
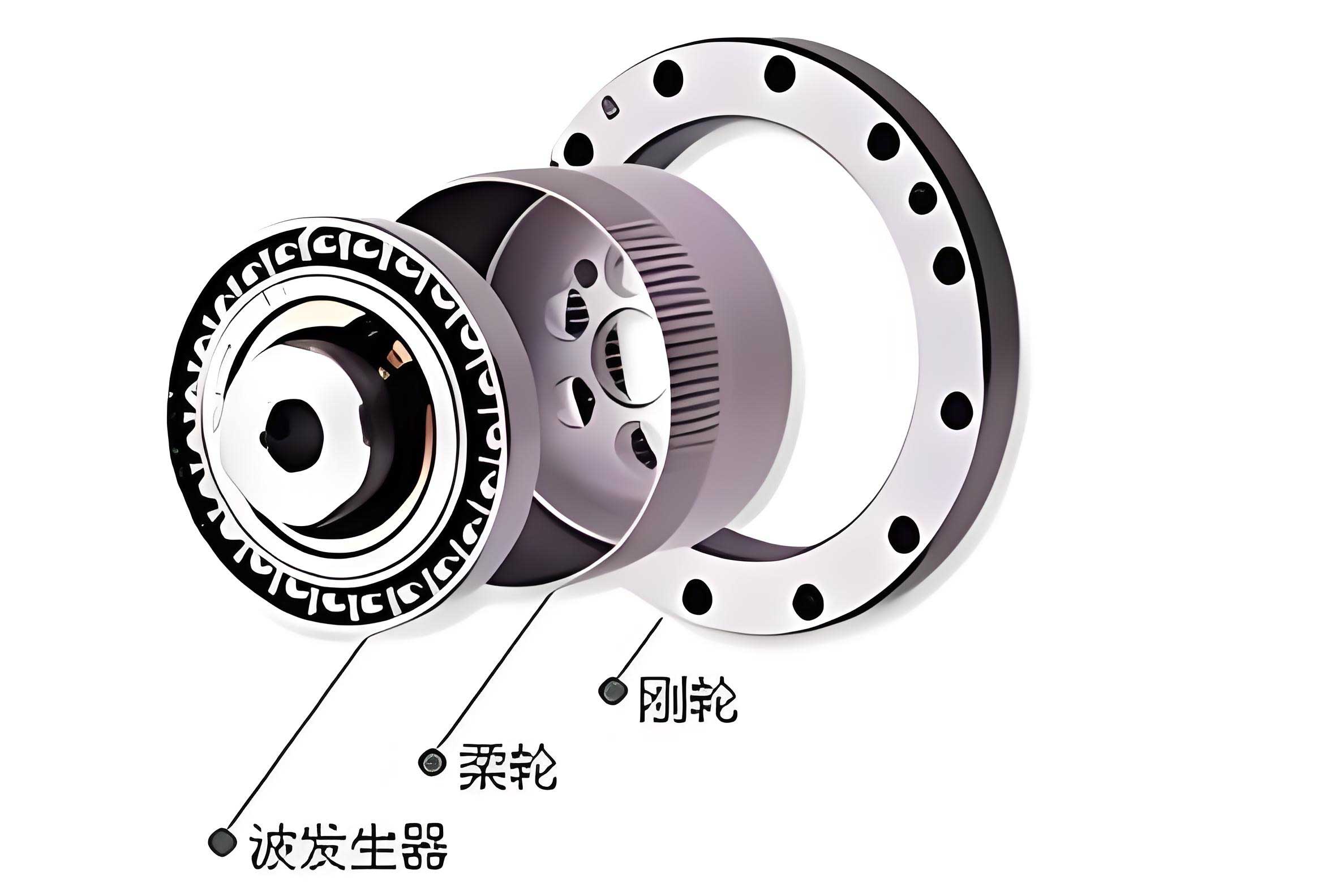
The strain wave gear, also known as a harmonic drive, represents a cornerstone of precision motion control. Its unique operating principle, relying on the controlled elastic deformation of a flexible spline, grants it exceptional advantages such as high reduction ratios, zero-backlash operation, compactness, and high positional accuracy. These attributes have cemented its role in demanding applications ranging from aerospace actuators and robotic joints to semiconductor manufacturing equipment. The fundamental operation involves three key components: a rigid Circular Spline (CS), a flexible Flexspline (FS), and an elliptical Wave Generator (WG) inserted into the flexspline. The wave generator’s primary function is to deform the flexspline into a non-circular shape, typically an ellipse, enabling meshing between the flexspline and circular spline teeth at two diametrically opposite regions.
Traditional design methodologies for strain wave gear teeth often rely on an idealized assumption: that the inner wall of the cup-type flexspline maintains perfect, full-contact conformity with the outer race of the wave generator’s bearing across its entire axial width upon assembly. This simplification allows for kinematic and geometric analysis based on a single, representative cross-section of the gear teeth. However, this perspective overlooks a critical mechanical reality introduced by the physical dimensions of the wave generator. When an elliptical wave generator is pressed into a cup-shaped flexspline, the constraint imposed by the closed cup bottom prevents uniform radial deflection along the tooth rim’s axis. This results in a tapered deformation profile, fundamentally altering the meshing conditions along the tooth face width and impacting the overall performance and longevity of the strain wave gear.
The core issue stems from the axial variation in radial deflection. At the major axis of the wave generator, the radial deformation of the flexspline tooth rim is not constant; it is largest at the open end (front截面) and gradually decreases towards the cup bottom (rear截面). Conversely, at the minor axis, an inward tapering occurs. This phenomenon creates axial conical angles, meaning the flexspline’s inner wall and the wave generator bearing do not achieve complete contact. Consequently, the deformation function governing tooth engagement differs for each axial cross-section of the flexspline. If the gear pair is designed based solely on the deformation at the rear截面 (often treated as the “master section”), the teeth at the front截面 will experience different, often unfavorable, meshing conditions, potentially leading to edge contact or “point engagement.” This analysis delves into the implications of this wave generator-induced conical effect, employing Finite Element Analysis (FEA) to study flexspline behavior under assembly, no-load, and loaded conditions, and comparing the performance of traditional involute and modern double-circular-arc tooth profiles in this context.
1. The Conical Effect: From Idealized Model to Physical Reality
In an idealized model of a strain wave gear, the radial deflection \( \omega_0 \) of the flexspline at the major axis is assumed constant along the entire tooth face width \( L \). The theoretical deformation is given by the product of the radial deformation coefficient \( w^* \) and the module \( m \):
$$ \omega_0 = w^* \cdot m $$
However, the physical assembly of a cup-type flexspline with a finite-width wave generator disrupts this uniformity. The flexspline can be conceptually divided into three key axial sections: the Front Section (nearest the open end), the Middle Section, and the Rear Section (nearest the cup bottom). Due to the cup bottom’s stiffness, the Rear Section conforms most closely to the wave generator’s profile. The radial deflection \( \omega(z) \) becomes a function of the axial position \( z \), where \( z=0 \) at the rear and \( z=L \) at the front.
A simplified linear model for the major axis deflection can be expressed as:
$$ \omega_{major}(z) = \omega_0 + \Delta \omega \cdot \left(\frac{z}{L}\right) $$
Here, \( \Delta \omega \) represents the additional deflection at the front section due to the conical effect. The axial conical angle \( \theta \) at the major axis can be approximated by:
$$ \theta \approx \arctan\left(\frac{\Delta \omega}{L}\right) $$
Similarly, a negative deflection gradient exists at the minor axis, creating an inward cone angle \( \delta \). The following table summarizes the comparison between the idealized and real deformation states.
| Aspect | Idealized Model | Physical Reality (with Conical Effect) |
|---|---|---|
| Flexspline-WG Contact | Full contact along entire axial width. | Partial contact; gaps exist, especially in front/middle sections at minor axis. |
| Radial Deflection \( \omega \)** | Constant (\( \omega_0 \)) along axis at major/minor axes. | Axially variable. \( \omega_{front} > \omega_0 > \omega_{rear} \) at major axis. |
| Tooth Meshing Basis | All axial sections follow the same deformation function derived from a single master section (usually rear). | Each axial section has a unique effective deformation. Design for rear section causes interference at front. |
| Primary Design Challenge | Achieving conjugate action in one plane. | Achieving acceptable meshing across multiple planes with varying deflections; avoiding edge contact. |
This conical effect has direct consequences for meshing. If the circular spline tooth profile is designed to conjugate perfectly with the flexspline tooth profile at the Rear Section under deflection \( \omega_0 \), then at the Front Section, where the effective deflection \( \omega_{front} \) is larger, the flexspline tooth will be “over-deflected.” This causes the tooth tip at the front to dive deeper into the circular spline tooth space, leading to tip interference or, as the gears rotate, contact at the very edge of the tooth—a condition known as “point engagement” or “tip/toe contact.” This localized, high-stress contact is a primary driver of wear and reduced lifespan in strain wave gear assemblies.
2. Finite Element Analysis of the Flexspline Under Different Conditions
To quantitatively evaluate the stresses and deformations arising from the wave generator’s conical effect, a detailed Finite Element Analysis was conducted using a model representative of a typical strain wave gear. The model parameters are listed below:
| Parameter | Value |
|---|---|
| Module (m) | 1 mm |
| Number of Flexspline Teeth (zf) | 100 |
| Number of Circular Spline Teeth (zc) | 102 | Gear Ratio | 1:51 |
| Radial Deformation Coefficient (w*) | 0.9 |
| Theoretical Radial Deflection (ω0) | 0.9 mm |
| Tooth Profile Types Compared | Involute (20° pressure angle) & Double-Circular-Arc |
2.1 Initial Deformation State (Wave Generator Assembly)
The first step simulated the assembly of the elliptical wave generator into the flexspline without the circular spline. This reveals the pure deformation imposed by the wave generator before any tooth contact occurs. The FEA results confirmed the hypothesized conical deformation. The maximum radial displacement at the major axis was found at the Front Section of the tooth rim.
$$ \omega_{FEA, max} \approx 1.142 \text{ mm} $$
This value is approximately 27% greater than the theoretical deflection \( \omega_0 = 0.9 \text{ mm} \) used in standard design calculations. This significant increase quantifies the “over-deflection” at the front. The deformation contour clearly showed the axial gradient, with deflection decreasing towards the cup bottom. This initial state implies that when the circular spline is subsequently mounted, the front-section teeth are pre-disposed to severe interference.
2.2 No-Load State (WG + FS + CS Assembled)
In the no-load state, the circular spline is added to the model. The circular spline’s rigid teeth constrain the over-deflected flexspline teeth at the front. To achieve a meshed state, the flexspline deforms elastically to accommodate this constraint. This induces a complex bending moment in the flexspline structure. The high-stress regions identified by FEA were:
- The tooth tips at the Front Section: Experiencing concentrated contact stress due to forced conformity with the circular spline profile.
- The transition region (fillet) between the tooth rim and the cylindrical cup body near the Rear Section: Subjected to high bending stresses. This bending arises because the rear-section teeth are correctly positioned by the wave generator, but the front-section teeth are being pushed inward by the circular spline, causing the entire tooth rim to twist and bend axially.
The stress at the cup body fillet in this no-load condition is particularly critical. It represents a cyclic bending stress during each revolution of the wave generator, even without transmitted torque, serving as a primary initiation site for fatigue cracks in cup-type strain wave gear flexsplines.
2.3 Loaded State (Under Transmitted Torque)
Under an operational load (simulated as a torque of 150 N·m applied to the flexspline cup bottom), the stress state becomes more severe and complex. The flexspline is now subjected to the combined effects of:
- Wave Generator Tension: The forces from the wave generator maintaining the elliptical deformation.
- Mesh Loading: The tooth contact forces transmitting torque, which alternate between the two lobes of engagement.
- Bending Stress: The persistent bending from the axial meshing mismatch.
Separate FEA models were run for involute and double-circular-arc (DCA) tooth profiles to compare their performance. The key results are summarized in the table below.
| Analysis Aspect | Involute Tooth Profile | Double-Circular-Arc (DCA) Tooth Profile |
|---|---|---|
| Max. Von Mises Stress | 532.2 MPa | 350.7 MPa |
| Stress Reduction vs. Involute | Baseline | 34.1% |
| Location of Max. Stress | Tooth tip region at the Front Section. | Tooth flank (on the convex arc) at the Front Section. |
| Meshing Characteristic at Front Section | Clear point engagement (tip contact). High stress concentration. | Improved flank engagement. Stress is distributed along a contact area on the arc. |
| Stress in Cup Body Fillet (Rear) | High (~400-450 MPa range) | Moderately High (~300-350 MPa range) |
The FEA results provide clear evidence. For the involute profile, the maximum stress is localized at the tooth tip edge, confirming the predicted detrimental “point engagement.” This leads to high contact pressures, accelerated pitting, and wear. In contrast, the DCA profile successfully moves the contact area away from the edge onto a robust, convex flank. The significant 34.1% reduction in peak stress dramatically illustrates the advantage of the DCA geometry in mitigating the adverse effects of the wave generator’s conical deformation in a strain wave gear.
The stress state can be conceptually related to the superposition of several stress components. A simplified expression for the stress at a critical point (e.g., the front tooth tip for involute) might be considered as:
$$ \sigma_{total} \approx \sigma_{bending}(WG) + \sigma_{contact}(Mesh) + \sigma_{bending}(Axial \ Mismatch) $$
Where \( \sigma_{bending}(WG) \) is from the wave generator deflection, \( \sigma_{contact}(Mesh) \) is the Hertzian contact stress from load transmission, and \( \sigma_{bending}(Axial \ Mismatch) \) is the additional bending due to the conical effect. The DCA profile effectively reduces the \( \sigma_{contact}(Mesh) \) component by providing a more favorable local contact geometry.
3. Discussion: Implications for Strain Wave Gear Design and Performance
The analysis underscores that ignoring the wave generator-induced conical effect is a significant oversight in traditional strain wave gear design. The axial variation in deflection is not a minor secondary effect but a primary driver of specific failure modes.
Identified Failure Mechanisms Linked to WG Conical Effect:
- Front-Section Tooth Wear/Failure: Caused by point engagement (involute) or high flank pressure. This degrades transmission accuracy and smoothness over time.
- Cup Body Fatigue Fracture: Initiated by the cyclic bending stress at the tooth rim-to-cup fillet near the rear section. This is often the life-limiting failure for cup-type strain wave gears.
- Increased Hysteresis and Lost Motion: The elastic bending of the tooth rim under load, required to compensate for axial mismatch, acts as a torsional spring, contributing to nonlinear stiffness and positional error.
The Role of Tooth Profile Optimization: The comparison between involute and DCA profiles highlights that the problem is not intractable. Advanced tooth geometries like the double-circular-arc profile are explicitly designed to accommodate the variable deflection conditions along the tooth face. Key features include:
- Controlled Clearance Distribution: The profile is optimized to maintain functional backlash and avoid interference across a range of effective deflections.
- Robust Contact Geometry: The convex-concave arc pairing provides a larger, more forgiving contact area that is less sensitive to misalignment and axial deflection variation than the point-contact-prone involute.
- Stress Redistribution: It moves peak stresses from vulnerable edges (tips, roots) to stronger areas of the flank.
Therefore, adopting a DCA or similar optimized profile (e.g., S-shaped) is a highly effective countermeasure to the wave generator’s influence, directly enhancing the durability and load capacity of the strain wave gear.
Design and Manufacturing Considerations: Beyond tooth profile, other strategies can mitigate the conical effect:
- Wave Generator Profile Optimization: Using a non-elliptical cam profile (e.g., a four-force cam) designed to produce a more uniform axial deflection or a specific deflection pattern that better matches the conjugate action of the chosen tooth profile.
- Flexspline Geometry Optimization: Tailoring the cup wall thickness (e.g., using a tapered wall) to control stiffness distribution axially, thereby influencing the deflection curve \( \omega(z) \).
- Precision Manufacturing and Assembly: Tight control over component geometries (wave generator ovality, bearing dimensions, flexspline bore) minimizes the unpredictable variations that exacerbate meshing problems.
4. Conclusion
This investigation into the influence of the wave generator on strain wave gear performance reveals that the axial conical deformation it induces is a fundamental characteristic, not an artifact. Finite Element Analysis confirms that this effect causes the front-section radial deflection to exceed theoretical values, leading to a forced and non-ideal meshing condition when the circular spline is engaged. The resultant stress state features two critical zones: the tooth tips at the front section and the cup-body transition at the rear section.
The study demonstrates that conventional involute tooth profiles perform poorly under these conditions, succumbing to destructive point engagement at the front. In contrast, a double-circular-arc tooth profile substantially improves the situation by facilitating proper flank contact, reducing the maximum von Mises stress by over 34% in the analyzed case. This significant improvement directly translates to enhanced wear resistance, higher torque capacity, and prolonged fatigue life for the strain wave gear assembly.
Ultimately, high-fidelity design and analysis of strain wave gears must transition from single-section, kinematic models to three-dimensional, elastomechanical models that account for the wave generator’s conical effect. Integrating advanced tooth geometries like the double-circular-arc profile into this comprehensive design framework is essential for unlocking the full performance potential and reliability of these remarkable precision transmission devices.