
Spiral bevel gear is one of the core parts of automobile engine to transmit power. It can transmit large load and has the characteristics of stable operation, low noise and low vibration. Its quality directly affects the engine quality and mechanical safety. The traditional process of manufacturing spiral bevel gear is cutting. Because the metal fiber is cut off and its continuity is destroyed, the service life of the gear is short. Plastic forming gear has reasonable and continuous metal streamline and dense structure along the tooth profile. The strength, wear resistance, heat treatment deformation and meshing noise of the gear are superior to those of cutting. It is a new technology being vigorously studied and developed by the manufacturing industry at home and abroad.
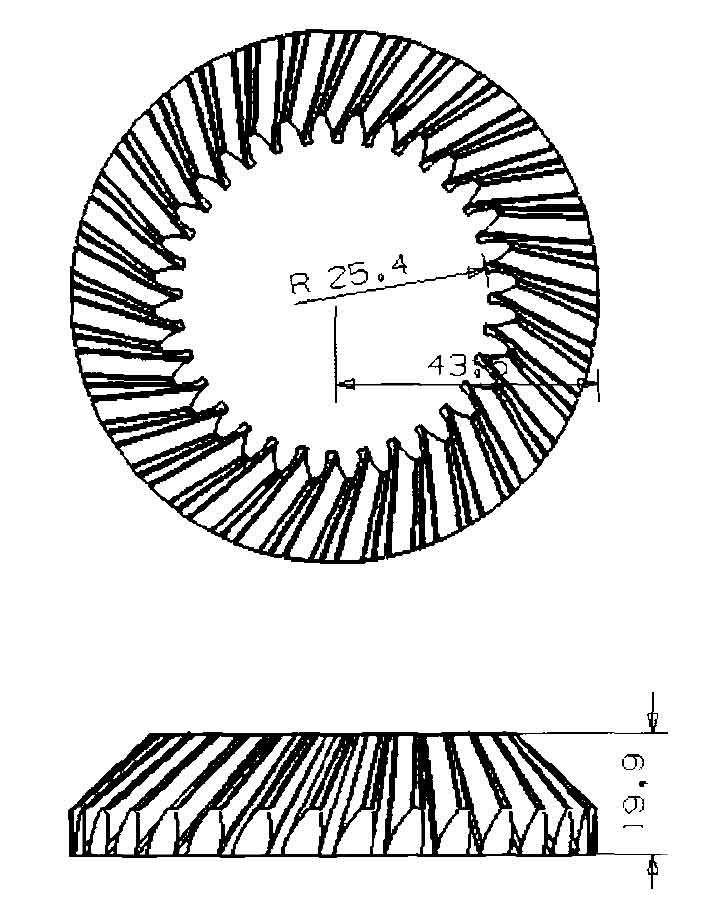
Taking a spiral bevel gear as the research object, the number of teeth z = 32 and the normal surface pressure angle α= 20°。 Helix angle β= 15 °, normal surface crest height coefficient h = 1.25, normal surface crest clearance coefficient C = 0.25, gear thickness H1 = 19.9mm, large end face diameter D1 = 87mm, small end face diameter D2 = 50.88mm, tooth cone angle pitch angle ε= 45°。
(1) The closed die forging of spiral bevel gear is numerically simulated and analyzed, and its forming process is analyzed. During forming, when the blank is filled into the tooth cavity, the equivalent stress and equivalent effect at the tooth root become larger. In the final filling stage, the equivalent stress on the tooth top becomes larger. The load required for closed die forging is 4500kN, and the metal at the gear teeth is prone to folding defects during forming.
(2) The spiral bevel gear is formed by swing rolling. In the contact area, the metal at the upper end of the blank deforms first and fills the tooth cavity. The metal gradually fills the tooth cavity from top to bottom along the helical surface of the tooth, and the tooth cavity at the lower end is completely filled at last. And the metal flow is evenly distributed without intersection, so as to avoid metal folding defects.
(3) The final load of swing rolling forming of spiral bevel gear is 550kn, which is the die forging load value under the same conditions. Because the load required for swing rolling forming is small, the stress of the final forging and die is also small, and the demoulding is easier.