
1. Defect content
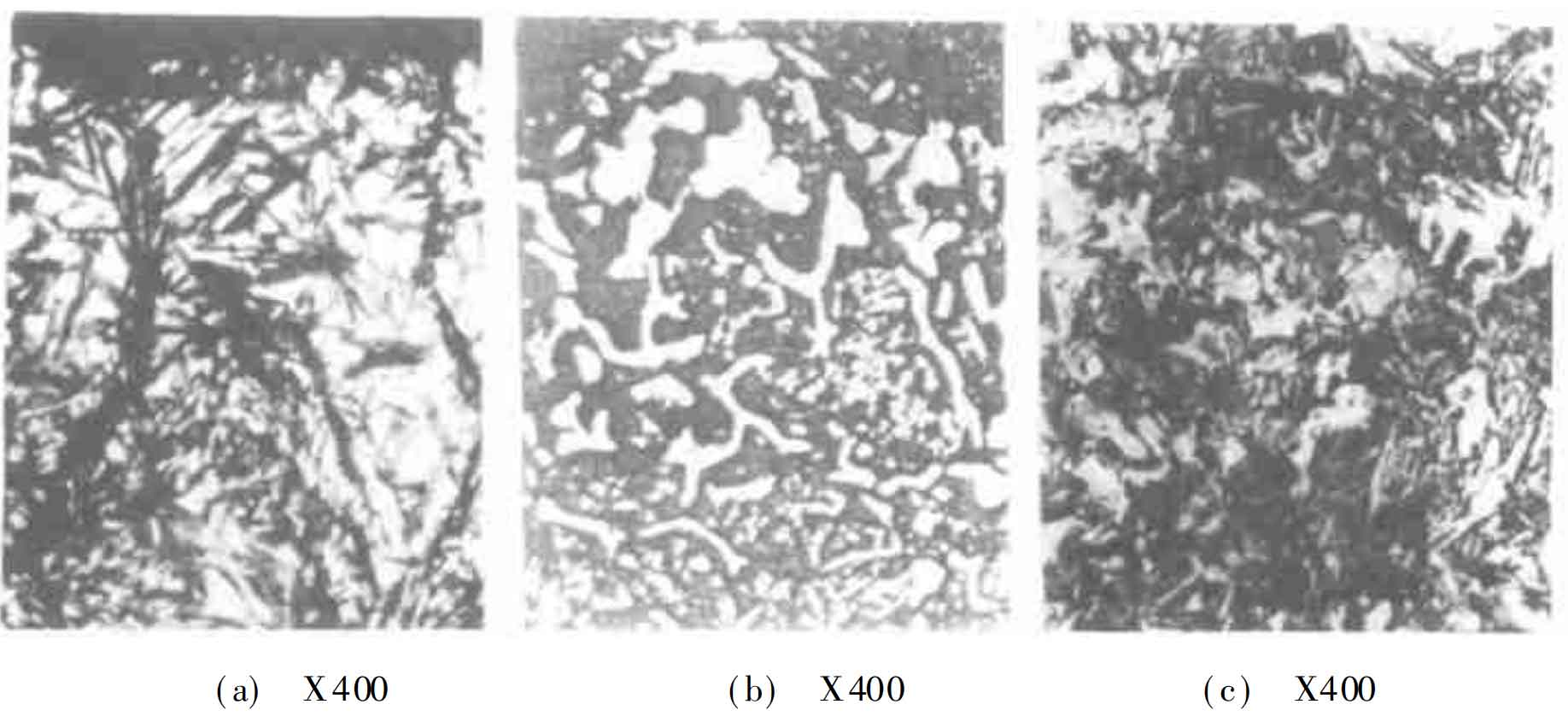
Including coarse martensite, excessive retained austenite as shown in figure (a), excessive surface carbides as shown in figure (b), out of tolerance of ferrite in the center as shown in figure (c), surface oxidation decarburization, etc. On the one hand, the out of tolerance of martensite, retained austenite and ferrite will cause the above hardness defects, on the other hand, it will aggravate the quenching deformation of gears, and grinding cracks are easy to appear at the coarse part of M; When excessive carburization occurs, massive or network carbides will precipitate on the surface of the gear, especially on the top. At present, the heat treatment of rear axle gears is mostly carried out in the continuous carburizing furnace. When CO2 and H2O reach a certain proportion in the atmosphere in the furnace, oxidation reaction will occur while carburizing. Surface oxidation and grain boundary oxidation will reduce the wear resistance and fatigue resistance of gears, which should be avoided as much as possible in production.
2. Defect causes
(1) coarse grain is the direct reason for the out of tolerance of martensite and retained austenite. First, the carburizing temperature is too high or the quenching temperature is too high; Second, the content of components that inhibit grain growth in gear materials, such as Al, Nb, Ti, V, Zr and N, is too low. Therefore, a certain amount of alloy elements such as Ti or V are required for gear materials commonly used in production; Third, the gear material is not subject to effective preliminary heat treatment such as normalizing or annealing before carburizing and quenching, that is, the grain of the material is coarse before entering the furnace.
(2) the carbide grade out of tolerance is mainly due to the high carbon concentration in carburizing atmosphere and too long carburizing time during carburizing; In addition, when the alloy elements with strong affinity to carbon such as Cr and Mo are too high, it will also lead to excess carburization.
(3) surface oxidation decarburization is mainly due to the poor sealing of the furnace wall or door of the carburizing furnace, resulting in the entry of external air into the furnace, or the high content of CO2 and H2O in the protective atmosphere prepared in production, which directly makes the atmosphere in the furnace unqualified.
3. Preventive measures
(1) strictly analyze and inspect the material composition and grain size of the incoming materials, determine the carburizing temperature and quenching temperature in combination with their characteristics, and discard the unqualified materials; For the materials without grain coarsening, the post carburizing heat treatment can be carried out by using the repeated austenitizing method under the condition of confirming the recovery of grain size; For the finished products with coarse grains, the method of reheating to a lower quenching temperature for quenching can also be used to make up for it, but at the same time, it should be considered that rework may make the workpiece deformation out of tolerance more serious.
(2) in order to prevent excessive carburizing, select appropriate carburizing concentration and calculate the reasonable ratio of carburizing time to diffusion time, generally following the following rules:
Tc= TT ( CD – CO ) /( CC – CO ) TD= TT – TC
Tc – carburizing time TD – diffusion time TT – Total carburizing and diffusion time
CC – carbon potential in carburizing period CD – carbon content in diffusion period co – carbon content of selected material
The finished products with excess carburization can be reheated for diffusion treatment or carbide spheroidization annealing treatment before quenching.
(3) the prevention of oxidative decarburization is mainly through the maintenance of controllable atmosphere generator and carburizing equipment to make them operate normally; In addition, properly increase the carbon potential of the atmosphere in the furnace at the stage of workpiece entering and exiting the furnace to prevent contact oxidation between the workpiece and air.