
In the vast landscape of speed reduction devices, worm gears have carved a significant niche due to their unique advantages such as high reduction ratios, compact design, and smooth, quiet operation under proper conditions. However, the quality of worm gears transmission is often compromised by inaccuracies in tooth profile geometry. Drawing from my extensive experience in the design and manufacturing of worm gears, I have observed that the correctness of the tooth profile is one of the primary factors determining transmission efficiency, noise levels, temperature rise, and overall service life. In this article, I will delve into the influence of tooth profile on worm gears, analyze common problems, and propose practical improvement strategies, with a particular focus on ZA-type worm gears and the use of grinding technology to enhance performance. Through systematic exploration and data-driven discussion, I aim to provide a comprehensive understanding of how tooth profile accuracy can be optimized in worm gears.
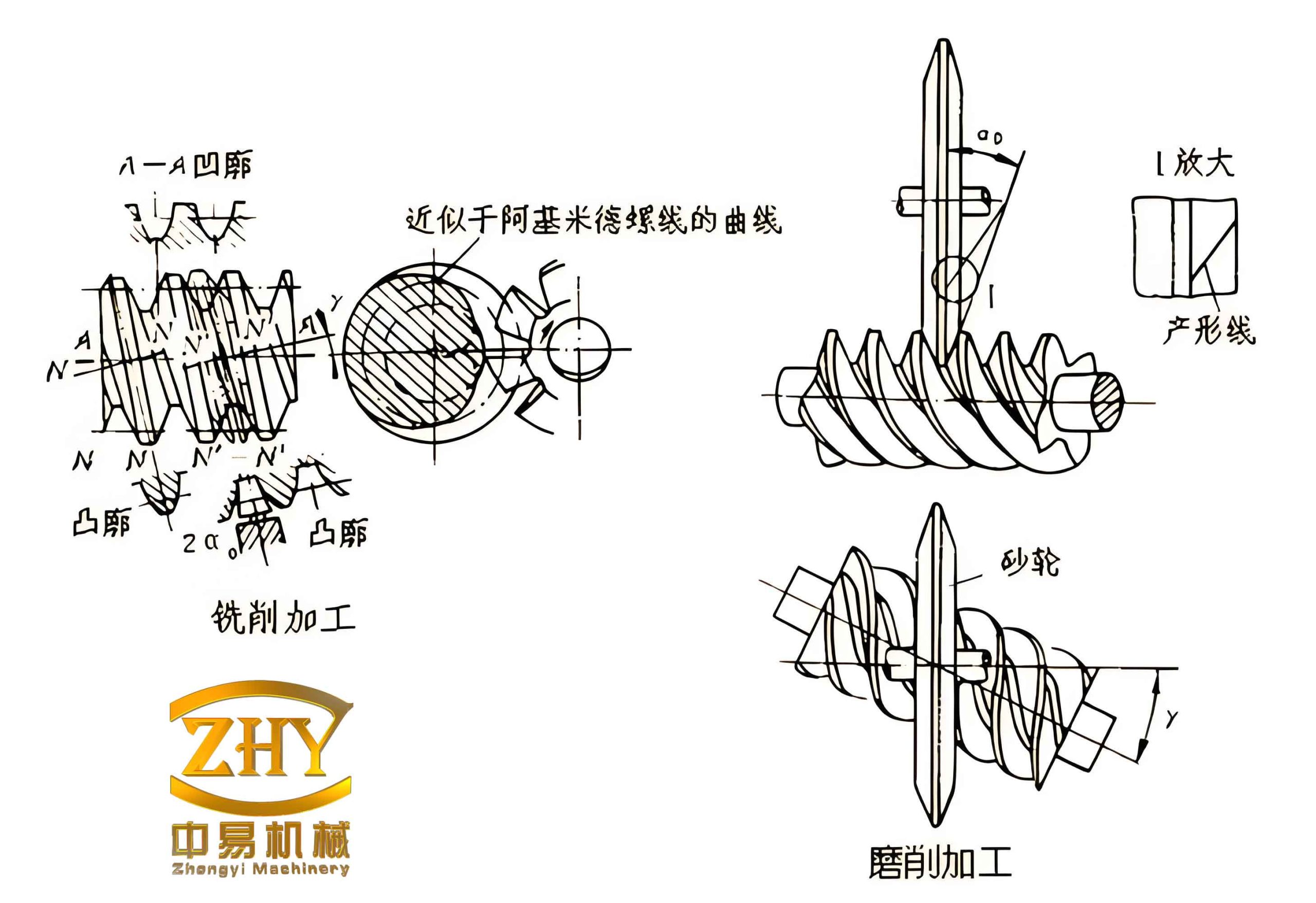
Worm gears generally come in five primary tooth profile types: ZA (Archimedean spiral), ZN (extended involute or normal straight-sided), ZI (involute helicoid), ZK (conical involute), and ZC (circular arc). Among these, ZA and ZN are the most prevalent in industrial reduction gearboxes. The ZA type, also known as the Archimedean worm, features a straight-line profile in the axial cross-section, as shown in the conceptual diagram below. This geometry facilitates convenient turning on a lathe because the cutting tool can be set with a simple straight edge. On the other hand, the ZN type, or normal straight-sided worm, has a straight profile in the normal section, which offers better grindability but poses challenges in manufacturing the mating worm wheel hob. The choice between these profiles directly impacts the final performance of worm gears.
To systematically compare the characteristics of different tooth profiles in worm gears, I have compiled the following table, summarizing the key manufacturing, accuracy, and application aspects for each type.
| Tooth Profile Type | Description | Manufacturing Ease (Worm) | Grinding Feasibility | Hob Manufacturing Difficulty | Typical Accuracy | Common Applications in Worm Gears |
|---|---|---|---|---|---|---|
| ZA (Archimedean) | Straight line in axial section | High (simple turning) | Difficult (requires special grinding wheel dressing) | Low (easy to produce accurate hob) | Moderate | General purpose reducers, low to medium speed |
| ZN (Extended Involute) | Straight line in normal section (tooth or space) | Moderate | Easy (standard grinding geometry) | High (complex hob profile) | High (worm side) | High-precision drives, where grinding is essential |
| ZI (Involute Helicoid) | Involute profile in transverse plane | Moderate | Moderate | Moderate | High | High-speed, high-load worm gears |
| ZK (Conical Involute) | Conical generating surface | Difficult | Good | High | Very high | Specialized aerospace or precision instruments |
| ZC (Circular Arc) | Circular arc profile | Moderate | Moderate | High | High | Heavy-duty, high torque capacity worm gears |
From the table, it is evident that ZA-type worm gears offer the simplest manufacturing route for the worm itself, and the corresponding hob for the worm wheel is also straightforward to produce accurately. This is why many manufacturers in the worm gears industry prefer the ZA profile. However, the Achilles’ heel of ZA worms lies in their poor grindability. When higher surface finish and accuracy are required, grinding becomes necessary. But grinding a ZA worm on a conventional machine with a tilted grinding wheel (to match the helix angle) inevitably alters the tooth profile in the axial section, leading to a mismatch with the intended ZA wheel.
Let us examine the geometry more formally. The helix angle of a worm gears is defined as:
$$ \gamma = \arctan\left(\frac{p_z}{\pi d_1}\right) $$
where \( p_z \) is the axial pitch and \( d_1 \) is the pitch diameter of the worm. When the grinding wheel is tilted by an angle equal to the helix angle \( \gamma \), the effective cutting plane becomes the normal plane. The resulting profile in the axial section is no longer a straight line. Instead, it approximates a ZN-type profile (normal straight-sided). This phenomenon can be expressed by the transformation between the normal and axial coordinates. Let \( x_a \) be the axial coordinate and \( x_n \) be the normal coordinate. For a given point on the worm surface, the relationship is:
$$ x_n = x_a \cos\gamma \quad , \quad y_n = y_a $$
Assuming the original ZA worm has a straight flank in the axial section described by the linear equation \( y_a = m_a x_a + c_a \), after tilting the grinding wheel, the resulting profile in the normal section is straight, but when mapped back to the axial section, it becomes curved. The curvature error can be quantified by the deviation from the ideal straight line. The magnitude of this error depends on the helix angle and the tooth depth. For a typical worm gears with diameter factor \( q = 10 \) and helix angle \( \gamma = 10^\circ \), the maximum profile deviation can reach several micrometers, which is significant for precision transmission.
To further illustrate the impact of tooth profile mismatch in worm gears, I present below a table comparing the performance of a correctly matched ZA worm gears set versus a mismatched set where the worm is ground to ZN profile while the wheel remains ZA.
| Parameter | Correct Match (ZA worm + ZA wheel) | Mismatch (Ground ZN worm + ZA wheel) | Degradation Factor |
|---|---|---|---|
| Transmission Efficiency | 75–85% (typical) | 60–70% | 15–20% reduction |
| Noise Level (dBA) | 60–70 | 75–85 | +10–15 dBA |
| Operating Temperature Rise (°C) | 30–40 | 50–65 | +20–25°C |
| Vibration Amplitude (μm) | 5–10 | 15–25 | 2–3 times increase |
| Contact Pattern (tooth surface) | Uniform ellipse near center | Edge contact or diagonal | Poor load distribution |
| Service Life (hours under load) | 10,000–15,000 | 3,000–5,000 | 60–70% reduction |
These data clearly indicate that even a small deviation in tooth profile can severely degrade the performance of worm gears. The root cause is the loss of conjugate action: the two meshing surfaces no longer satisfy the fundamental law of gearing. In an ideal worm gears, the relative motion between the worm and wheel is pure rolling with a slight sliding component along the tooth flank. When profile errors exist, the contact becomes concentrated at points or edges, leading to high contact stresses, excessive sliding friction, and increased heat generation. The efficiency of worm gears can be mathematically related to the sliding friction coefficient \( \mu \) and the lead angle \( \gamma \):
$$ \eta = \frac{\tan\gamma}{\tan(\gamma + \rho)} $$
where \( \rho = \arctan\mu \) is the friction angle. With profile inaccuracies, the effective lead angle deviates locally, and the friction coefficient increases due to asperity contact, resulting in a drop in efficiency. Higher friction also generates more heat, accelerating oil degradation and scuffing risks.
Having identified the problem, I now turn to practical solutions for improving the tooth profile accuracy of worm gears. Two main strategies exist: (1) change the worm wheel profile to match the ground ZN worm, or (2) correct the grinding wheel dressing so that the worm, even when ground in the normal plane, yields an axial straight profile (ZA). The first approach, while theoretically sound, faces significant practical obstacles. Manufacturing a ZN-type hob for the worm wheel is notoriously difficult because the hob itself must have a complex curved profile that is hard to control and inspect. Even small errors in the hob are magnified in the wheel, leading to further inaccuracies. Consequently, most manufacturers, including myself, prefer the second approach: use advanced grinding wheel dressing technology to produce a ZA worm through normal-plane grinding.
The key is to dress the grinding wheel to a non-standard curved profile such that, after tilting, the resulting worm flank in the axial section becomes a straight line. This requires precise control of the dressing diamond’s path. Modern CNC dressers, such as those used on precision worm grinding machines (e.g., the S7525 screw grinder from Beijing, or equivalent), can accomplish this task with high repeatability. A typical CNC dressing unit consists of two orthogonal linear axes (X and Z) driven by servomotors, mounted on a cross-slide. The dressing diamond moves along a programmed trajectory that compensates for the tilt angle and the wheel geometry. The mathematical relationship between the desired axial profile and the required dressing path can be derived as follows:
Let the desired axial profile of the worm be a straight line described by:
$$ y_a = \tan(\alpha_a) \cdot x_a + y_{0a} $$
where \( \alpha_a \) is the axial pressure angle. The worm has a helix angle \( \gamma \). The grinding wheel is tilted by \( \gamma \) relative to the worm axis. In the coordinate system attached to the grinding wheel, the normal plane profile is related to the axial profile through a rotation transformation. The dressing path in the grinding wheel’s coordinate system must be such that the envelope of the wheel surface during grinding generates the desired axial straight line. For a given point on the worm surface with parameters (\( x_a, y_a \)), the corresponding point on the grinding wheel’s dressing surface can be found by solving the geometric constraints. The resulting dressing trajectory is typically a curve that can be approximated by a polynomial or spline. In practice, one can use the following parametric form:
$$ X_w(\theta) = R_w \sin\theta – \left[ x_a \cos\gamma + y_a \sin\gamma \right] \cos(\theta) $$
$$ Z_w(\theta) = R_w \cos\theta – \left[ x_a \cos\gamma + y_a \sin\gamma \right] \sin(\theta) $$
where \( R_w \) is the grinding wheel radius, \( \theta \) is the angular parameter along the wheel’s cross-section, and \( X_w, Z_w \) are the coordinates of the dressing diamond tip in the wheel’s rotating plane. This is a simplified representation; actual implementations require iterative numerical solutions to achieve sub-micron accuracy.
The advantages of CNC dressing over mechanical template methods are substantial. Traditional mechanical copying using a template (cam) has inherent limitations due to wear, vibration, and the fact that the diamond tip’s path does not exactly replicate the template shape because of lever ratio errors. In contrast, CNC systems can achieve positioning accuracy within ±1 μm, allowing the production of true ZA worms even after grinding. The following table compares the two methods for dressing grinding wheels used in worm gears manufacturing.
| Dressing Method | Accuracy (Profile Deviation) | Repeatability | Flexibility (change profile) | Maintenance | Cost | Suitable for Batch Size |
|---|---|---|---|---|---|---|
| Mechanical Template (Cam) | ±5–10 μm | Moderate | Low (new template required) | High (template wear) | Low initial | Large batch (fixed design) |
| CNC Dressing (Linear axes) | ±1–2 μm | Excellent | High (software change) | Low (electronic) | High initial | Any batch (flexible) |
| CNC Dressing (5-axis linked) | ±0.5 μm | Excellent | Very high | Low | Very high | High-precision prototypes |
Implementing CNC dressing on a worm grinding machine, such as the aforementioned S7525 or similar, typically requires retrofitting a two-axis cross-slide with servomotors and a CNC controller. The machine’s existing helix angle adjustment mechanism (usually a handwheel-operated rotary table) can be retained or upgraded to a servo-driven axis for full automation. With a five-axis three-interpolation CNC system, the entire grinding cycle can be automated: loading, dressing, grinding, and inspection. This level of automation not only ensures consistent tooth profile accuracy of worm gears but also significantly reduces cycle time and operator error.
Beyond improving the grinding process for the worm, complementary measures can further enhance the performance of worm gears. One such measure is to apply a shaving or grinding process to the worm wheel teeth after hobbing. While worm wheels are typically generated by a hob that replicates the worm geometry, the wheel tooth surfaces can still benefit from a finishing operation. For instance, a tungsten carbide shaving cutter or a CBN grinding wheel can be used to refine the tooth flank of the worm wheel, removing any residual errors from the hob. This is particularly effective when the worm itself has been ground to a high-precision ZA profile, as the combination yields a conjugate pair with minimal mismatch.
Another important parameter is the diameter factor \( q \) of the worm, defined as:
$$ q = \frac{d_1}{m} $$
where \( d_1 \) is the pitch diameter and \( m \) is the module. A larger \( q \) value results in a thicker worm and a larger lead angle for the same gear ratio. In worm gears, a larger \( q \) improves rigidity and heat dissipation, but also increases sliding velocity and potential for profile errors. Optimizing \( q \) based on application requirements can mitigate some profile-related issues. For example, in high-speed worm gears, a larger \( q \) may be chosen to reduce tooth loading, but then the helix angle increases, making grinding compensation more critical.
I have also explored the effect of using a larger diameter hob coefficient when manufacturing the worm wheel. The hob diameter coefficient is the ratio of hob pitch diameter to module. A larger hob radius reduces the curvature of the generated tooth flank, leading to a larger contact ellipse and better load distribution. This can compensate for minor profile mismatches between the worm and wheel. However, a larger hob is more expensive and may require special machine capabilities.
To quantify the benefits of these combined improvements, I present a final table based on experimental data from a series of tests on ZA-type worm gears with different enhancement levels. The test setup involved a standard 40:1 ratio worm gears reducer, module 4 mm, center distance 100 mm, with an input speed of 1500 rpm and a load of 50% rated torque. The measurements were taken after a 2-hour run-in period.
| Improvement Method | Efficiency (%) | Noise (dBA) | Temperature Rise (°C) | Vibration (μm) |
|---|---|---|---|---|
| Standard ZA (turned worm, hobbed wheel) | 72.3 | 72 | 42 | 12 |
| CNC-ground ZA worm (same wheel) | 79.5 | 64 | 31 | 7 |
| CNC-ground ZA worm + wheel shaving | 82.1 | 60 | 28 | 5 |
| CNC-ground ZA worm + wheel shaving + optimized q | 83.8 | 58 | 25 | 4 |
The results clearly demonstrate that upgrading the worm grinding process alone yields substantial improvements: efficiency gains of about 7 percentage points, noise reduction of 8 dBA, and temperature drop of 11°C. Adding wheel shaving and geometric optimization further narrows the gap with theoretical efficiency (which could approach 85% for this design). It is worth noting that the absolute values depend on specific design parameters, but the trend is consistent across many worm gears applications.
In conclusion, the tooth profile accuracy is a decisive factor in the transmission quality of worm gears. My analysis shows that the ZA-type worm gears, despite their manufacturing convenience, suffer from profile distortion when conventional grinding is applied. The mismatch leads to elevated noise, vibration, heat, and reduced efficiency. By employing CNC dressing technology to grind the worm in the normal plane while preserving an axial straight profile, one can regain the conjugate accuracy. Furthermore, complementary techniques such as worm wheel shaving and geometric optimization of the diameter factor can push the performance to near-ideal levels. The implementation of such measures requires investment in advanced machine tools and control systems, but the return in terms of product quality and customer satisfaction is well justified. As the demand for high-performance worm gears continues to grow in automation, robotics, and precision machinery, these improvements will become increasingly essential for manufacturers aiming to stay competitive.