
We present a comprehensive review of the research and development of planar double-enveloping hourglass worm gear drives in China over the past four decades. Compared with cylindrical worm gear drives, this type of worm gear transmission offers advantages such as higher load-carrying capacity, greater transmission efficiency, and longer service life due to its multi-tooth engagement, double-line contact, and favorable lubrication angle. However, challenges remain in parameter design, precision control, and manufacturing cost. This review summarizes key achievements and critical technologies from three aspects: design, manufacturing, and measurement. We also propose future research directions to achieve efficient and high-precision manufacturing of this worm gear system, including closed-loop manufacturing, modification theory, error correction, assembly technology, hob manufacturing, standardization, and industrial software development. Throughout this article, the term ‘worm gear’ refers to the planar double-enveloping hourglass worm gear pair unless otherwise specified.
1. Design Technology
1.1 Three-Dimensional Modeling
The tooth surfaces of the planar enveloping hourglass worm and the double-enveloping worm wheel are complex spatial surfaces. Accurate 3D solid modeling is essential for numerical control machining and finite element analysis. Although the mathematical model was established as early as 1977, rigorous precise modeling remains challenging. Two main approaches exist. The first approach derives the tooth surface equations from meshing theory and calculates points on instantaneous contact lines using software such as Matlab or Visual C++, then imports them into CAD software for surface fitting. This method is time-consuming and sensitive to parameter changes. The second approach is direct digital modeling based on the generation principle, simulating the actual machining process with Boolean operations. This avoids complex meshing equations but requires careful selection of step size for accuracy and computational load. The worm gear model accuracy depends on the step size; smaller steps yield higher precision but larger data volume.
1.2 Meshing Performance Analysis
By the 1990s, calculations of instantaneous contact lines, tooth contact areas, boundary curves, induced curvature radius coefficients, relative entrainment velocities, and lubrication angles for planar double-enveloping hourglass worm gear drives were well established. For example, in an unmodified worm gear pair with center distance 125 mm and transmission ratio 40, the instantaneous contact lines on the worm wheel show a crossing region, which is prone to fatigue pitting. Recent research focuses on three aspects: influence of parameters on meshing performance, load distribution, and tooth contact analysis (TCA).
Parameter influence: Studies have analyzed the effects of the inclination angle of the generating plane, diameter of the main base circle, module, and number of teeth of the generating gear on macroscopic contact state and microscopic meshing performance. The parity of worm starts, throat diameter, and extreme transmission ratios have also been investigated.
Load distribution: For unmodified worm gear drives, the contact load decreases from the entry to the exit. The maximum load occurs near the secondary contact zone and the second boundary curve. Under increasing total load and running time, the load distribution shifts toward the exit. Contact stress along the contact line exhibits an “L” or “U” shape, verified by photoelastic freezing techniques.
Tooth contact analysis: Loaded tooth contact analysis (LTCA) for this worm gear has been studied. Various manufacturing errors and elastic deformations were analyzed for their effect on contact state and transmission accuracy, and the actual contact stress and load sharing under working conditions were calculated.
1.3 Parameter Optimization Design
Choosing appropriate parameters can improve the performance of the planar double-enveloping hourglass worm gear drive. Under fixed center distance and transmission ratio, eight different optimization methods have been proposed, differing in design variables, constraints, objectives, and algorithms. Optimization models typically include the following elements:
| Component | Content |
|---|---|
| Design Variables | Inclination angle of generating plane, diameter of main base circle, pitch diameter, number of worm starts |
| Objectives | Minimize distance from first primary contact line to worm wheel midline, minimize relative sliding velocity and worm wheel size, maximize minimum oil film thickness, maximize efficiency, minimize cost, or a weighted combination |
| Constraints | Geometric (parameters within bounds), meshing performance (no non-working zone or undercutting, reasonable starting angle, proper contact line distribution), strength (worm bending, worm wheel contact and bending) |
| Algorithms | Complex method, multi-objective programming, exterior penalty function, fuzzy algorithm |
A database of 83 commonly used geometric and process parameters for this worm gear drive was published in 2005, many verified by production, though further optimization exists. Several software packages have been developed, the most mature being the “HuanGuang” software, which integrates parameter optimization, hob design, efficiency and power calculation after 20 years of practical use. However, many manufacturers still rely on Excel based on manual formulas, lacking effective evaluation of contact state and meshing performance for different worm gear parameters.
1.4 Modification Design
In addition to parameter optimization, reasonable modification can enhance the performance of the planar double-enveloping hourglass worm gear drive. Two types of modification exist: modification based on meshing principle, where some relative motion parameters of the first enveloping process differ from those of the second (e.g., center distance, transmission ratio, axial position), resulting in line contact after modification; and mismatch modification, where the parameters of the generating worm and hob differ or other types of hourglass worms replace the planar enveloping worm, resulting in point contact. The terminology varies in literature:
| Category | Terms Used |
|---|---|
| Unmodified | Original type, basic type, standard, typical |
| Modified | Modified type, corrected type, variant, general type |
1.4.1 Modification Based on Meshing Principle
Research focuses on selection of modification type and amount. According to the existence of the second boundary curve on the worm wheel tooth surface, modified drives are classified as Type I and Type II, with some proposing Type III. For the same worm gear parameters (center distance 125 mm, ratio 40), Type I with center distance modification of −0.3 mm and Type II with +0.3 mm yield different contact line patterns. Advantages and disadvantages are compared:
| Type | Advantages | Disadvantages |
|---|---|---|
| Unmodified | Full tooth contact on worm and wheel | Crossing contact lines on worm wheel |
| Type I | Full tooth contact on wheel, no crossing lines | Short contact zone and second boundary curve on worm; arched contact lines with poor lubrication at apex |
| Type II | Full tooth contact on worm, no crossing lines | Post-transition zone and first boundary curve on worm wheel |
Some researchers recommend Type I, while others prefer Type II, arguing that with proper modification amount, the first boundary curve can be cut off. The choice may depend on the transmission ratio. For modification amount, Type II requires very small center distance modification to ensure full removal of the boundary curve. If too small to implement, compound modification (center distance and transmission ratio) allows larger values. Proper selection of modification parameters can yield good contact quality by cutting off poor-performing regions.
1.4.2 Mismatch Modification
Mismatch modification can reduce sensitivity to errors and deformation, but research is limited. One study proposed modification along the tooth height direction to control contact area and along the helix direction to reduce transmission ratio errors caused by load and geometric errors, thereby lowering sensitivity and improving precision. It is emphasized that empirical formulas or simple modifications from straight-sided hourglass worms can be disastrous for this worm gear type. Overall, modification theory is still in exploration and testing stage.
2. Manufacturing Technology
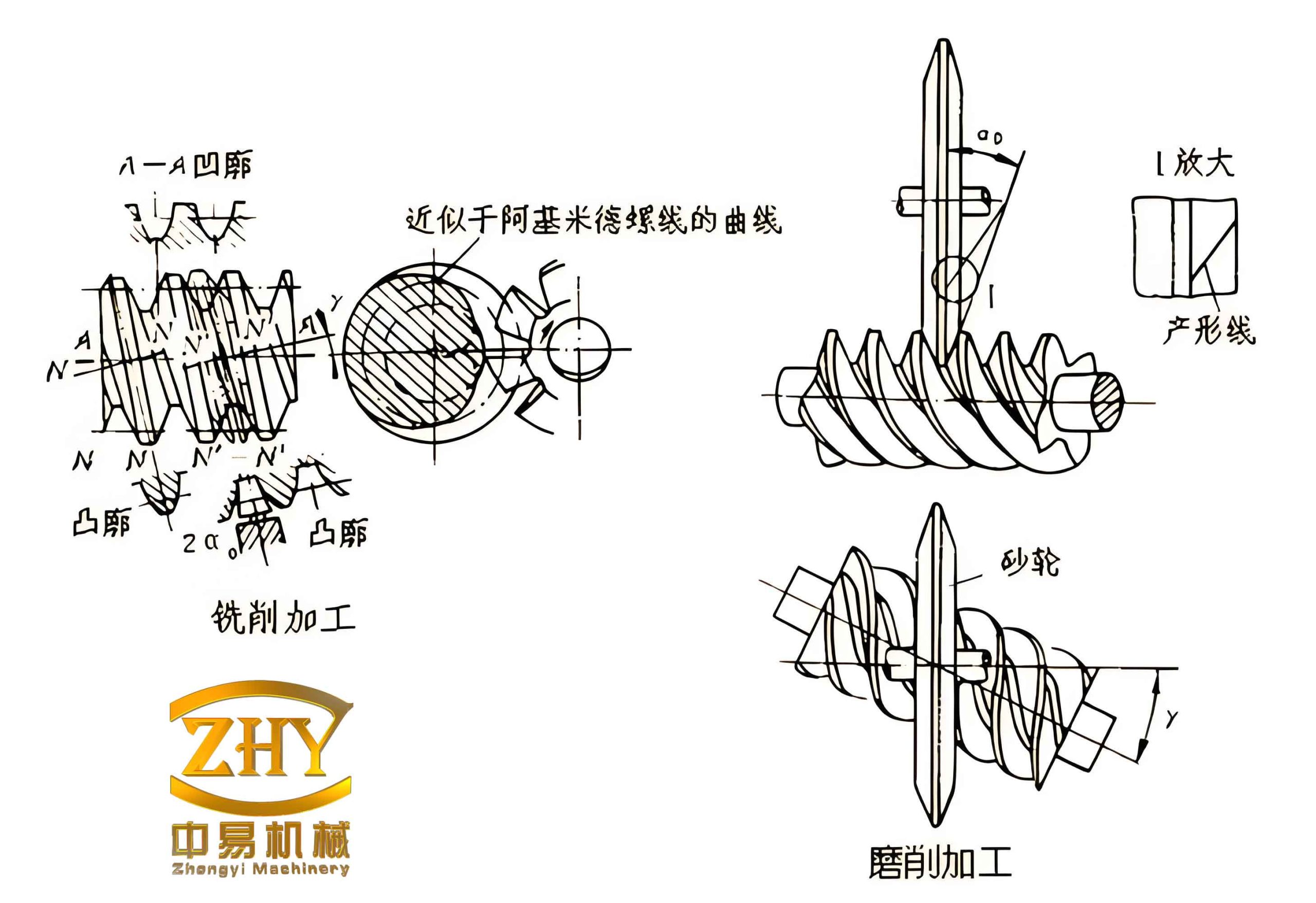
The manufacturing of the planar enveloping hourglass worm and the double-enveloping worm wheel directly affects transmission performance. Traditional machining uses dedicated machines with rotary tables, requiring tedious adjustment and limiting part size. Modern numerical control (NC) technologies have emerged.
2.1 Numerical Control Machining
2.1.1 NC Turning
By calculating coordinates of points on the worm tooth surface, three-axis simultaneous turning can be performed. However, efficiency and accuracy are low. A newer method uses a standard turning tool with macro program and threading function to achieve variable-lead rough turning quickly, but produces a straight-sided hourglass worm requiring further grinding, leading to uneven grinding allowance. The distribution of grinding allowance along the worm gear tooth surface is illustrated in the following figure:
The entry end has larger allowance than the exit end, and the tooth tip has larger allowance than the tooth root.
2.1.2 Virtual Rotary Center Technology
This technology is mainly used for grinding the planar enveloping hourglass worm. The machine bed is like a lathe or cylindrical grinder. The rough-turned worm is mounted on the spindle; a double-layer worktable carries a rotary table with a grinding head. The worktable performs circular interpolation in the x and z directions, moving the rotary table translationally while the rotary table rotates (B-axis) and the worm rotates (C-axis) in a coordinated four-axis linkage. The relationship is: the circular interpolation angle equals the rotary table rotation angle, and the worm rotation angle divided by the rotary table angle equals the transmission ratio. By controlling the interpolation radius, the grinding plane remains tangent to the virtual main base circle, and the grinding wheel edge remains tangent to the worm root. This eliminates the need for center distance adjustment and main base circle radius adjustment mechanisms, reduces rotary table size, and expands machining range. However, high precision requirements for the machine tools exist.
2.1.3 Five-Axis Linkage Machining
The tooth surface of the planar enveloping hourglass worm is a developable ruled surface, allowing flank milling on five-axis machining centers. After calculating instantaneous contact line equations, the tool path for side milling is generated. Roughing paths are offset by the stock allowance normal to the surface; finishing paths align the tool side edge exactly with the contact line. This solves uneven stock allowance and improves finishing efficiency and accuracy.
2.1.4 Milling of Worm Wheel
For large single-piece or small-batch worm wheels, hob manufacturing is costly, so NC milling is suitable. A 3D model is built, then a ball-end mill performs three-axis NC machining. The tooth space is discretized using sectioning, and the theoretical tooth surface is approximated by Bezier surface patches. Four-axis NC machining has also been verified by simulation.
2.1.5 NC Relief Grinding of Worm Wheel Hob
Relief grinding of the hob’s back clearance is a major difficulty. A four-axis NC grinding method was proposed using the virtual rotary center machine. By controlling four axes, the normal vector of the grinding plane is parallel to that of the hob’s flank at the cutting edge line to maintain the relief angle; the grinding plane contacts the edge line to ensure land width; the grinding wheel edge remains tangent to the hob root to avoid interference. The resulting hob has a constant primary relief angle.
2.2 Comparison of Manufacturing Technologies
| Method | Advantages | Disadvantages | Suitable Applications |
|---|---|---|---|
| Traditional | Relatively mature | High cost, long cycle, dedicated machine | All |
| NC Turning | High efficiency, general machine | Low precision | Roughing |
| Virtual Rotary Center | High efficiency, high precision | High cost, dedicated machine | Batch finishing |
| Five-Axis Linkage | High precision, general machine | Higher cost, low efficiency | Single-piece finishing |
Combining NC turning for roughing and virtual rotary center for finish grinding is economical. For worm wheel machining, hobbing remains the most economical method, as shown below:
| Method | Advantages | Disadvantages | Suitable Applications |
|---|---|---|---|
| Fly tool | Simple tool, low cost | Poor enveloping effect | Small batch, low precision |
| Hob | High precision, high efficiency | Difficult tool manufacture, high cost | Best overall productivity |
| Shaving cutter | Higher precision | Extremely difficult and costly | High precision requirements |
| Lapping wheel | Saves running-in time | Very low efficiency | High precision |
| Milling cutter | Standard tool, precise | High machine requirement | Small batch |
3. Measurement Technology
The tooth profile, pitch, and tooth thickness of the planar enveloping hourglass worm vary along the axial direction, making error detection complex. Recent progress includes measurement of worm and hob errors, and worm gear pair errors.
3.1 Worm and Hob Error Measurement
Coordinate measurement is versatile and accurate. It can be performed on coordinate measuring machines (CMMs), gear measuring centers, or dedicated instruments. Gear measuring centers and dedicated instruments offer higher efficiency. A two-axis linkage worm measuring instrument was developed based on the principle that measurement condition matches processing condition, enabling dynamic online measurement of helix error. Additionally, a method for helix error detection, error source tracing, and correction was proposed.
A dedicated hourglass worm and hob measuring instrument was developed, featuring a horizontal structure with three linear axes (x, y, z) and one rotary axis (θ). Based on electronic generation, the probe moves in x and z while the worm rotates, and the data from grating scales and probe are analyzed to measure various errors: helix error, tooth profile error at the symmetrical axis section, indexing error, and topographical error for the worm; and helix error, cutting edge profile error, and flute pitch error for the hob. This instrument also measures cylindrical worm types (ZA, ZN, ZI). Over three years of industrial application, it effectively solved tooth surface precision measurement challenges for this worm gear type.
3.2 Worm Gear Pair Error Measurement
A measuring instrument for the double-enveloping worm gear pair was developed in the 1990s using a planar probe to measure tangential composite error of the worm. More recently, a worm gear pair testing device was reported, consisting of a spindle, tailstock, rotary table, and three slides. The rotary table is mounted on a slide moving radially; the spindle and tailstock are on slides moving axially. The worm wheel is installed on the rotary table, the worm between spindle and tailstock. The spindle drives the worm, which drives the wheel. Angular encoders measure rotation angles, and analysis of angular positions yields tangential composite error and one-tooth tangential composite error. Center distance error is measured by the radial slide grating, and contact pattern is checked by coating the teeth.
4. Future Research Directions
Despite decades of development, planar double-enveloping hourglass worm gear drive technology still lacks systematic process specifications. Design and manufacturing rely heavily on experience and analogy; reliable detection and verification are insufficient, leading to high cost, low precision, and inconsistent quality. To promote widespread application, the following six research aspects require further investigation.
4.1 Modification Theory
Current studies on modification mainly analyze instantaneous meshing without considering the full meshing cycle, and are performed under no-load conditions. The effect of load should be incorporated. By analyzing the removal of the first boundary curve for different modification amounts and precisely calculating the post-transition zone, the shortest contact line length during the meshing cycle can be determined. Since contact fatigue is the weak point, the moment with shortest contact line is critical. Combined with finite element simulation and contact pattern analysis, systematic parameter optimization can be achieved for this worm gear.
4.2 Manufacturing Error Correction
With dedicated measuring instruments now available for worms and hobs, the next step is to use measurement data for error correction. The planar enveloping worm has at least five process parameters, and new machining methods involve multiple linked axes, increasing error sources. By analyzing machine structure and process, establishing a homogeneous coordinate transformation matrix with assumed errors, a mathematical model of the worm with manufacturing errors can be built. Error simulation reveals the relationship between machine errors and tooth surface errors, guiding production. A closed-loop manufacturing system integrating design, machining, measurement, and error compensation should be developed for the worm and hob. Similarly, error detection and correction for the worm wheel need attention.
4.3 Assembly Technology of Worm Gear Pairs
Due to manufacturing and assembly errors, the worm and worm wheel must be adjusted after assembly based on contact pattern. Currently, adjustment (axial position or worm correction) relies on experience. Tooth contact analysis under various error combinations can predict contact patterns and transmission errors, providing theoretical guidance for assembly. Building a closed-loop assembly system for the worm gear pair using TCA techniques under coupled manufacturing and assembly errors will improve transmission performance.
4.4 Manufacturing Technology for Worm Wheel Hobs
The grinding wheel radius for worm grinding is relatively large. When the hob has many gashes or a large helix angle, interference occurs during relief grinding. Machine modification or new techniques are needed to grind the rake face, primary flank, and secondary flank in one setup. For assembled hobs, pre-forming the inserts can avoid later relief grinding.
4.5 Standardization of Technical Standards
The accuracy standard for planar double-enveloping hourglass worm gear drives was issued in 1996 and is now outdated. New standards should incorporate modern measurement equipment and techniques. Design parameters are not unified; worms and wheels from different manufacturers are not interchangeable, and series products are lacking. Standardization of parameters will improve interchangeability. Standards for worm wheels, hobs, and new machining equipment are also needed.
4.6 Development of Industrial Software
Design and manufacturing software that encapsulates knowledge is essential for technology dissemination. Design software should include parameter optimization, strength check, macroscopic contact analysis, microscopic meshing performance, 3D modeling, and uniform grinding allowance design. Manufacturing software should integrate with specific processes, automatically generate NC programs, and communicate with inspection software to enable parameter correction. Open exchange of experience and data among researchers will accelerate improvement of this worm gear technology.
5. Conclusions
We have reviewed the progress of planar double-enveloping hourglass worm gear drives in China over the past 40 years. New NC machining methods and equipment for the worm, worm wheel, and hob have emerged, and measurement instruments have achieved breakthroughs, but the technology is not yet fully mature. By solving remaining issues in modification theory, manufacturing error correction, assembly, and hob manufacturing, and by improving standards and developing industrial software, the performance of this worm gear will further increase while costs decrease. Lightweight, high efficiency, and long service life are global trends in gearing. The planar double-enveloping hourglass worm gear drive, with its inherent advantages, aligns with these trends. Building a closed-loop system integrating design, manufacturing, and measurement will enable efficient and high-precision production, greatly advancing the field of hourglass worm gear drives.