
The tooth surface is reconstructed according to the numerical simulation results under different cold shaping methods. Compared with the other two methods, the total deviation of tooth profile and the total deviation of helix of spur cylindrical gear with full tooth shaping are larger, and the shaping effect is obviously poor. This is because under the same shaping amount, only the deformation area of shaping tooth surface is the smallest, followed by the shaping of tooth root tooth surface, and the tooth top of spur cylindrical gear is not shaped under the two shaping methods, and the excess metal on tooth surface flows out from the tooth top, It plays the role of diversion. The deformation area of full tooth shaping is large, the metal flow is complex, and the excess metal on the tooth surface accumulates upward layer by layer, and finally flows out from the extrusion end of the tooth. The plastic deformation of the tooth surface is large, which can not achieve the purpose of tooth shape shaping.
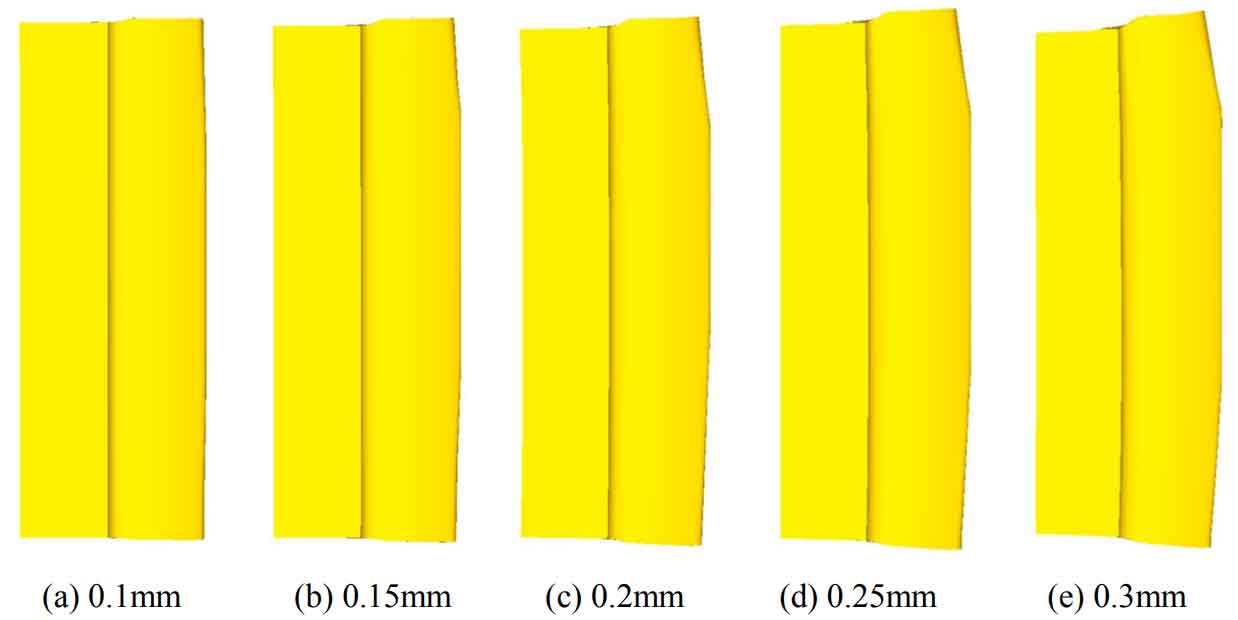
Using the shaping method of only shaping the tooth surface, the shaping die is designed based on the measured average tooth thickness of cold extruded spur gear, and the shaping amount on both sides is selected Δ L is 0.1mm, 0.15mm, 0.2mm, 0.25mm and 0.3mm respectively. The simulation results are shown in Figure 1. With the increase of shaping amount, the straight cylindrical gear warps in the tooth direction, the middle is convex and both ends are warped.
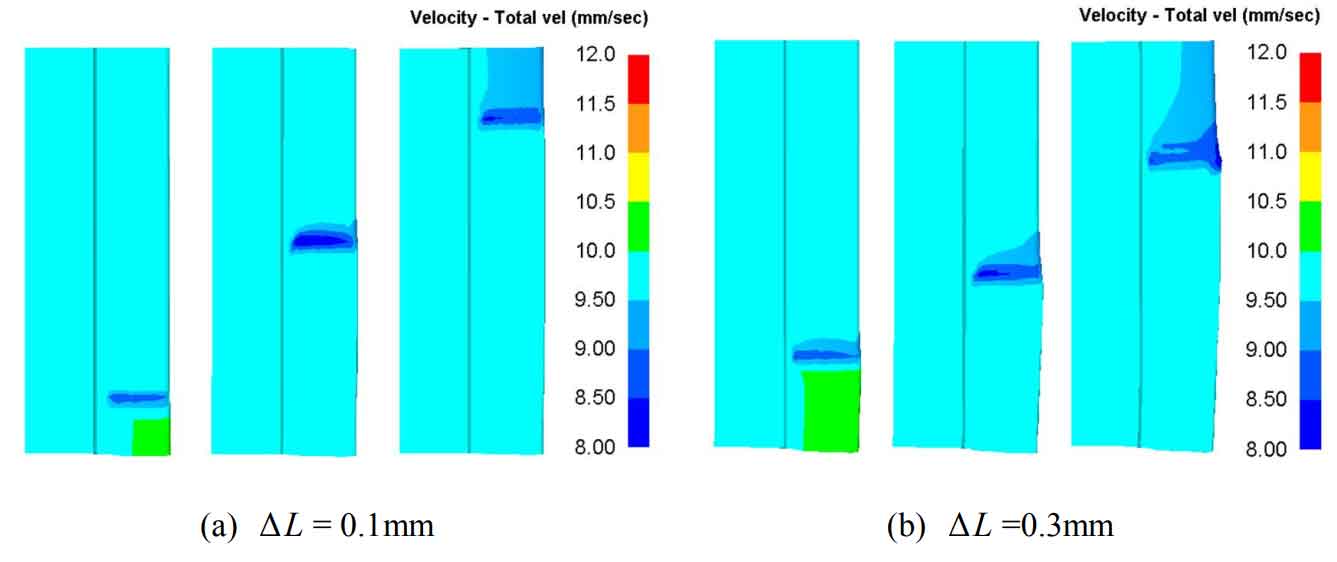
Figure 2 shows the distribution of metal flow velocity under different shaping quantities. It can be seen from the figure that in the early stage of cold shaping, the metal flow velocity of the lower toothed part of the outer layer is faster than that of the center. Therefore, the center metal has a radial pulling effect on the outer toothed metal, resulting in end warpage, and the end warpage becomes more obvious with the increase of shaping quantity. As the punch is pressed down and enters the stable cold shaping stage, the speed difference between the inner and outer metal becomes smaller until equal. Therefore, there is no obvious warpage in the middle section of the shaping spur gear. At the end of cold shaping, the metal flow speed in the heart is faster than that in the outer tooth part, and the faster heart has a pulling effect on the outer tooth part. Therefore, warpage also occurs at the end of the shaping part. With the increase of shaping amount, the cold shaping force increases, which gradually increases the flow speed difference between the inner and outer metal, and the warpage at the end of spur gear becomes more and more serious.
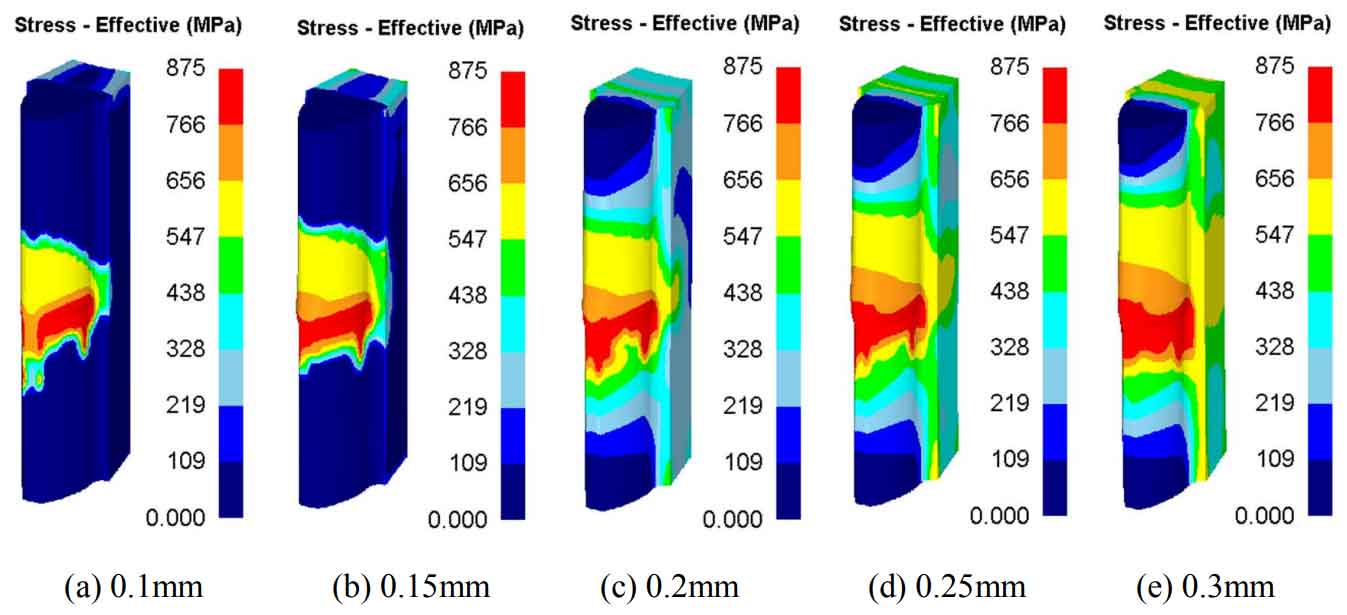
Fig. 3 shows the equivalent stress distribution of spur gears with different shaping amounts. It can be seen from the figure that the deformation area gradually increases with the increase of shaping amount. When the shaping amount is 0.1mm, the deformation area is only the tooth surface. When the shaping amount is 0.15mm, the deformation area is the tooth surface and tooth top. With the gradual increase of shaping amount, the deformation area tends to expand to the tooth root.
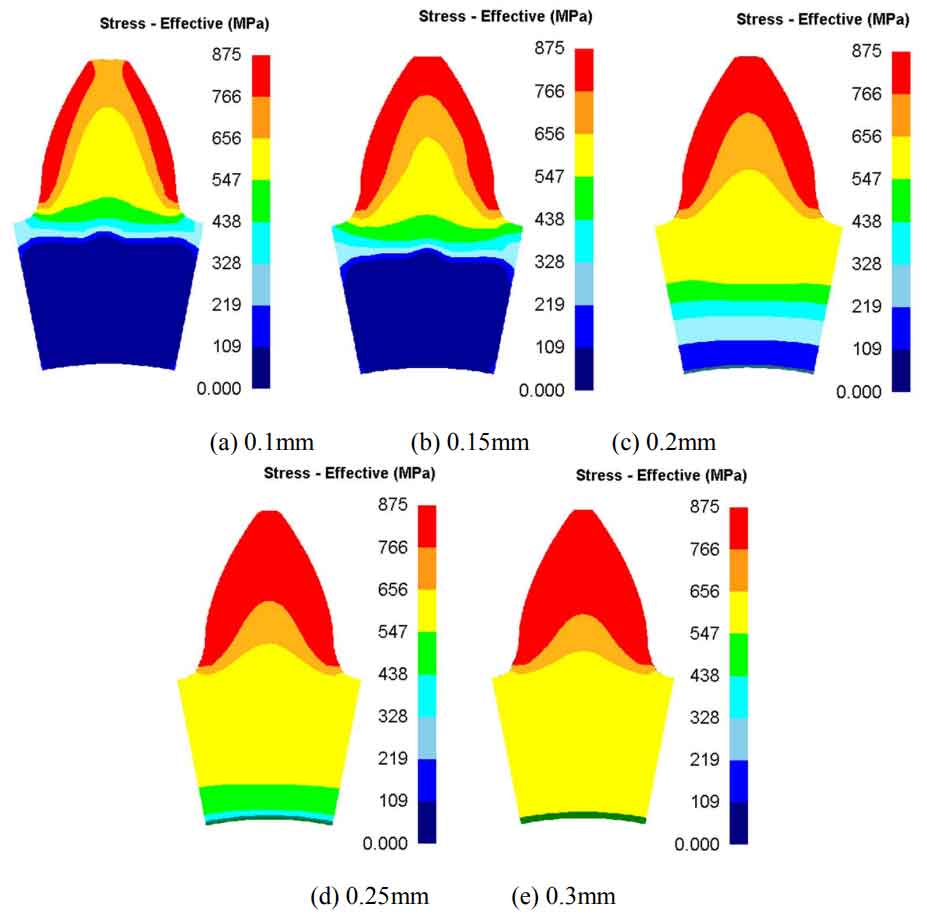
Figure 4 shows the distribution of equivalent stress in the section of deformation area with different shaping amount. It can be seen from the figure that when the shaping amount is 0.1mm, only slight plastic deformation occurs on the tooth surface on both sides of the cold extruded spur gear after passing through the shaping die. If the shaping amount is too small, even only elastic deformation occurs on the tooth surface; With the increase of shaping amount, the deformation area gradually expands to the inner layer. When the shaping amount is 0.3mm, the tooth surface has undergone severe plastic deformation, which can not achieve the purpose of shaping.
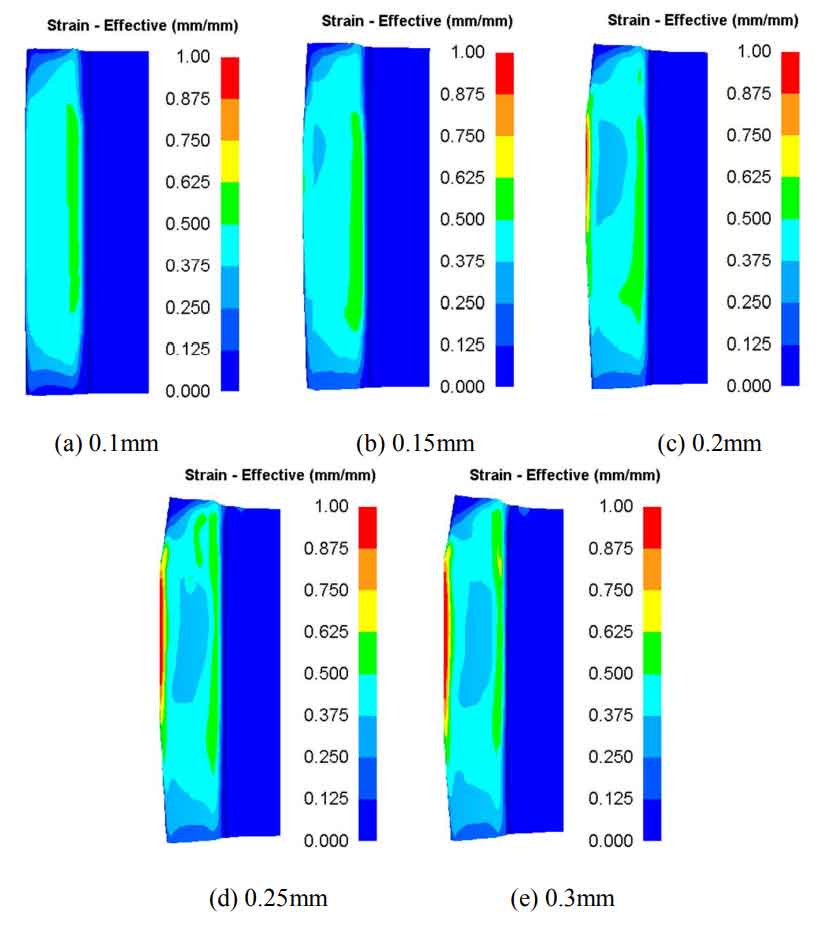
Fig. 5 is the distribution diagram of equal effect variation of spur gear under different shaping quantities. It can be seen from the diagram that the upper and lower ends of spur gear are in an unconstrained state during shaping, so the equal effect variation values at these two places are the smallest. When the shaping amount is 0.1mm and 0.15mm, the equal effect change distribution of the tooth surface is more uniform, while the shaping amount continues to increase, and the equal effect change distribution of the tooth surface is uneven. At this time, due to the large shaping amount, the deformation of the tooth surface after cold shaping is no longer uniform.
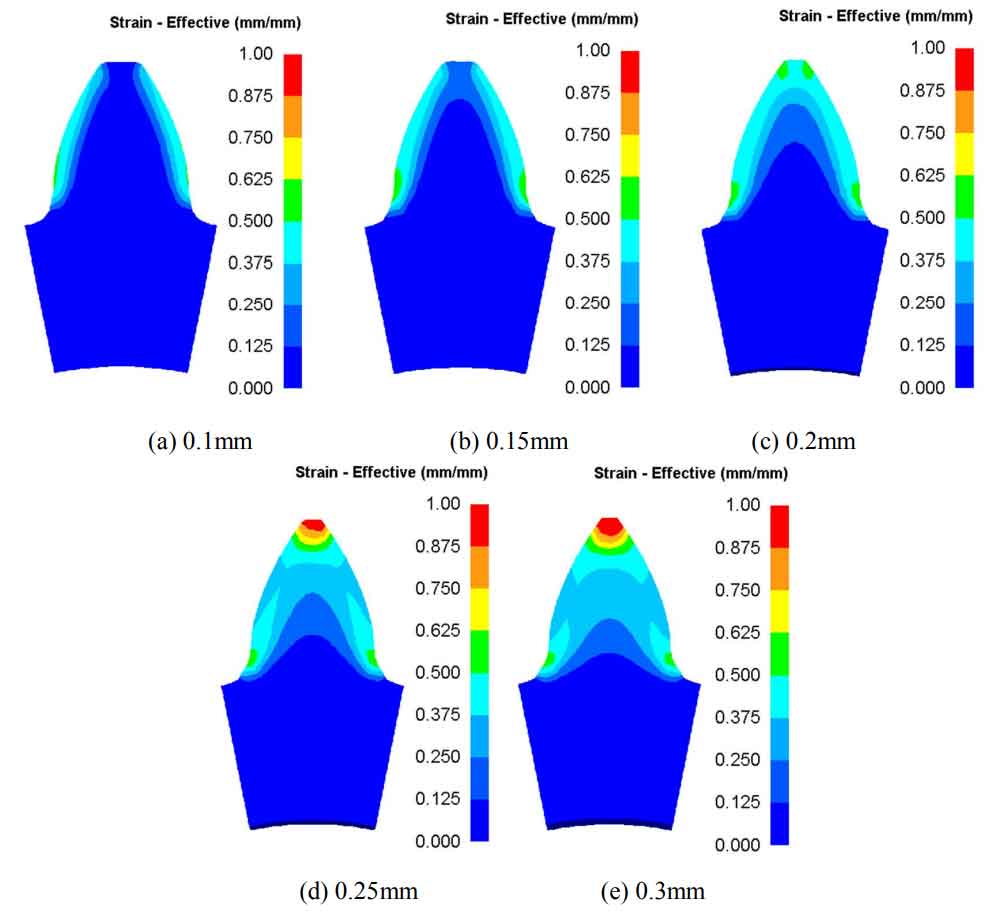
Fig. 6 is the distribution diagram of equivalent effect deformation in the section of spur cylindrical gear with different shaping amount. It can be seen from the diagram that the shaping amount is 0.1mm, the deformation area is the tooth surfaces on both sides, and the plastic deformation only occurs on the surface of the tooth surface. With the gradual increase of shaping amount, the plastic deformation gradually expands to the inner layer. Because the shaping method of only shaping the tooth surface is adopted, the excess metal on the tooth surface is shunted to the tooth top. When the shaping amount exceeds 0.2mm, the tooth top can no longer play the role of diversion. At this time, the metal on the tooth top accumulates upward and finally forms longitudinal burr.
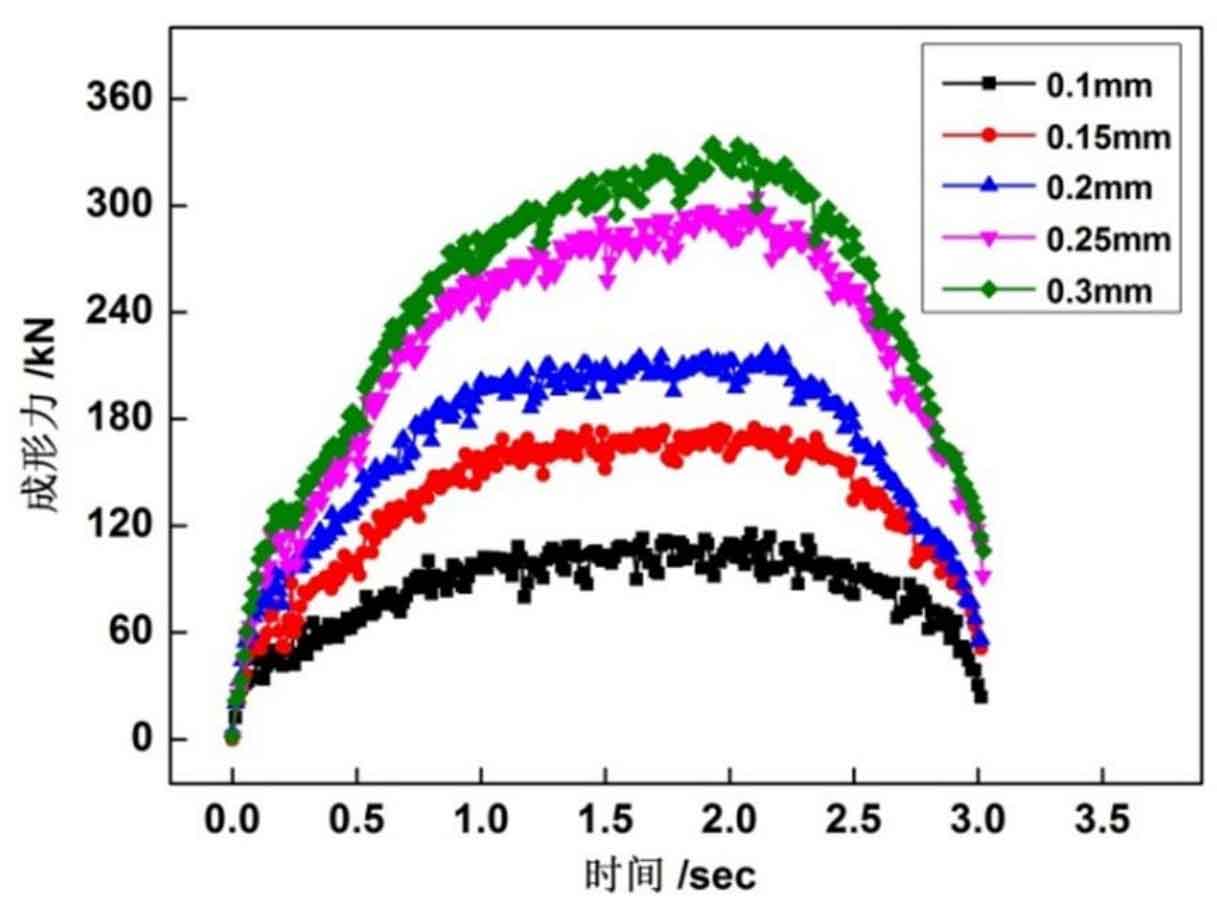
Figure 7 shows the forming force curve of spur gear under different shaping quantities. With the increase of shaping quantity, the cold shaping deformation degree increases and the forming force gradually increases. When the shaping amount is 0.1mm, the maximum forming force is about 108.6kn; When the shaping amount is 0.3mm, the maximum forming force is about 333.4kn, and the difference between them is 224.8kn.