
The same parameters as the grinding test are used for simulation, and the simulation results are shown in Figure 1. Compare the simulation figure 1 with the test measurement Figure 2. Figures 1a and 1B are the simulation diagrams of tooth surface morphology of concave and convex surfaces of spiral bevel gear respectively, which are generally consistent with the tooth surface morphology taken after the test in figures 2a and 2C. Figures 1a and 1D are the simulation diagrams of the tooth surface morphology of spiral bevel gear after grinding with different grinding depth. With the increase of grinding depth, the surface scratch deepens, which is consistent with the workpiece surface morphology taken after the test in figures 2a and 2b. Figures 1a and 1E are the simulation diagrams of the tooth surface morphology of spiral bevel gear after grinding at different grinding speeds. With the increase of grinding speed, the surface texture tends to be dense, which is consistent with the workpiece surface morphology taken after the test in figures 2C and 2D.
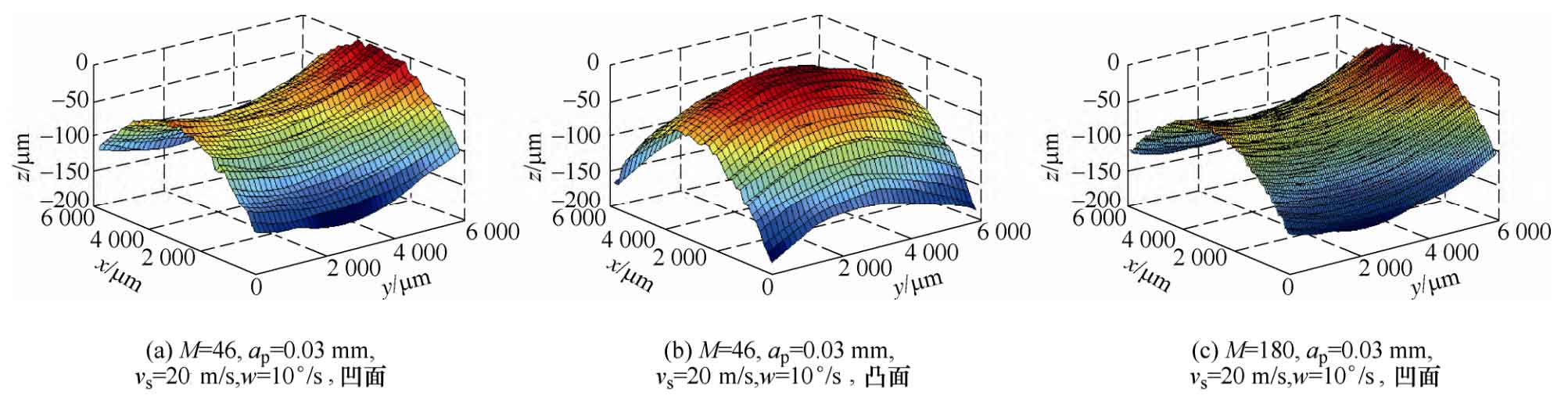
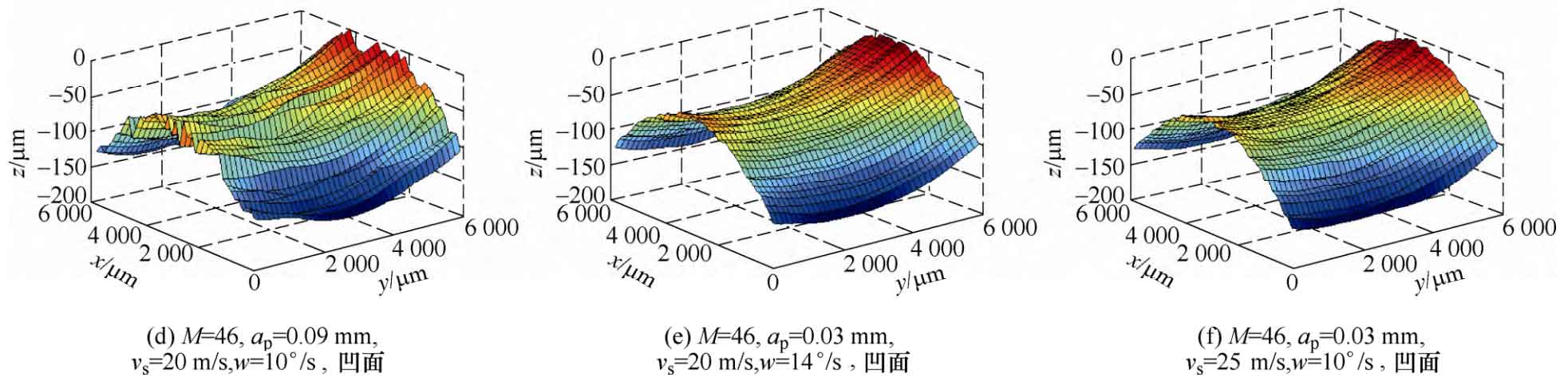
The simulation topography of each spiral bevel gear is compared, and the influence of different process parameters on the surface topography of spiral bevel gear is analyzed. Comparing figures 1a and 1C, it can be seen that the grinding wheel particle size increases, the abrasive particle density increases, the abrasive particle protrusion height on the grinding wheel surface decreases, and the number of abrasive particles participating in grinding increases at the same time, which is conducive to improving the grinding surface quality. Comparing figures 1a and 1D, it can be seen that the grinding depth increases, the undeformed cutting thickness of a single abrasive particle increases, and the scratch of the abrasive particle on the tooth surface of the spiral bevel gear deepens, which reduces the quality of the grinding surface. Comparing figures 1a and 1E, it can be seen that with the increase of the generation speed, the scoring length of each abrasive particle on the tooth surface of the spiral bevel gear increases, the residual height of the tooth surface left after the cutting of adjacent abrasive particles decreases, and the grinding quality of the tooth surface of the spiral bevel gear is improved. Comparing figures 1a and 1f, it can be seen that the number of effective abrasive grains per unit time increases with the increase of grinding speed. With the increase of cutting times of each abrasive grain on the workpiece surface, the residual height of the machined surface decreases under the cumulative cutting action of multiple abrasive grains, which improves the quality of the machined surface.


By comparing the results of simulation and experiment, the correctness and effectiveness of the abrasive motion model when grinding spiral bevel gear with straight cup grinding wheel are verified. At the same time, it shows that the numerical simulation method can analyze the influence of different grinding parameters on the grinding surface morphology of spiral bevel gear. When analyzing the influence of a machining parameter on the grinding surface morphology of spiral bevel gear, the flexibility of numerical simulation can effectively eliminate other interference factors and give the difference between them accurately and efficiently. Therefore, the surface generation model based on the grinding particle trajectory of spiral bevel gear can be used to predict the machined surface morphology and reduce the number of tests, so as to achieve the generalized analysis effect.