
With the advancement of processing technology and the improvement of gear accuracy requirements, traditional processing methods have been unable to meetThe accuracy requirements of gears, the tooth-cutting method has gradually become a mainstream gear machining method in recent years.As a newThe processing technology of gear cutting is different from traditional gear processing methods such as gear shaving, gear hobbing, and gear drawing. The advantage of gear cutting is thatHigh processing efficiency, high flexibility, high gear accuracy, and high tool life, so the tooth-turning method has always been favored by the industry., especially for the processing of internal gears.In the process of gear cutting, the gear cutting tool is an important component.The structural design of the gear cutting tool is a key technology for gear cutting, which has a significant impact on the life of the gear cutting tool and the accuracy of gear processing.This article aims to improve the tooth profile accuracy of straight-tooth internal gears in gear tooth machining, based on the principle of gear tooth machiningTheories such as the meshing principle, the speed variation of the meshing point during the tooth processing process, the envelope shaping of the internal gear tooth profile,The selection of tooth profile modification coefficients for gear cutting tools and the modification of tooth surfaces for gear cutting tools have been theoretically studied, as follows:Firstly, based on the principle of gear machining for internal gears, a mathematical model of the gear machining process for internal gears is established.From the perspective of kinematics, the relationship between the speed at the meshing point and the axial and radial feed rates is analyzed.Based on the conjugate meshing theory and the rotating process of the gear cutting tool, the straight-tooth internal gear cutting process is simulated and enveloped.The relationship between the number of envelope times and the accuracy of the internal gear tooth surface is determined, providing a theoretical basis for machining internal gears.The foundation.Secondly, based on the meshing principle of modified gears for machining straight-tooth internal gears with gear cutting tools, the factors that affect the machining accuracy of gear cutting tools were analyzed.The factors of the modification coefficient are derived, and the range of values for the modification coefficient of the tooth cutter with different parameters is derived.The envelope times,The relationship between the tooth profile accuracy of the internal gear and the number of grinding times determines the optimal modification coefficient of the gear cutting tool.From theFrom the perspective of the processing process, the influence of the shaft angle error on the tooth profile accuracy of the spur internal gear was studied, and the correction method of the shaft angle error was proposed.The method of improving the accuracy of the internal gear tooth profile in the presence of errors, which provides guidance for the structural design and tooth processing of the gear cutting tool.This provides the basis for selecting parameters.Again, in order to improve the strength of the gear tooth cutter and the accuracy of the gear tooth surface, different modification methods are combined to optimize the cutting process.The tooth surface of the gear cutter has been designed for modification.A comparative analysis of the meshing between the gear cutter and the internal gear before and after the modification of the gear cutter is conducted.The transmission error of the tooth surface, the load size and distribution of the tool tooth surface, and other factors have led to the optimization of the tooth profile for the gear cutting tool.Face shaping scheme.Finally, through the research on the tooth surface parameters and modification scheme of the gear cutter, the straight tooth internal gear and the gear cutting process are drawnThe three-dimensional models of the tooth cutter before and after the modification are simulated by Vericut software to simulate the process of turning the internal gear. The number of overcut points and residual points on the tooth profile of the straight-tooth internal gear before and after the modification of the tooth cutter is compared to determine the change in the accuracy of the internal gear.The tooth surface accuracy of the tooth cutter produced by the machine tool is qualified through online detection, and the tooth cutter processed by the solid tooth cutter isThe tooth surface deviation of the internal gear was detected, and the inspection results verified the effectiveness of the design scheme of the gear cutting tool.
In the transmission system, the most critical part is the gear, which is an important foundation for mechanical equipment.widely used in aerospace, engineering machinery, medical equipment, marine vessels and other engineering applications, the gear industryDevelopment plays an important role in China’s machinery industry. As one of the most widely used components in mechanical transmissions, specialIt is not a spur gear, which is widely used in the machinery industry, especially in important structures such as automotive reducers and transmissions.The internal gear has an irreplaceable role.Common gear machining methods include involute generation and non-involute generation.However, in recent years, with the continuous development of the gear industry, the processing methods of gears have been continuously improved, and the traditional machining methods have been gradually replaced by modern machining methods.The traditional machining method cannot meet the accuracy requirements of gears.Although there are many different gear machining methods available, largeMost methods, such as hobbing, gear shaving, and grinding, are more suitable for machining external gears.In contrast, only a fewThe counting method is suitable for machining internal gears. Traditional internal gear machining methods include gear shaving, grinding, and drawing.InsertionThe gear cutting tool completes gear processing by reciprocating up and down, but the gear shaper does not participate in cutting during the return stroke and is considered to be idle.This characteristic makes its processing efficiency low and the processing accuracy is not high.Although the grinding process has high accuracy,The processing cost is high and the chips are difficult to discharge.The accuracy of broaching is also relatively high, but the broaching tool and machine toolThe high cost of processing equipment, large batch size requirements, and serious environmental pollution limit its application scope.Although different gear machining methods have their own advantages and disadvantages, the high-speed, high-precision and high-efficiency machining methodForm has always been the main theme of various processing methods.Gear tooth machining is a process that uses gear-type tools to remove workpiecesA cylindrical machining method for cutting the gear tooth profile from a blank piece of material, which combines the machining performance of hobbing and shaving in gear tooth machining.The combination of advantages belongs to a universal manufacturing process.The biggest advantage of gear machining is that it is a process that combinesThe traditional intermittent machining is changed to continuous high-speed rotary machining, and multiple teeth are involved in cutting at the same time, resulting in continuous feed.Line chip removal, saving time, fast forming, high production efficiency, durable cutting tools, and high surface finishTo a certain extent, it reduces production costs and is an economical processing technology.Both internal and external gears can be machined by tooth cutting, and are more widely used in the machining of small-module internal gears.The characteristic of no empty stroke in cutting makes its cutting efficiency greatly improved compared to other gear machining methods, and the efficiency is4-5 times faster than gear shaper machining, it has become an irreplaceable processing method in the field of gear machining technology.The technology of gear tooth also poses a huge challenge to machine tools and gear cutting tools. The figure shows the market application comparison of machining internal and external gears in different ways.
Car tooth processing, also known as scraping tooth, scraping tooth, rolling tooth processing, is a relatively new technology compared to tooth drawing and tooth insertion.The tooth technology is relatively new, and the gear tooth method is more flexible than the gear tooth method and more efficient than the hobbing method.is a mechanical processing method with periodic characteristics of continuous cutting.The tooth cutting method is one of the many gear processing methodsIt attracted great attention, but due to the technical conditions at that time, it was unable to meet the requirements of the inherent equipment in the process of gear tooth processing.Due to high requirements such as high rigidity and perfect synchronous motion of tools and workpieces, the tooth machining technology has undergone more than 50 years of development.The dormant period.The tooth method is a continuous rolling gear cutting methodMethod is a perfect combination of hobbing and gear shaper. From the aspect of processing, it belongs to both soft processing and hard processing.Hard machining has the advantages of high productivity and flexibility in terms of operation.

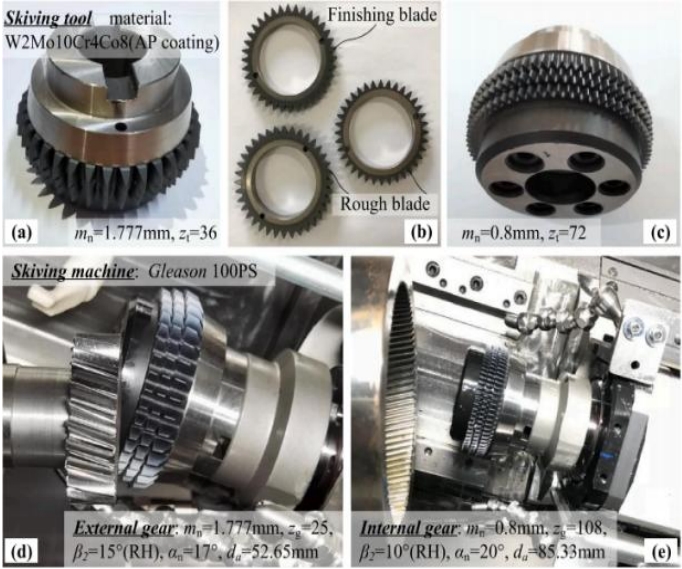
An efficient, multi-edged gear cutting tool, which includes a finishing blade and two roughing blades. The actual gear cutting tool is shown in the image.The three types of inserts are independent of the tool base, allowing for quick replacement of coarse and fine inserts based on the wear of the gear cutting tool.The type of gear tooth cutter greatly improves the cutting efficiency.
Due to the complexity of gear tooth machining, simulation analysis can be conducted before actually machining the gear to ensure the accuracy of the process.Making a stability prediction during the manufacturing process, reducing time consumption during the process, and reducing production costs is aThis time-saving and labor-saving inspection method is also a necessary prerequisite for developing and validating the design model of the gear tooth cutter.
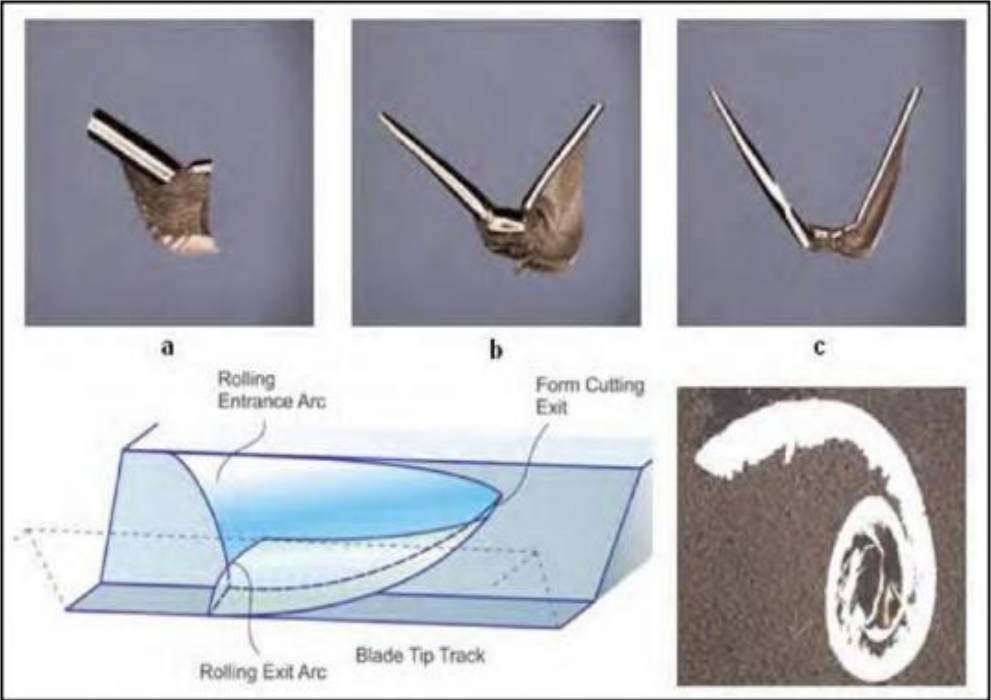
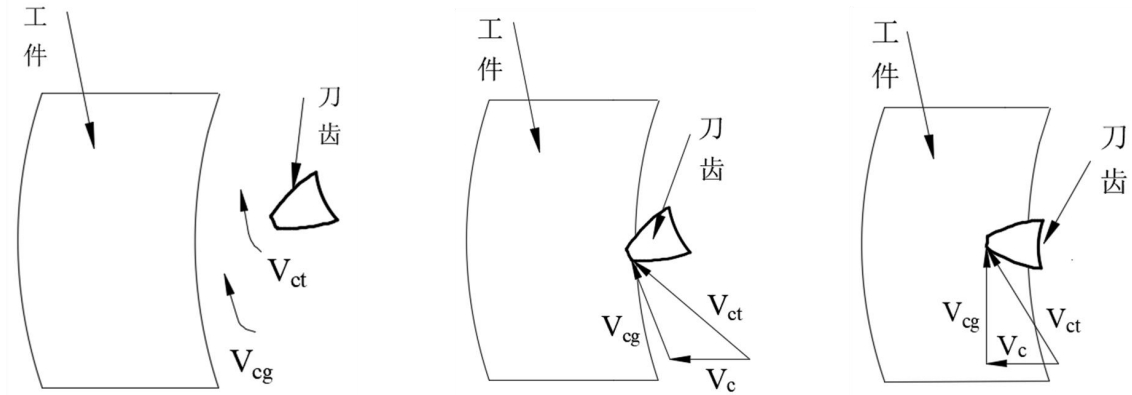
The cutting process of different tooth of the gear tooth cutter from contact to exit the gear blank is as follows:The shape of the chip during the second cutting is different from that of the first cutting,Under the action of the side edge, most of the chips will not break into separate fragments, but will appear as a U shape with thin sides and a thick center.The formation process of the type of chip is shown in the figure, and the formation of the chip is from the slightly curved shape in the figure to the secondary feedThe shape is then transformed into a U-shaped pattern.In order to achieve uniform wear of the gear cutting tool, the feed is increased after each pass.The amount and angle of work will be adjusted to optimize the generation of I-type chips, which reduces the cutting force during cutting.The wear of the film.
In the research on improving the accuracy of the tooth profile of internal gears in gear tooth machining, most of the research is focused on the angle structure, overallThe research on the appearance structure, tooth processing, cutting force borne by the tooth cutter, and chip shape, etc., but there are some problems in the research methods.The following are the questions:There is little research on the influence of the envelope times of machining internal gears on the tooth profile deviation of gears;There is little research on the influence of tooth profile modification coefficients on gear tooth profile accuracy deviations;There is little research on the impact of tooth surface modification on the life of gear cutting tools and the accuracy of gear tooth surfaces.
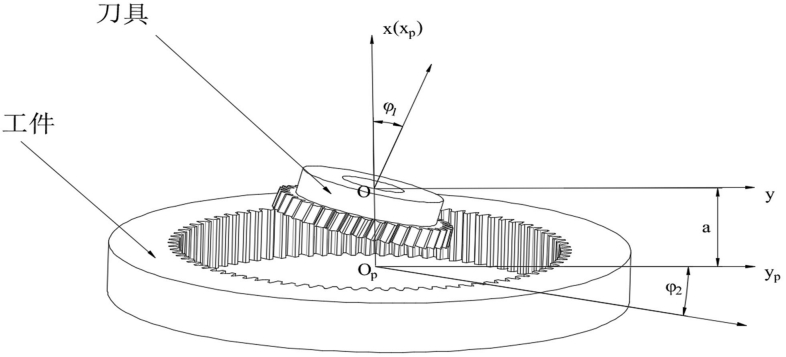
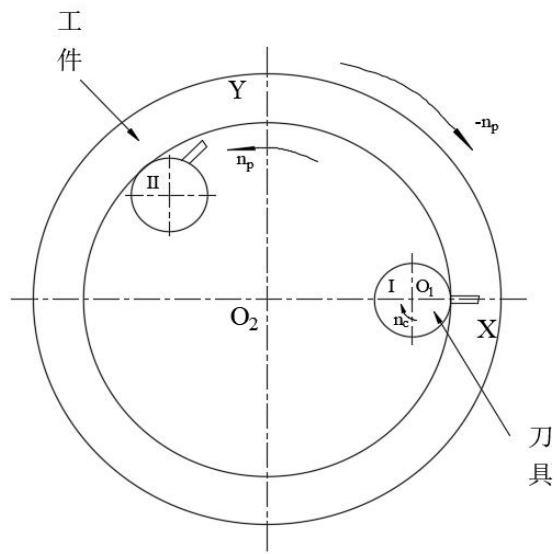
During the cutting process of the gear, the axis of the gear cutting tool and the workpiece intersect at a certain angle, forming a planeThe angle is called the axial angle Σ, which enables the workpiece and the gear cutting tool to maintainWith the state of tangency of the spiral line, gear cutting belongs to the processing method of spatial meshing.The gear cutting tool processes the gearThe cutting process requires multiple movements to be completed. The gear cutting tool and the gear blank must not only rotate at a certain ratio,The speed synchronous rotation completes the meshing motion, and the tooth cutter or gear also needs to be relatively moved along the axial position of the gear.The three-link mechanism ensures that the gear blank is cut completely, allowing for the machining of the entire tooth width of the gear, i.e. the machining method of three-link linkage.where the main motion is the constant speed rotation of the workpiece around its axis, and the sub-motion is the constant speed rotation of the gear cutting tool around its axisTurn around.The tooth-on-tooth method can be used to process both external and internal gears, as well as both spur and helical gears.In terms of tool use, spur gears are processed with helical gear cutting tools, and both spur gear cutting tools and helical gear cutting tools can process helical gears.The wheel is divided into two types of cutting tools: conical shank gear cutting tools and bowl-shaped gear cutting tools. The external structure of the gear cutting tools is similar to that of the gear shaper cutter.Similarly, in terms of cutting motion, the gear cutting tool can be regarded as a modified gear that meshes with the gear.In terms of cuttingIn terms of quantity, the removal of the allowance by the gear tooth method is equivalent to the removal of the allowance by the hobbing process.In terms of cutting method, the gear tooth cutting toolIt is equivalent to end cutting for a tooth shaving cutter without grooves.Both tooth turning and gear shaper use generating methods.Both have the motion mode of feeding along the axial direction, but compared with the gear shaper method, the sub-motions of gear tooth machining are carried out synchronously.Continuous cutting without empty travel, high processing efficiency.Currently there is no clear standard for the design of tooth cutting tools, and mostThe design of the gear tooth cutter is based on the standard of the gear shaper.
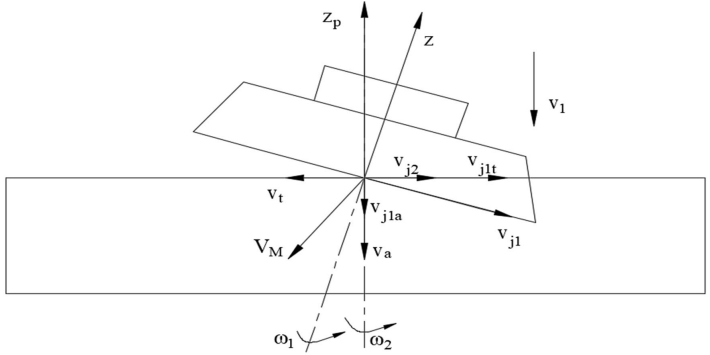
In the process of gear machining, if the angular velocity of the gear cutting tool and the workpiece spindle can be precisely controlled, it canThis allows for precise machining in the state of no feed motion.However, in the actual machining of gear teeth, there is axial feed motion of the workpiece or gear tooth cutting tool, and the presence of the axial angle causes this feed method to cause the original correct meshing between the gear tooth cutting tool and the workpiece.To return to the correct meshing, an additional speed is required on top of the original speed of the gear cutter.Speed.
From the perspective of practical processing, the number of feed cycles for gear machining is determined based on the size of the feed rate.EnvelopeThe number of cutting times depends on the accuracy required by the design. Substituting the number of envelope times for the number of feed times meets the accuracy requirements.The lower the number of envelope times, the higher the economic benefit.
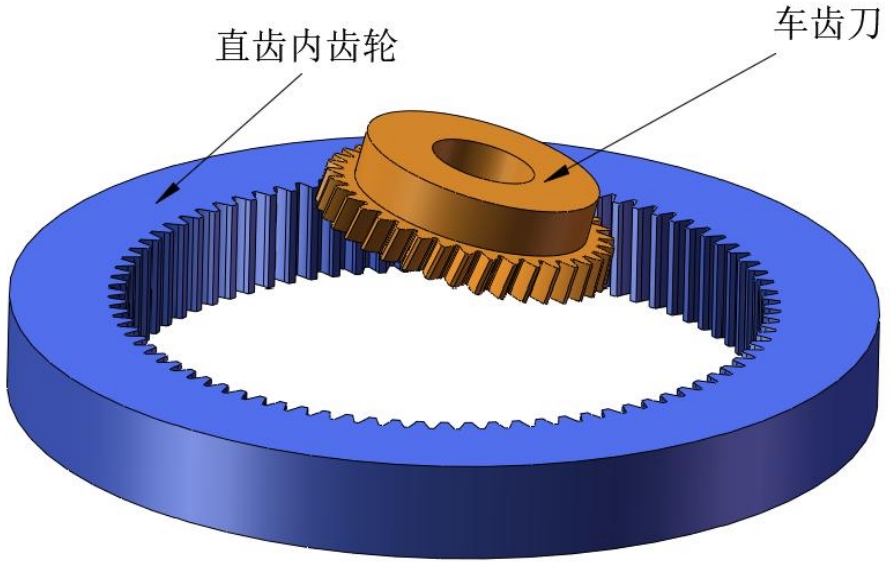
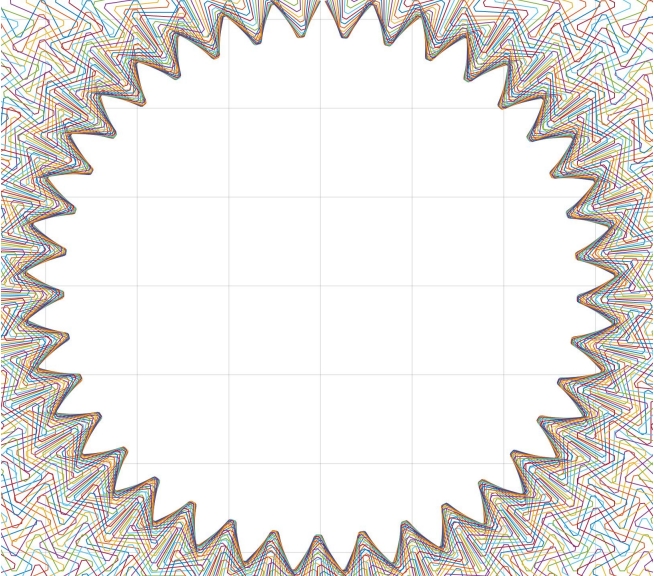
This chapter starts from the principle of gear cutting and establishes the coordinate relationship between the gear cutting tool and the internal gear during gear cuttingFigure shows the relative motion velocity of any meshing point.Based on the meshing principle, the axial feed rate at the meshing point is analyzed.Give the decomposition speed of the radial feed.According to the conjugate meshing method, the tooth profile of the internal gear is enveloped through software simulation.The envelope results show that within the range of machining accuracy, the higher the number of envelope times, the smaller the gear tooth profile deviation and the higher the accuracy.And with the increase in the same deviation accuracy requirement, the required envelope times increase significantly.