
The preparation of bevel gear cold rotary forging preform needs three steps: forming, softening annealing and lubrication process design.
1) Preform forming
The forming method of preform is mainly band saw blanking and turning. The blanking accuracy of metal band saw is higher than other general blanking methods, and the end face is flat without bending, skew, collapse and other problems. The purpose of turning is to remove the oxide scale on the surface of raw materials and make the size of blank accurately meet the design requirements.
2) Blank softening process design
The preforms of cold plastic deformation parts need spheroidizing annealing to reduce hardness and improve plasticity, facilitate metal flow forming and avoid cracking defects in the forming process. At the same time, in order to form smoothly, and the formed parts have fine grains, good performance and high dimensional accuracy, there are high requirements for the surface quality, internal grain size and spheroidization rate of annealed softened parts. If the temperature is too low, the spheroidization rate is low, and if the temperature is too high, the grain size is too large. Meanwhile, in order to prevent high-temperature oxidation, vacuum furnace annealing shall be adopted. After comparative test, the vacuum softening process as shown in the figure is determined: select holding above AC1 for a period of time and then cooling to an appropriate temperature slightly lower than AR1 for isothermal discharge for a period of time.
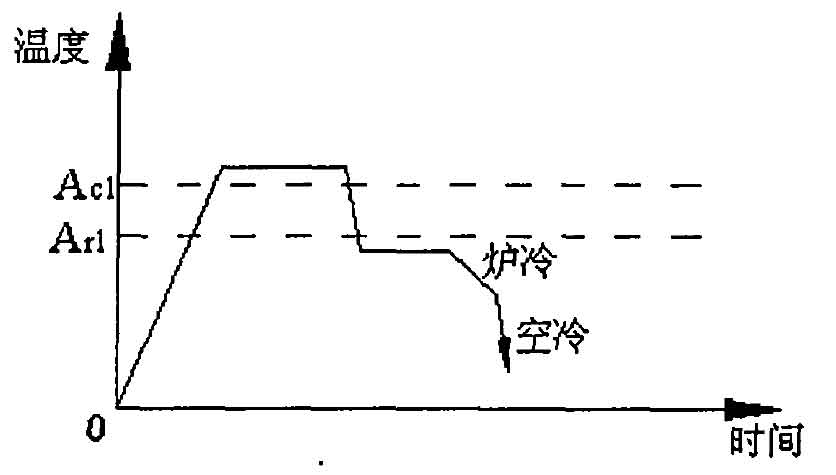
For the studied car planetary gear (material: 27mncr5), the hardness of the preform softened by this process is hb125-130, the carbide spheroidization rate is 93-97%, and the surface oxide layer is 10 ≤ μ m. It has excellent cold plastic formability.
3) Lubrication process design of billet
Phosphating of preforms before cold plastic forming of ferrous metals is an effective way to reduce friction, deformation force and uneven deformation.
(1) Because the cold rotary forging precision forming of gear is an asymmetric local force, if the phosphating film is too thin, it is not conducive to forming, resulting in uneven deformation and difficult to fill the tooth shape; however, if the phosphating film is too thick, it will affect the surface performance of the formed gear.
(2) Medium temperature and high temperature phosphating treatment, although the process time is short, it has great environmental pollution and poor working conditions. At present, high-temperature solution immersion method is mostly used for phosphating post-treatment process. This method takes a short time, but it pollutes the environment. When the preform is taken out from the solution, the solution is easy to flow out and the uniformity is poor.
(3) Through the comparative test with antirust oil, saponification and solid vibration coating methods, it is found that the preform with solid vibration coating method has small forming force, uniform deformation, no high temperature, no pollution, no waste of solid lubricant and simple process operation.
To sum up, the reasonable blank lubrication treatment process is: normal temperature phosphating + solid lubricant vibration coating. At the same time, good phosphating layer and solid coating effect can be achieved by strictly controlling the parameters such as free acidity, total acidity, solution temperature and solid vibration coating time.