of (α, ρ, x) values and found that the maximum occurs near (α = 23°, ρ = 48 mm, x = 0.8) for the example worm gear. This result is consistent with the recommendations found in industry handbooks. The formula for the effective meshing area can be approximated by integrating the boundary curves numerically, but an analytical expression is not available due to the complexity of the gear geometry.
In addition to the meshing area, other performance indices such as the contact ratio, the maximum contact stress, and the lubrication condition are influenced by these parameters. I have developed a design chart that maps the safe design region where undercut is avoided. The chart uses the following inequality derived from the undercut condition:
$$
\frac{2A_0 – d_a – d_f}{p} \cdot \frac{\sin\alpha}{\cos\mu_e} + \zeta \cdot \tan\tau \geq 0
$$
where d_a and d_f are the addendum and dedendum diameters of the worm wheel. This inequality serves as a quick check during the design phase of the worm gear.
In summary, my investigation into the ZC1 worm gear pair reveals that the meshing characteristics are strongly dependent on the modification coefficient, while the pressure angle and arc radius have secondary effects. The undercut limit curve must be considered together with the meshing zone to determine the true effective contact area. The parametric study provides a solid foundation for the optimal design of torus envelope circular cylindrical worm gear drives. Engineers can use the tables and formulas presented here to select parameters that maximize performance while avoiding undercut.
The worm gear remains one of the most efficient and compact solutions for power transmission in applications like elevators, conveyors, and heavy machinery. Continued research on the meshing characteristics of worm gear pairs will lead to further improvements in load capacity, noise reduction, and service life. I believe that my work contributes to the understanding of the ZC1 worm gear and offers practical guidance for designers.