
During the simulation, the temperatures of 900 ℃, 950 ℃, 1000 ℃, 1050 ℃ and 1100 ℃ are selected, and the friction coefficient is 0.3 (in the lubricated state, the water-based graphite is used as the lubricant. Because the forged water-based graphite has the ideal high-temperature lubricity, adhesion, easy demoulding, stable chemical properties, no corrosion, no toxicity, can improve the forming quality and significantly prolong the service life of the die) and 0.7 (in the non lubricated state), The three main influencing factors of equivalent strain, equivalent stress and load distribution in the forging process of driven spiral bevel gear are analyzed.
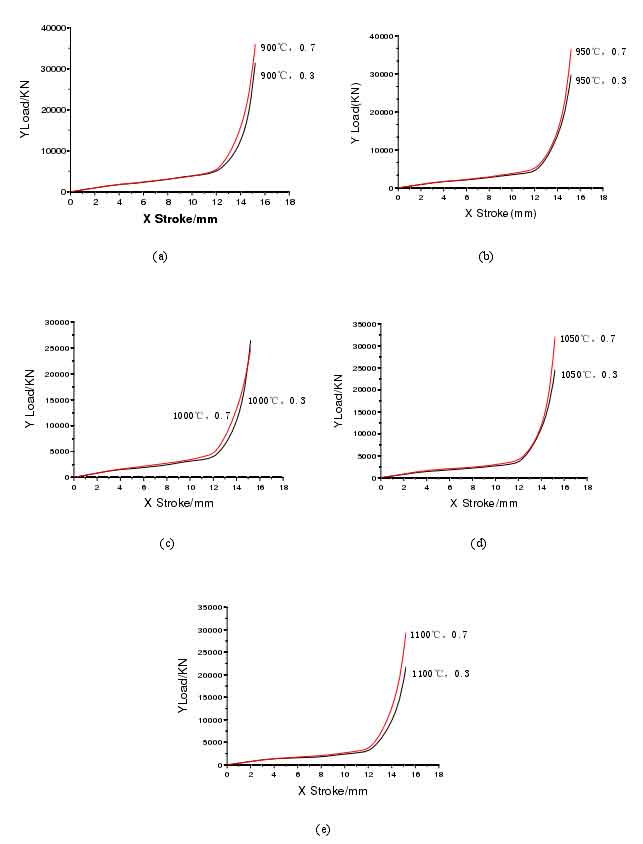
It can be seen from the simulation data of many schemes that under the same temperature, the parameter values of equivalent stress, equivalent strain and stroke load under the lubrication state, i.e. when the friction coefficient is 0.3, are less than those under the non lubrication state, i.e. when the friction coefficient is 0.7, as shown in Fig. 1 (a), (b), (c), (d) and (E). At the same time, in order to facilitate analysis and comparison, the values under lubrication state at different temperatures (friction coefficient is 0.3) and non lubrication state at different temperatures (friction coefficient is 0.7) are selected for comparison, as shown in Fig. 2 (a) and (b).
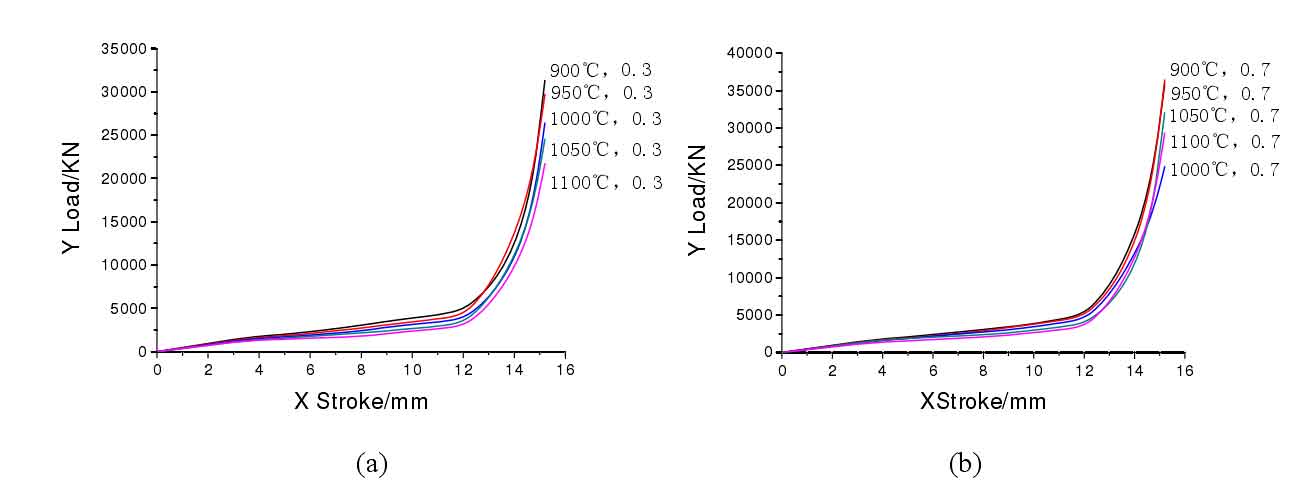
From the displacement load distribution diagram under different states, it can be seen that the variation values of each parameter curve accord with the distribution law of each value corresponding to different forming stages of spiral bevel gear. At the same time, according to the simulation values in the figure, the forming force of spiral bevel gear estimated by the final forming load value of these schemes is compared, and it is found that the numerical simulation forming force is larger. The possible causes are analyzed as follows: first, the speed of the actual friction press is close to zero at the end of forging, while the speed of the friction press is a certain value in numerical simulation, resulting in a large strain rate at the end of forging. Second, during numerical simulation, the mesh of spiral bevel gear tooth surface is re divided, and the forming load rises rapidly in a small stroke.