
The strain wave gear, also known as a harmonic drive, is a unique gearing mechanism prized for its exceptional characteristics, including high reduction ratios, compact design, precise motion transmission, minimal backlash, and the ability to operate in sealed or vacuum environments. These attributes make it indispensable in advanced fields such as aerospace robotics, satellite mechanisms, and precision instrumentation. At the heart of its operation lies the elastic deformation of a thin-walled flexspline, which meshes with a rigid circular spline via a wave generator. While the kinematic and strength design of these gears has been extensively studied, their tribological performance—specifically the lubrication condition at the tooth contact interface—remains a critical factor influencing longevity, efficiency, and reliability. A significant proportion of failures in strain wave gear transmissions, including wear, pitting, and scoring, are directly attributable to inadequate lubrication.
To address this, modern designs often employ a double circular arc (DCA) tooth profile for the flexspline, which offers improved load distribution and stress characteristics compared to traditional involute profiles. The geometry of this profile, particularly the radius of the convex arc segment, plays a pivotal role in defining the contact conditions between the flexspline and the circular spline. This article presents a comprehensive analysis of how the convex tooth radius of the flexspline influences the mixed elastohydrodynamic lubrication (EHL) performance within the conjugate meshing zones of a strain wave gear. By developing a detailed mathematical model that incorporates real surface roughness, dynamic loading, and complex contact kinematics, we quantify the impact of this key design parameter on critical tribological metrics such as film thickness ratio, load-sharing, and friction coefficient.
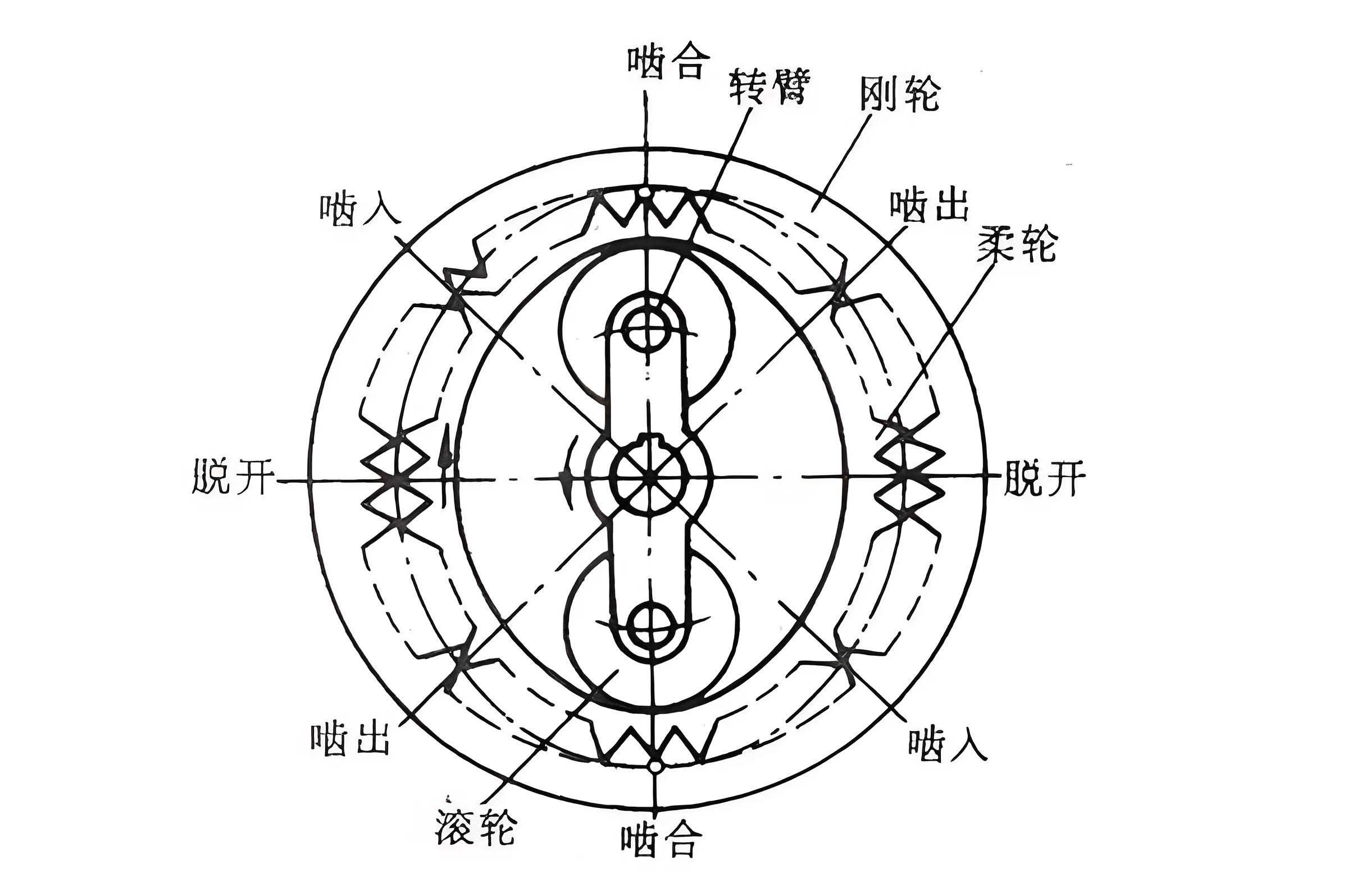
Geometric Modeling of the Double Circular Arc Tooth Profile
The DCA tooth profile for the flexspline consists of two circular arcs—one convex and one concave—connected by a common tangent line. This configuration is defined by several key parameters, as illustrated in the structural schematic. The primary geometric parameters defining the flexspline tooth profile are listed in the table below.
| Symbol | Description | Symbol | Description |
|---|---|---|---|
| $h_a$ | Addendum | $\rho_a$ | Radius of convex arc |
| $h_f$ | Dedendum | $\rho_f$ | Radius of concave arc |
| $h$ | Whole tooth depth | $h_l$ | Length of common tangent |
| $t$ | Distance from root circle to neutral layer | $\gamma$ | Inclination angle of common tangent |
| $X_a$ | Offset of convex arc center | $l_a$ | Displacement of convex arc center |
| $X_f$ | Offset of concave arc center | $l_f$ | Displacement of concave arc center |
The tooth profile curve can be expressed in three parametric segments using a local coordinate system. Let $u$ be the arc length parameter.
1. Convex Arc Segment (AB):
$$
\mathbf{r}_1(u) = \begin{bmatrix}
x_1(u) \\
y_1(u)
\end{bmatrix} = \begin{bmatrix}
-\rho_a \cos\left(\frac{u}{\rho_a} – \theta_a\right) + x_{oa} \\
\rho_a \sin\left(\frac{u}{\rho_a} – \theta_a\right) + y_{oa}
\end{bmatrix}, \quad \text{for } 0 \leq u \leq l_1
$$
where $l_1 = \rho_a (\gamma – \theta_a)$, $x_{oa} = -l_a$, $y_{oa} = h_f + t – X_a$, and $\theta_a = \arcsin\left(\frac{h_a + X_a}{\rho_a}\right)$.
2. Common Tangent Segment (BC):
$$
\mathbf{r}_2(u) = \begin{bmatrix}
x_2(u) \\
y_2(u)
\end{bmatrix} = \begin{bmatrix}
x_B + (u – l_1)\sin\gamma \\
y_B – (u – l_1)\cos\gamma
\end{bmatrix}, \quad \text{for } l_1 \leq u \leq l_2
$$
where $x_B = x_1(l_1) = -\rho_a \cos(\gamma – \theta_a) + x_{oa}$, $y_B = y_1(l_1) = \rho_a \sin(\gamma – \theta_a) + y_{oa}$, and $l_2 = l_1 + \frac{h_l}{\cos\gamma}$.
3. Concave Arc Segment (CD):
$$
\mathbf{r}_3(u) = \begin{bmatrix}
x_3(u) \\
y_3(u)
\end{bmatrix} = \begin{bmatrix}
\rho_f \cos\left(\frac{l_3 – u}{\rho_f} + \gamma\right) + x_{of} \\
\rho_f \sin\left(\frac{l_3 – u}{\rho_f} + \gamma\right) + y_{of}
\end{bmatrix}, \quad \text{for } l_2 \leq u \leq l_3
$$
where $l_3 = l_2 + \rho_f\left[\arcsin\left(\frac{X_f + h_f}{\rho_f}\right) – \gamma\right]$, $x_{of} = h_a + \rho_a + (\rho_f – \rho_a \cos\gamma)\tan\gamma$, and $y_{of} = h_f + t + X_f$.
Determination of Conjugate Circular Spline Profile
The fundamental principle of strain wave gear operation involves the continuous engagement between the flexspline and the circular spline as the wave generator rotates. To analyze the contact mechanics and lubrication, it is essential to define the theoretical conjugate profile of the circular spline relative to the given flexspline profile. This is achieved using an enhanced kinematic method and the meshing invariant matrix.
Considering the relative motion, the circular spline is held stationary while the flexspline undergoes a compounded motion: rotation with the wave generator and elastic deformation. For an elliptical wave generator, the relative angular position $\Delta\beta$ between the flexspline and wave generator is given by:
$$
\Delta\beta = \mu \varphi_h
$$
where $\varphi_h$ is the rotation angle of the wave generator and $\mu = (i – 1)/i$, with $i$ being the gear ratio ($i = Z_g / (Z_g – Z_f)$, where $Z_g$ and $Z_f$ are the tooth numbers of the circular spline and flexspline, respectively).
The meshing invariant matrix $\mathbf{B}$, which remains constant for a given meshing position, is derived from the kinematic relations:
$$
\mathbf{B} = \begin{bmatrix}
0 & -\dot{\beta} \sin(\varphi_h + \mu \varphi_h) & \dot{\omega}(\varphi_h) \cos(\varphi_h + \mu \varphi_h) \\
0 & \dot{\beta} \cos(\varphi_h + \mu \varphi_h) & \dot{\omega}(\varphi_h) \sin(\varphi_h + \mu \varphi_h) \\
0 & 0 & 0
\end{bmatrix}
$$
Here, $\dot{\beta}$ is the angular speed of the flexspline relative to the wave generator, and $\dot{\omega}(\varphi_h)$ is related to the radial velocity of the flexspline’s deformation.
The theoretical conjugate profile of the circular spline, $\mathbf{r}^{(2)}_i$, corresponding to a point $\mathbf{r}^{(1)}_i(u)$ on the flexspline, is found by solving the meshing equation and coordinate transformation:
$$
\begin{cases}
\mathbf{n}^{(1)T}_i(u) \cdot \mathbf{B} \cdot \mathbf{r}^{(1)}_i(u) = 0, \quad i=1,2,3 \\
\mathbf{r}^{(2)}_i = \mathbf{M}_{21}(\varphi_h) \cdot \mathbf{r}^{(1)}_i(u)
\end{cases}
$$
where $\mathbf{n}^{(1)}_i$ is the unit normal vector to the flexspline profile and $\mathbf{M}_{21}$ is the coordinate transformation matrix from the flexspline to the circular spline system. Solving this system for all segments and meshing angles yields the complete set of conjugate points that form the theoretical circular spline tooth profile. In practice, to avoid interference and ensure smooth dual-conjugate meshing (where both the convex-convex and convex-concave pairs engage properly), the flexspline profile parameters are optimized. The core parameters for the base case in this study, following a standard DCA profile (GOST 15023-69) with a module of 0.396 mm, are: $h_a=0.2400$ mm, $h=0.6110$ mm, $X_a=0.1271$ mm, $l_a=0.5203$ mm, $\rho_f=0.8200$ mm, $t=0.5228$ mm, $\gamma=12^\circ$, $h_l=0.0644$ mm, $Z_f=160$, $Z_g=162$.
The conjugate profile points are then fitted with circular arcs to obtain approximate radii for the circular spline’s concave and convex segments, denoted as $\rho_1$ (convex fit radius) and $\rho_2$ (concave fit radius), respectively. This simplification is crucial for defining the local contact geometry in the lubrication model.
Mixed Elastohydrodynamic Lubrication Model for Tooth Contact
The contact between the flexspline and circular spline teeth in a strain wave gear is modeled as a finite line contact between two cylindrical bodies with equivalent radii of curvature. Due to the periodic nature of engagement, the analysis can be focused on a single representative tooth pair. The contact geometry is defined by the equivalent radius $R$ and the contact length $L$ (tooth width):
$$
\frac{1}{R} = \frac{1}{r_1} \pm \frac{1}{r_2}
$$
where $r_1$ and $r_2$ are the radii of curvature at the contact point for the flexspline and circular spline, respectively. The ‘+’ sign is used for convex-convex contact (first conjugate zone, ‘Zone a’), and the ‘-‘ sign is used for convex-concave contact (second conjugate zone, ‘Zone b’). For the DCA profile: in Zone a, $r_1 = \rho_a$, $r_2 = \rho_1$; in Zone b, $r_1 = \rho_a$, $r_2 = \rho_2$.
The load on an individual tooth pair varies along the path of contact. The tangential force $f_t$ and radial force $f_r$ at a meshing position defined by angle $\varphi$ (relative to the wave generator’s major axis) are calculated based on the output torque $T$, the circular spline’s pitch diameter $d_g$, and the pressure angle $\alpha$:
$$
f_t(\varphi) = \frac{T}{d_g} \cdot \frac{\pi}{ \int_{\varphi_1}^{\varphi_2} \cos(\varphi – \frac{\pi}{2} + \frac{\pi}{Z_f}) \, d\varphi }, \quad f_r(\varphi) = f_t(\varphi) \cdot \tan \alpha
$$
where $\varphi_1$ and $\varphi_2$ define the active meshing interval.
Governing Equations for Mixed EHL
The lubrication state in the contact is governed by the following set of equations, which are solved simultaneously.
1. Reynolds Equation:
For unsteady, compressible, and piezoviscous lubricant under mixed lubrication conditions:
$$
\frac{\partial}{\partial x}\left(\frac{\rho h^3}{12 \eta} \frac{\partial p}{\partial x}\right) + \frac{\partial}{\partial y}\left(\frac{\rho h^3}{12 \eta} \frac{\partial p}{\partial y}\right) = \frac{\partial}{\partial x}\left(\frac{\rho (u_1 + u_2) h}{2}\right) + \frac{\partial (\rho h)}{\partial t}
$$
where $p$ is pressure, $h$ is film thickness, $\rho$ is density, $\eta$ is viscosity, and $u_1, u_2$ are the surface velocities of the contacting bodies in the $x$-direction (direction of rolling/sliding).
2. Film Thickness Equation:
Accounting for macro-geometry, elastic deformation $V_e$, and real surface roughness $\delta_1, \delta_2$:
$$
h(x,y,t) = h_0(t) + \frac{x^2}{2R_x} + \frac{y^2}{2R_y} + \delta_1(x,y,t) + \delta_2(x,y,t) + V_e(x,y,t)
$$
Here, $h_0$ is the central offset, and $R_x, R_y$ are equivalent radii in principal directions (for line contact, $1/R_y \approx 0$).
3. Elastic Deformation Equation:
The deformation caused by pressure distribution is given by the Boussinesq integral:
$$
V_e(x,y,t) = \frac{2}{\pi E’} \iint_{\Omega} \frac{p(\xi,\zeta,t)}{\sqrt{(x-\xi)^2 + (y-\zeta)^2}} \, d\xi \, d\zeta
$$
where $E’$ is the equivalent elastic modulus: $\frac{2}{E’} = \frac{1-\nu_1^2}{E_1} + \frac{1-\nu_2^2}{E_2}$.
4. Viscosity-Pressure and Density-Pressure Relations:
The Barus and Dowson-Higginson equations are used:
$$
\eta(p) = \eta_0 e^{\alpha p}, \quad \rho(p) = \rho_0 \left(1 + \frac{0.6 \times 10^{-9} p}{1 + 1.7 \times 10^{-9} p}\right)
$$
where $\eta_0$ is atmospheric viscosity, $\alpha$ is the pressure-viscosity coefficient, and $\rho_0$ is atmospheric density.
5. Load Balance Equation:
The integrated pressure must support the applied load $w(t)$ per unit length:
$$
w(t) = \iint_{\Omega} p(x,y,t) \, dx \, dy
$$
Surface Roughness and Numerical Solution
Real surface topography, measured via optical profilometry from actual strain wave gear components, is incorporated into the model. The measured root-mean-square roughness values are approximately 0.35 µm for the flexspline and 0.36 µm for the circular spline. The discrete roughness data $\delta(x, y)$ is superimposed onto the smooth geometric film thickness.
The system of equations is solved using a coupled numerical approach. The elastic deformation is efficiently calculated using the Discrete Convolution and Fast Fourier Transform (DC-FFT) method. A Gauss-Seidel iterative scheme with appropriate relaxation factors is employed to solve the Reynolds equation. The progressive mesh densification (Multi-Grid) technique is applied to accelerate convergence. The solution iterates until the pressure distribution satisfies both the Reynolds equation and the load balance equation within a stringent tolerance (e.g., $10^{-5}$). The lubricant parameters used are: $\eta_0 = 0.093 \, \text{Pa·s}$, $\alpha = 1.82 \, \text{GPa}^{-1}$, $\rho_0 = 870 \, \text{kg/m}^3$. Material properties are: $E_1 = E_2 = 206 \, \text{GPa}$, $\nu_1 = 0.29$, $\nu_2 = 0.28$.
Results and Discussion: Influence of Convex Arc Radius
To isolate the effect of the flexspline’s convex arc radius $\rho_a$, a series of profiles were generated by varying $\rho_a$ while optimizing other parameters (like $X_a$, $l_a$, $\gamma$, $h_l$) to maintain the desirable “dual-conjugate” meshing condition, keeping the concave arc radius fixed at $\rho_f = 0.82$ mm. The corresponding fitted circular spline radii $\rho_1$ and $\rho_2$ for four design cases are summarized below.
| Case No. | Flexspline Convex Radius $\rho_a$ (mm) | Circular Spline Convex Radius $\rho_1$ (mm) | Circular Spline Concave Radius $\rho_2$ (mm) |
|---|---|---|---|
| 1 | 0.5 | 0.5907 | 0.7651 |
| 2 | 0.6 | 0.6522 | 0.6625 |
| 3 | 0.7 | 0.6772 | 0.6267 |
| 4 | 0.8 | 0.6907 | 0.6098 |
The lubrication performance was evaluated under a constant output torque of 90 N·m and a tooth width of 9 mm, across a range of input wave generator speeds from 200 to 4000 rpm. Key performance indicators analyzed include: the film thickness ratio $\lambda$ (ratio of central film thickness to composite surface roughness), the contact load ratio (percentage of total load carried by asperity contacts in the mixed lubrication regime), and the friction coefficient.
1. Impact on Film Thickness Ratio ($\lambda$)
The film thickness ratio is a direct indicator of lubrication effectiveness. A higher $\lambda$ signifies a thicker lubricant film relative to surface roughness, promoting full-film or mild mixed lubrication and reducing wear risk.
Zone a (Convex-Convex Contact): As wave generator speed increases, $\lambda$ increases for all cases due to enhanced entrainment velocity. At low speeds (e.g., 200 rpm), conditions are severe ($\lambda < 0.03$), and increasing $\rho_a$ provides only marginal improvement. However, at medium to high speeds, the benefit becomes significant. At the rated speed of 3000 rpm, increasing $\rho_a$ from 0.5 mm (Case 1) to 0.7 mm (Case 3) raises $\lambda$ by approximately 0.06. The rate of improvement diminishes as $\rho_a$ approaches $\rho_f$; the curves for Case 3 ($\rho_a=0.7$ mm) and Case 4 ($\rho_a=0.8$ mm) converge at higher speeds.
Zone b (Convex-Concave Contact): Similar trends are observed. The improvement in $\lambda$ from increasing $\rho_a$ is most pronounced in the medium-speed range (800-2000 rpm). At 3000 rpm, the $\lambda$ value for Case 3 is about 0.052 higher than for Case 1.
2. Impact on Contact Load Ratio
The contact load ratio quantifies the proportion of the load supported by direct metal-to-metal asperity contact. A lower ratio is desirable, indicating that a larger share of the load is carried by the pressurized fluid film.
Zone a: The contact load ratio decreases with increasing speed for all cases, as the fluid film becomes more competent. Increasing $\rho_a$ effectively reduces this ratio across the speed spectrum, with the most notable reduction occurring in the medium-speed range. For instance, at 1600 rpm, increasing $\rho_a$ from 0.5 mm to 0.7 mm reduces the contact load ratio from about 10.94% to 6.68%. The benefit lessens at very high speeds, where all cases exhibit low ratios.
Zone b: The behavior is analogous. A larger convex radius consistently lowers the fraction of load borne by asperities, thereby reducing the risk of adhesive wear and surface fatigue.
3. Impact on Friction Coefficient
The friction coefficient, influenced by both viscous shear of the fluid and boundary friction from asperity contacts, generally decreases with increasing speed due to the formation of a more substantial fluid film.
For both contact zones, the friction coefficient drops rapidly as speed increases from very low values, then plateaus at higher speeds. In the crucial medium-speed regime (800-2000 rpm), increasing $\rho_a$ results in a clear and ordered reduction in friction. For example, at 1200 rpm, Case 4 consistently shows the lowest friction, followed by Case 3, Case 2, and then Case 1. This order demonstrates that a larger convex radius promotes lower friction, primarily by reducing the boundary lubrication component. At very high speeds (>2500 rpm), the differences between cases become negligible as the system approaches full-film lubrication.
Conclusions and Design Implications
This comprehensive mixed EHL analysis of a double circular arc strain wave gear transmission provides clear guidance for optimizing the flexspline tooth profile, specifically the convex arc radius $\rho_a$, to enhance tribological performance. The findings are summarized as follows:
1. The convex arc radius of the flexspline is a critical design parameter with a substantial influence on the lubrication conditions in both primary meshing zones of the strain wave gear. Its effect is most pronounced under medium to high operating speeds.
2. Increasing $\rho_a$ while maintaining a fixed concave arc radius $\rho_f$ and a dual-conjugate meshing condition consistently improves lubrication. It leads to:
- An increase in the film thickness ratio ($\lambda$), particularly at speeds above 1000 rpm.
- A reduction in the contact load ratio, meaning less load is carried by potentially damaging asperity contacts.
- A decrease in the friction coefficient, especially within the 800-2000 rpm range, contributing to higher efficiency and lower heat generation.
3. The beneficial effects exhibit a law of diminishing returns. As $\rho_a$ is increased and approaches the value of $\rho_f$, the marginal improvement in lubrication metrics becomes progressively smaller. From a practical design standpoint, there is an optimal range for $\rho_a$ that balances lubrication improvement with other design constraints like bending stress and mesh geometry.
4. At very low speeds, the lubrication condition is inherently poor ($\lambda << 1$), and altering the tooth profile geometry has a limited effect. In this regime, increasing the wave generator speed (if possible) or employing special lubricants/additives is more impactful for improving performance.
Therefore, for designers of strain wave gears intended for applications with significant medium- to high-speed operation, deliberately selecting a larger convex arc radius within the feasible design space is a recommended strategy to achieve superior lubrication performance, enhanced durability, and improved operational efficiency of the transmission system.